
GESCHICHTE DES ALTEN SHEFFIELD-PLATTES
UND SEINE KOMMERZIELLE ENTWICKLUNG
Dieser Text ist das Ergebnis einer langen und sorgfältigen Übersetzung des wichtigsten Textes, der jemals zum Thema „Old Sheffield Plate“ geschrieben wurde:
„Geschichte des alten Sheffield-Plattens“
vom Silberschmied Thomas Bradbury, erstmals 1912 verfasst und herausgegeben anhand der Erinnerungen derer, die wie Bradbury noch Hüter der Geheimnisse dieser Technik waren, der letzten Generation, die diese später obsolet gewordene Kunst als junge Leute erlernt hatte. Nach Jahren des Vergessens wird diese faszinierende Geschichte heute von Branchenexperten und Sammlern ausführlich diskutiert. Wahrheit vermischt sich oft mit Legende und noch häufiger wird die Welt der Versilberung in einen Topf geworfen, wobei die edle, durch Elektrolyse hergestellte Sheffield-Platte mit ihrem historisch und materiell wichtigeren Vorgänger, der durch Druckguss hergestellt wurde, in einen Topf geworfen wird. Das Thema ist so komplex, dass nicht einmal Bradbury (so zitiert er) sich dessen voll bewusst war; es gibt Geheimnisse und Formeln, die leider zusammen mit ihren Benutzern verloren gingen, oder sogar verlorene Dokumente, die Licht in bestimmte Schritte oder Techniken bringen könnten. Wenn Sie diese Abhandlung lesen, sollten Sie stets eines ganz wichtig im Hinterkopf behalten: Wenn der Autor „heute“ sagt, meint er das Jahr 1912. Selbst etwas archaische Terminologien oder Konzepte, die uns heute fern liegen, müssen daher offensichtlich im Kontext dieser letzten prunkvollen Jahre gelesen werden, einen Schritt entfernt vom 19. Jahrhundert und einen weiteren von der europäischen Dekadenz, die der Erste Weltkrieg 1914 mit sich brachte.
Beachten Sie, dass er die Existenz von Fälschungen bereits Anfang des 20. Jahrhunderts erwähnt.
Francesco Li Volsi
VORWORT
Ziel dieser Arbeit ist es, das Wissen über die heute hochgeschätzten Exemplare des Old Sheffield Plate- Geschirrs zu erweitern, den Ursprung ihrer Herstellungsverfahren zurückzuverfolgen, Einzelheiten über die Hersteller und ihre Fabriken, die Standorte, die Arbeiter und die angewandten Methoden zu liefern sowie weitere Einzelheiten zu veröffentlichen, die sowohl für Sammler als auch für diejenigen von Interesse sein könnten, die mit den Produkten einer alten, heute völlig verfallenen Industrie handeln. Es ist falsch zu behaupten, die Herstellung von versilbertem Kupfergeschirr im Gussverfahren mit feinen Silberrändern und -stützen sowie Silberschilden 1 sei eine verlorene Kunst. Ein Großteil der Formen, aus denen solche Waren früher gegossen wurden, existiert noch in Sheffield, und die Walzwerke walzen noch immer wie einst die geschmolzenen Silber- und Kupferbleche. Es gibt auch Arbeiter, die die schwierigen Prozesse des Auflötens von Silberstützen, des Einreibens 2 der Silberschilde und des Anbringens feiner Silberränder beherrschen. Diese Industrie in ihrer alten Form scheint jedoch dazu bestimmt, nie wieder kommerziell wiederbelebt zu werden; Wir leben in einer Zeit, in der Käufer von plattierten Gegenständen diese in möglichst erschwinglichen Varianten verlangen. Hersteller und Händler arbeiten eng zusammen, um die Kunden in dieser Hinsicht voll und ganz zufriedenzustellen. Die Vorstellung, dass moderne plattierte Gegenstände nur wenige Jahre halten müssen – bis der Besitzer ihren Stil satt hat oder die Gegenstände nicht mehr verwendet werden – setzt sich immer mehr durch.
Beim Schreiben über das Thema Old Sheffield Plate hielt man es für wichtig, einige Einzelheiten über die Herstellung von dicht plattiertem Geschirr , Silberbesteck, Silberwaren und Britannia Metal aufzunehmen. Das Auflöten von Schichten aus Feinsilber auf unedlere Metalle – eine Methode, die lange als „ dicht plattieren “ bekannt war – hat einen so alten Ursprung, dass er im Dunkel der Zeit verloren gegangen ist.
Die Produktion von Silber und versilberten Artikeln begann im Bestecksektor. Später wurde ein günstigeres Material als Sheffield-Platten und praktischeres als Zinn nachgefragt. So entwickelte sich „ Britannia-Metall “. In Sheffield produzierten die wichtigsten Hersteller damals wie heute Besteck und Artikel sowohl aus Silber als auch aus Plattierung. Allerdings war die Produktion von Britannia-Metall in jüngerer Zeit insgesamt nicht zu vernachlässigen, vorausgesetzt, ein Unternehmen verfügte über ausreichend große Räumlichkeiten, um die Einführung zusätzlicher Produktionsaktivitäten zu ermöglichen.
Bei der Diskussion der vorstehenden Themen bestand das Hauptziel darin, den Herstellungsprozess durch Abbildungen, Reproduktionen von Proben, Herstellernamen und Marken, die sowohl auf altem Sheffield- als auch auf geschlossen plattiertem Silber zu finden sind, so genau wie möglich darzustellen. Die Namen in den Listen der Sheffielder Hersteller, die beim Sheffield Assay Office eine Plattiermarke registrierten, umfassen praktisch alle Silberschmiede dieser Zeit. Daher wurde es als notwendig erachtet, eine möglichst genaue und geordnete chronologische Darstellung der Herstellermarken sowie der authentischen Jahresbuchstaben, Formen und Stile von Kronen und Löwen auf antikem Silber zu liefern.
Es ist zu hoffen, dass diese Angelegenheiten nun klar definiert werden, um Sammlern, die die Herkunft ihrer Exemplare untersuchen möchten, jede mögliche Unterstützung zu bieten.
Die Aufgabe des Autors wurde durch die Veröffentlichung der offiziellen Register aller Silber- und Plattenmarken, die in den Büchern des Prüfamts in Sheffield eingetragen sind, erheblich erleichtert, bei deren Verwaltern er seine Schuld anerkennen möchte.
Selbst wer sein ganzes Leben in Sheffield verbracht hat, findet nur schwer glaubwürdige Informationen über die Entstehungs- und Entwicklungsbedingungen der Industrie. Durch sorgfältige Recherche in den verstaubten Archiven seiner eigenen und anderer Firmen konnte der Autor jedoch viele vergessene Fakten ans Licht bringen, die neues Licht auf diese Bedingungen werfen. Gleichzeitig bemühte er sich – über den Erfolg kann der Leser selbst entscheiden –, die Erzählung mit menschlichem Interesse zu füllen, indem er alles Wissenswerte über die Persönlichkeiten und Charaktere der Personen einbezog, denen das Sheffield Plate seine Entstehung und Exzellenz verdankt.
Die Menge an im Ausland produziertem Old Sheffield Plate, die nun auch hierzulande zu finden ist oder im Ausland gefunden, aber in England hergestellt wurde, machte einen eigenen Artikel zu diesem Thema erforderlich. Wir hoffen, dass die abgebildeten Marken und die in Teil VII dieses Werkes enthaltenen Einzelheiten dazu beitragen werden, Licht in eine Angelegenheit zu bringen, die Sammler in der Vergangenheit lange Zeit vor Rätsel stellte.
Der Autor ist davon überzeugt, dass die Beobachtungen im Kapitel „Bekannte Herstellungsorte von altem Sheffield-Platten “ wiederum dazu beitragen werden, die uralte Frage zu klären, wo plattierte Waren erstmals hergestellt wurden.
Zum Thema Britannia-Metall – einer Industrie, die nun schon seit 140 Jahren besteht – wurde, soweit dem Autor bekannt ist, außer den wenigen hier zitierten Zeilen bisher nichts veröffentlicht.
Ich möchte Herrn Robert Eadon Leader, B.A., für seine unschätzbare Unterstützung bei den historischen Teilen dieses Buches herzlich danken. Er ist ein Nachfahre eines der ersten und erfolgreichsten Schmiede und Blechner unserer Stadt und hat die Begeisterung für seine Heimatstadt, ihre Berufe, ihre Menschen und die frühe Geschichte, auf die alle wahren Sheffielder so stolz sind, geerbt. Die Hilfe von Herrn Leader war besonders wertvoll, da er mit unseren frühen topografischen und persönlichen Aufzeichnungen vertraut ist und sich dafür einsetzte, Einzelheiten über unsere Vorfahren, ihre Berufe, Bräuche und Interessen sowie vieles andere, das durch die rasante Entwicklung der Stadt, die Einführung moderner Fertigungsmethoden und das enorme Wachstum der großen Stahlwerke bald in Vergessenheit geraten wäre, rechtzeitig zu bewahren.
Den Herren M. S. D. Westropp aus Dublin, Clement H. Casley aus Ipswich, Arthur Westwood aus Harborne bei Birmingham und B. B. Harrison aus Sevenoaks möchte ich meinen aufrichtigen Dank aussprechen für ihre unermüdliche Hilfe bei der Erfassung und Erforschung ungewöhnlicher Exemplare und anderer interessanter Gegenstände; Herrn W. P. Belk aus Sheffield für seine vielen Anordnungsvorschläge, die sich als unschätzbar nützlich erwiesen haben; und Herrn G. R. Travis aus Sheffield für seine Hilfe in Bezug auf die Old Sheffield Plate in Frankreich. Von Herrn Pawson aus Sheffield habe ich wertvolle Hilfe bei der Entdeckung lokaler Daten und interessanten Materials erhalten. Große Unterstützung erhielt ich auch von Herrn A. Nicholson vom Prüfamt in Sheffield. Sein Großvater wurde von jemandem, der sich kaum an ihn erinnern kann, treffend als der letzte der Herren beschrieben, die die Old Sheffield Plate hergestellt haben.
Darüber hinaus bin ich meinen Brüdern und Miss Bradury zu Dank verpflichtet, ebenso den Mitarbeitern von T. Bradbury & Sons, insbesondere Herrn G. H. Cottam, für die Zusammenstellung der hier abgebildeten Muster von Matrizen, Werkzeugen usw.; Herrn G. Kinman für die Anleitung in technischen Fragen; Herrn Hunt für die Beschaffung von Informationen aus alten Hauptbüchern und Manuskripten und für seine Hilfe bei der Registrierung der Marken; sowie den Herren T. Bradley und S. W. Turner.
Maj. Carrington aus Bideford und dem verstorbenen Mr. Wm. A. Carrington aus Bakewell für ihre Hilfe bei der Erforschung der Abstammung; den verstorbenen Mr. W. A. Ellis und Mr. P. M. Ellis aus Birmingham im Zusammenhang mit den praktischen Aspekten der Gussplattierung; außerdem den Herren Walter Willson aus Richmond, J. H. Ellett Lake aus Exeter und F. Lyne aus Bristol, deren sorgfältige Aufzeichnungen der Markierungen auf den verschiedenen Stücken, die durch ihre Hände gingen, für mich von unschätzbarem Wert waren und die mir auch ungewöhnliche Exemplare zur Untersuchung geschickt haben; Mr. J. B. Mitchell-Withers aus Sheffield für die Bereitstellung von Informationen über seinen Vorfahren, Mr. T. Boulsover; und auch Mr. W. Sissons bin ich zu Dank verpflichtet für seine wertvolle Hilfe bei der Zusammenstellung von Dokumenten über die frühe Geschichte seiner Firma und andere Angelegenheiten im Zusammenhang mit dem Thema Old Sheffield Plate.
Für ihre Unterstützung bei der Zusammenarbeit und das Ausleihen von Platten für die Abbildungen bin ich Countess Sackville, Earl Fitzwilliam, Sir T. Freake, Baronet, Mr. Samuel Roberts, MP, Col. H.C. Surtees, Mr. J.G. Nairne von der Bank of England; Mr. Walter Prideaux von Goldsmiths' Hall; dem verstorbenen Rev. J. Matthews von Broxbourne und Rev. F.L. Shaw, Vikar von Eyam; den Leitern des Prüfamts in Sheffield von der Messerschmiedezunft, Mr. L.T. O'Shea von der Universität; Mr. A.C.C. Jahn von der School of Art; Mr. Bernard Watson, B.A., Prüfer; Mr. J.C. Bennett von der Sheffield Smelting Company; Col. Hughes, Comp. aus Bath, die Herren D. Vickers, Friedensrichter, Arnold T. Watson, James Dixon, Friedensrichter, Lennox Dixon, T. Bowker, A. L. Billot, T. R. Ellin, R. T. Wilson, W. Thorpe Haddock, A. J. Hobson, Friedensrichter, und Miss Hobson; die Herren B. Hoole, Herbert Hutton, Sidney Nowill, A. C. Ridge, Leslie Roberts, John Rodgers, H. B. Sandford, T. A. Scott, Henry Steel, W. O. Stratford, W. Walker, Cecil Wilson, alle aus Sheffield; Herr W. L. Spiers vom Sir John Soane’s Museum; Herr L. Crichton, Dr. W. Jobson Horne, die Herren George Lambert, A. M. Parsons, W. H. Rickatson, Frank C. Wheeler, G. N. Withers, Waldeck, alle aus London; Die Herren Hiatt Baker aus Almondsbury bei Gloucester; H. Hamilton aus Belfast; Dr. J. Torrey Junior aus Blundellsands; die Herren Joseph Spiridion aus Cardiff; S. Barnett aus Chester; H. S. Benzie aus Cowes; von der Kunst- und Industrieabteilung des Irischen Nationalmuseums; die Herren Hamilton Blake und E. J. Inches aus Edinburgh; der ehemalige Stadtrat Sorley aus Glasgow; die Herren Francis Mallett aus Bath; G. H. Clapham aus Manchester; F. A. Hawley aus Hampstead; die Herren J. und H. Barraclough aus Leeds; die Herren J. W. Usher aus Lincoln; Alfred Bethell aus Newton Kyme bei Tadcaster; J. Taylor aus Northfield bei Birmingham; Alfred T. Johnstone aus Rednal und A. F. de Navarro aus Broadway, Worcestershire; die Herren W. T. Freemantle aus Barbot Hall bei Rotherham; J. Tearoe, Friedensrichter von Sanderstead; E. Plimmer von Shrewsbury; Dr. A. M. Roberts von Southport; Herr C. A. Head von Hartburn Hall, in der Nähe von Stockton-on-Tees; Herr Norman Haggie von Sunderland; Dr. George Porter von Surbiton; Herren H. S. Hare von Taunton; F. Ross von Winchester; W. T. Sears von Normanhurst, in der Nähe von Northhampton; Ernest Hill von Woking; Percy W. L. Adams von Wolstanton, Staffordshire; W. J. Fieldhouse von Wooten Waven und T. P. Barker von Four Oaks, Warwickshire; Herren W. Base von Birmingham; Felix Alfermann von Berlin; Henri Boulhet, Pinton und Christofle von Paris; Herr Holbrook von New York.
Unter den Mitgliedern des Handels gilt mein Dank für die freundliche Leihgabe von Exemplaren folgenden Firmen: Birch & Gaydon, Chapple & Mantell, Dobson & Son, Elkington & Co., Heming & Co., Holmes & Maplesden, Spink & Son Ltd., M. & S. Lyon, Mappin & Webb, F. B. Thomas & Co., Vander & Hedges und Lambert (allesamt Londoner Firmen); W. Dickinson und E. J. Vokes aus Bath; S. D. Neill aus Belfast; D. & M. Davis und I. S. Greenbergh aus Birmingham; J. H. George, J. H. Mogg und F. S. Smith aus Bristol; T. Worthington aus Burton-on-Trent; H. Winston aus Cardiff; A. Jack & Co., Martin & Co. und A. Paget aus Cheltenham; Butt & Co. Ltd. und Lowe & Sons aus Chester; H. C. Galton aus Christchurch; an H. E. Norris aus Cirencester; an E. Johnson, JE Ledbetter, L. Wine und B. Wine aus Dublin; bei Wilson & Sharp in Edinburgh; an Bruford & Son und an JE Lake & Son aus Exeter; an R. & W. Sorley aus Glasgow; an C. Basker & Son aus Grantham; an Oswin & Co. aus Hereford; an B. Mallinson & Son aus Huddersfield; bei Green & Hatfield in Ipswich; an S. Leighton aus Lancaster; an Curtis & Horspool und an William Withers aus Leicester; an EE Dunthorne, Robert Jones & Sons und RH Reed & Son aus Liverpool; an L. Hall aus Louth; an Sidney Blackford aus Lynton; an ET Biggs aus Maidenhead; an M. Beaver, D. F. Davis und John Hall & Co. aus Manchester; an H. T. Simmonds aus Monmouth; bei Ford & Son aus Newark; an C. Ince aus Newport; an Robinson & Co. aus Northampton; an George Wood aus Nottingham; an F. Cambray aus Oxford; an E. Emanuel aus Portsea; an Page, Keen & Page aus Plymouth; an J. Cockburn und J. H. Harvis aus Richmond; an R. Smith & Son aus Scarborough.
FREDK. BRADBURY
SHEFFIELD,
Oktober 1912
DIE GESCHICHTE DES ALTEN SHEFFIELD-PLATTES
EINFÜHRUNG
Als Old Sheffield Plate werden Flach- [7] oder Hohlware [8] für Tisch und Haushalt bezeichnet, die aus gegossenem, versilbertem Kupfer hergestellt ist. Die Produktion begann um 1743 und dauerte etwa 100 Jahre. Danach wurde sie allmählich durch elektrolytisch versilberte Ware ersetzt. Bei Sheffield Plated wird das Kupfer mit Silber überzogen, die Metalle werden durch Gießen verbunden und durch Druck zwischen Walzen gehärtet und gefestigt. Leider weiß der durchschnittliche Sammler in der Regel nur, dass Old Sheffield Plate aus versilbertem Kupfer besteht, und manchmal werden Sammler dazu verleitet, elektrolytisch versilberte Kupfergegenstände zu kaufen, wenn sie das Kupfer freiliegen sehen. Solche Gegenstände werden nicht selten als „ Real Sheffield “ 7 und „ Sheffield Plate “ bezeichnet, wobei das Wort „ Old “ weggelassen wird. Unsere Stadt ist nicht, wie oft angenommen, ein Eldorado prächtiger, überschüssiger Exemplare antiker Tellerware, obwohl in früheren Zeiten fast das gesamte Tafelgeschirr der Welt hier hergestellt wurde; eine Zeit, die heute allgemein als „ Alt-Sheffield “ bezeichnet wird. In der Stadt gibt es ein altehrwürdiges Sprichwort – das nicht ohne Wahrheitsgehalt ist –, dass man gutes Besteck fast überall außer in Sheffield kaufen kann, und sowohl Messerschmiede als auch Tellermacher suchten außerhalb der Stadtgrenzen nach Absatzmärkten für ihre Waren. Zweifellos gibt es in Sheffield jedoch noch immer eine große Menge an altem Sheffielder Geschirr , meist in Privatbesitz und sorgfältig aufbewahrt von den Nachkommen derer, die es ursprünglich für den Eigengebrauch herstellten.
In der Sheffield Parish Church befindet sich eine außergewöhnlich große, schlichte Schale oder Platte aus Old Sheffield , die regelmäßig bei Taufen zum Wassertragen zum Brunnen verwendet wurde. Sie ist gut erhalten und muss viele Jahre in Gebrauch gewesen sein. Sie trägt die Marke von T. & J. Creswick. Die Kirche enthält – neben anderen älteren Exemplaren – auch einige Patenen und Krüge, von denen letztere sehr groß sind. Zwei davon wurden während der Herrschaft von Königin Anne hergestellt und sind in ausgezeichnetem Zustand. Das Geschirr ist für alle, die sich für antikes Silber interessieren, eine Besichtigung wert.
Im Royal Infirmary in Sheffield gibt es ein allgemeines Abendmahlsservice aus Sheffield Plate, das 1800 von Thomas Law & Co. hergestellt wurde und aus einer Patene, einem Kelch und einem Krug besteht und dieses Zeichen (die abgeflachte Vase) trägt.
Dass Sheffield aus industrieller Sicht ein sehr alter Ort ist, wird durch einen Verweis in Chaucers „Tale of Reves“ bestätigt, wo der Bauer folgendermaßen beschrieben wird:
„Ein Thwytel 8 aus Sheffield trägt er im Fass,
sein Gesicht war rund und seine Nase war stupsnasig.“
Es gibt eine Geschichte über den Jagdbesuch Edwards III. in Sheffield; die Stadt war dem Hof also vor sechs Jahrhunderten nicht unbekannt. Im Jahr 1615 hatte Sheffield 2.207 Einwohner, davon 1.222 Bedienstete und Kinder und 725 „allesamt arme Bettler“. Diese Angabe wäre jedoch irreführend, wenn man nicht bedenkt, dass sich die Angaben nur auf die Stadt Sheffield und nicht auf die Diözese beziehen und dass die wohlhabenderen Einwohner in den Vororten lebten. Einen aussagekräftigeren Vergleich ermöglicht die Betrachtung der Zahlen für die gesamte Diözese. Sie belegen eine Bevölkerung von 14.105 im Jahr 1736, 45.578 im Jahr 1801, 110.891 im Jahr 1841 und 239.941 im Jahr 1871. Im Jahr 1905, als die Grenzen erweitert wurden, waren es 440.414 und 1911 454.653.
Maria Stuart verbrachte auf Geheiß des Grafen von Shrewsbury etwa 14 Jahre ihrer Gefangenschaft zwischen 1571 und 1584 in Sheffield. Ein kleines freistehendes Gebäude, das vor einigen Jahren sorgfältig restauriert wurde, steht noch heute im Sheffield Manor, heute eine völlige Ruine. Eines der Zimmer, das vermutlich speziell für die Königin reserviert war, besticht durch seine wunderschöne Innenausstattung, darunter ein fein gearbeitetes Wappen der Familie Shrewsbury über dem Kamin. Es wird gesagt, dass dieser Teil des Herrenhauses vom Grafen speziell für sie erbaut wurde, um ihre Flucht zu verhindern.
Ein interessantes Bild von Sheffield in der frühen Old Plate-Periode findet sich in einem Brief von Horace Walpole an Mr. Montagu vom 1. September 1760. Der Autor sagt:
Auf dem Weg zu Lord Strafford kam ich durch Sheffield, eine der schmutzigsten Städte Englands, die sich in einem bezaubernden Zustand befindet. 22.000 Einwohner arbeiten dort als Messer- und Scherenhersteller. Sie zahlen London 11.000 Pfund pro Woche. Ein Einheimischer hat die Kunst entdeckt, Kupfer mit Silber zu überziehen. Ich habe für zwei Guineen ein Paar Kerzenleuchter gekauft, die sehr schön sind.
Unter den alten Wohltätigkeitsorganisationen der Stadt wurde mindestens eine gegründet, um den lokalen Silber- und Sheffielder Tellerhandel zu unterstützen. 1815 vermachte Mary Parsons, die Schwester von John Parsons von J. Parsons & Co., einem großen Hersteller von altem Sheffielder Teller und Silber, hauptsächlich Kerzenständern, „in liebevoller Rücksicht auf das Andenken ihres Bruders“, 1.500 Pfund auf Kredit für eine Investition, deren Erlös gleichmäßig unter 46 alten und gebrechlichen Sheffielder Schmieden in Anteilen von je 1 Pfund aufgeteilt werden sollte, mit einer Spende von 2 Pfund an den Pfarrer für die jährliche Predigt am Johannistag. Zusammen mit der Summe von 175 Pfund, die 1879 von praktizierenden Sheffielder Herstellern und Schmieden aufgebracht wurde, beträgt das Stiftungsvermögen dieser Wohltätigkeitsorganisation nun 1.709 Pfund, 17 Schilling und 7 Pence. Normalerweise erhielten etwa 50 Männer die jährliche Gebühr von einem Pfund. Die Kandidaten wurden bei einem jährlichen Treffen praktizierender Schmiede ausgewählt. Die Leistungen waren auf Messingschmiede, Akkordarbeiter und Kerzenmacher beschränkt, die ihre Lehre in Sheffield abgeschlossen hatten und regelmäßig in diesem Beruf arbeiteten. Die Begünstigten zogen in der Regel in einer Prozession zur Kirche, um die Predigt zu hören. Anschließend wurde die Gebühr in der Sakristei verteilt.
TEIL I
Die Erfindung
DIE ÄLTESTEN PLATTENVERFAHREN
Die Methoden, mit denen die frühen Plattierer ihre Arbeit an den größeren, zu dekorativen Zwecken verwendeten Gegenständen durchführten, sind nicht ganz klar.
Wichtig ist, dass die Silberbeschichtung, wie bei heutigen galvanisierten Silbergegenständen, erst nach dem Schmieden aufgetragen wurde. Die „französische“ Beschichtungsmethode, die vor der Erfindung des Schmelzgalvanisierungsverfahrens existierte, bestand darin, eine dünne, bei niedriger Temperatur auf das Metall geschlagene Silberschicht zu bläuen, bevor es oxidierte. Obwohl weitere Schichten hinzugefügt werden konnten, wurde nie eine perfekte Verbindung erreicht. Es wurde versucht, die Kanten unedlerer Metalle mit einer Beschichtung zu umhüllen, die jedoch laméartig aussah und praktisch unbrauchbar war.
Es ist offensichtlich, dass Messerschmiede seit der Antike unedlere Metalle mit Silber und Gold überzogen, um Messer zu verzieren. Schon 1379 legten die Londoner Messerschmiede fest, dass das zu diesem Zweck – „zur Veredelung der Messergriffe“ – verwendete Silber aus einer guten Legierung bestehen müsse. Noch früher, nämlich 1327, erteilte die Londoner Goldschmiedegesellschaft Patente, in denen sie beklagte, dass „Messerschmiede in ihren Werkstätten Zinn mit solcher Genauigkeit und Kunstfertigkeit mit Silber überziehen, dass dieses nicht vom Zinn unterschieden werden kann, und dass sie das so beschichtete Zinn als Feinsilber verkaufen, was uns und dem Volk großen Schaden und Betrug bringt.“ [9]
Während der Herrschaft Heinrichs IV. und V. wurden mehrere Parlamentsgesetze verabschiedet, die das Vergolden von Metallen außer Silber und das Versilbern von Gegenständen außer Rittersporen und Adelsrüstungen verboten. Auf dieselbe, über Jahrhunderte hinweg überlieferte Methode wird vermutlich auch in zwei Verordnungen des ersten Kodex lokaler Gesetze Bezug genommen, der 1625 von der Sheffield Cutlers' Society erlassen wurde. Eine dieser Verordnungen verbot die Verwendung von Gold oder Silber für Klingen, Beschläge oder Griffe von Messern im Wert von weniger als 5 Schilling pro Dutzend; die andere schrieb vor, dass zum Damaszieren, Einlegen und Prägen hochwertiger Messer kein Material von minderer Qualität als Silber oder Gold einer guten Legierung verwendet werden dürfe.
Die Nichteinhaltung dieser Gesetze führte zu Rechtsstreitigkeiten und Schiedsgerichtsverfahren. Ein Schiedsspruch aus dem Jahr 1628 beschreibt die Rechtsverstöße durch „gefälschtes Material, mit dem unwissende Personen oder andere dazu verleitet werden können, es für Silber oder Gold zu halten“. Das örtliche Gesetz wird wie folgt beschrieben: „Es betrifft die Mischung von Gold und Messing oder von Silber mit Zinn oder Zinn zur Verwendung zum Schattieren, Damaszieren, Vergolden, Versilbern oder für andere Verzierungen von Griffen, Halterungen und Klingen von Messern oder Teilen davon oder von anderen Besteckteilen.“
Es ist aufschlussreich festzustellen, dass die Verteidigung, die die Täter gegen diese Verordnungen vorbrachten, teilweise darin bestand, dass sie gegen eines der zuvor erwähnten Gesetze verstoßen hatten, nämlich gegen das Gesetz von Heinrich V., Kapitel 3 (1420). Im Folgenden wird gezeigt, wie (höchstwahrscheinlich) die Reparatur eines einzigen Messers der Art, um die es in diesem Streit geht, dazu beitrug, Thomas Boulsover die Möglichkeiten der Schmelzplattierung aufzuzeigen – mit anderen Worten, wie sie zur Erfindung der Sheffield-Platte führte.
Die obigen Hinweise auf die früheste Verwendung von Silber und Gold für Plattierungs- und Zierzwecke in England führen uns natürlich zu der Frage: Wie wurden diese Messergriffe und Klingen früher plattiert? Sicherlich nicht durch ein Verfahren von geringer Haltbarkeit oder eines, das der Verwendung von Gegenständen, die ständigem, täglichem Verschleiß ausgesetzt sind, nicht standhält. Zur Beantwortung unserer Frage müssen wir uns das sogenannte „ Dichtplattieren “ in der einen oder anderen Form ansehen. Dies ist das einzige System, mit dem Stahl oder Eisen auch heute noch auf etablierte Weise und mit völlig zufriedenstellenden Ergebnissen mit Silber überzogen werden kann. Das Dichtplattieren wird so hartnäckig mit dem Gussplattieren in Verbindung gebracht und ständig verwechselt, dass es nicht unangebracht ist, Ersteres hier ausführlich zu erklären.
Nahezu jedes Metall, das sich schweißen lässt, kann auch dicht plattiert werden. Das Verfahren ist jedoch aufwendig und wird normalerweise nur bei kleineren Alltagsgegenständen angewendet, die eine größere Widerstandsfähigkeit als gewöhnliche Hohlware oder eine scharfe Kante erfordern, wie etwa Messerklingen und Lichtscheren; oder spitze oder spitze Enden, wie etwa Gabeln, Spieße, Käseschaufeln oder mit Hummerspitzen versehene Utensilien; oder Festigkeit, wie etwa bei Zaumzeuggebissen, Sporen, Geschirrbeschlägen und Kutschentürgriffen.
Obwohl das dichte Plattieren , wie es früher wie heute praktiziert wurde, in seinen Hauptaspekten absolut einfach ist, kann eine fachmännische Handhabung nur mit äußerster Geduld und ständiger Übung erreicht werden. Der Vorgang lässt sich wie folgt beschreiben: – Nachdem der zu plattierende Gegenstand zunächst geglättet und gründlich gereinigt wurde, wird er in Ammoniumchlorid getaucht, das als Flussmittel dient, um eine vollständige Haftung der abzuscheidenden Substanz zu gewährleisten, und anschließend in geschmolzenes Zinn. Ein durch Klopfen verdünntes und auf die erforderliche Größe zugeschnittenes Silberblech wird dann auf den Gegenstand gelegt und möglichst gleichmäßig und perfekt angepasst. Nachdem das Silberblech allseitig auf den Stahl gedrückt wurde, wird ein erhitzter Lötkolben vorsichtig über die gesamte Oberfläche geführt. Durch diesen Vorgang schmilzt das Zinn und es entsteht eine Schweißnaht zwischen dem Stahl und der Silberbeschichtung. Die Oberfläche wird dann sorgfältig über die gesamte Länge mit einem erhitzten Lötkolben geglättet; Nachdem die Schleifpartikel und Metallpartikel sorgfältig entfernt und die Kanten durch Polieren geglättet wurden, ist die Oberfläche bereit für die Endbearbeitung per Hand oder mit Hilfe einer Poliermaschine, wie es bei allen Artikeln, ob plattiert oder versilbert, üblich ist.
Diese Methode der dichten Plattierung , die als Vorläufer des ebenso etablierten Schmelzplattierungsverfahrens gilt, konnte sich nach dessen allgemeiner Verbreitung kaum halten. Denn sie konnte nicht verhindern, dass der neue Konkurrent nach und nach die Produktion von gewöhnlichem Tafelgeschirr, sowohl für den Gastgewerbegebrauch als auch für die Dekoration, monopolisierte. Die dichte Plattierung scheint so erfolgreich von ihrem stärkeren Rivalen, der Schmelzplattierung, verdrängt worden zu sein, dass wir bis zum Beginn des 19. Jahrhunderts warten müssen, bis sie nach einigen Jahren der Anstrengung wieder an Popularität gewann. Bis zum 18. Jahrhundert wurden mindestens zwei fortschrittliche Patente für die dichte Plattierung erteilt, eines von Samuel Roberts, angepasst für die Herstellung von Löffeln und Gabeln aus Eisen oder „jedem zusammengesetzten oder weißen Metall “ sowie für die Herstellung von Kerzenleuchtern aus denselben Materialien. Sein Patent liest sich wie ein entschlossener Versuch, die dichte Plattierung wiederzubeleben, indem man ihre Möglichkeiten an Gegenständen testete, die im Alltag sowohl nützlich als auch dekorativ sein sollten. Diese Produkte waren jedoch nicht erfolgreich, da sie zu schwer im Gebrauch waren. Außerdem neigten sie zum Rosten. 1779, zehn Jahre vor Roberts' Patent, hatte der Londoner Juwelier Richard Ellis ein weiteres Patent angemeldet, das seine Methode bezeichnenderweise als „neue Methode“ (d. h. vermutlich eine Verbesserung der dichten Plattierung ) bezeichnete. Eine sorgfältige Betrachtung seiner Patentbeschreibung führt zu dem Schluss, dass sie sich auf die Lötelemente bezieht, die bei der Anwendung der dichten Plattierung verwendet wurden. Hier jedoch, wie im Fall von Roberts, lässt die unklare Formulierung fast darauf schließen, dass der Erfinder, so verständlich das Verfahren für ihn auch gewesen sein mag, den Leser eher verwirren als das Ergebnis gründlicher Überlegungen und sorgfältiger Forschung zu klären suchte. Über beide Verfahren war danach wenig bekannt, und in der Sheffielder Blechindustrie verhinderte nur die Anpassung an Schneidklingen und Löschgriffe, die Verzierung von Stahlschnallen und die Verwendung durch Messerschmiede für Messerklingen das Aussterben dieses älteren Verfahrens. Die Haltbarkeit dichten plattierter Gegenstände hängt davon ab, dass sie keiner übermäßigen Hitze oder Feuchtigkeit ausgesetzt werden. Eine mit dieser Methode plattierte Messer- oder Gabelklinge verliert beim kurzen Halten in eine Flamme schnell ihre Silberbeschichtung, während das Metall der Unterschicht in einer feuchten Umgebung zum Rosten neigt, was zur Blasenbildung im Silber führt.
Sir Edward Thomason (aus Birmingham) wirft in seinen „ Memoirs of Half a Century “, Band I, S. 36, interessante Einblicke in das Thema der dichten Beschichtung und ihre Wiederbelebung im frühen 19. Jahrhundert. Seine Beobachtungen lauten wie folgt:
Anfang Januar 1810 erweiterte ich meine Produktionsanlagen um eine neue Tätigkeit – das Veredeln von Messern, Gabeln, Löffeln usw. –, denn damals herrschte die Meinung vor, dass Stahl und Silber nicht miteinander harmonieren und dass ein Material gefunden werden müsse, das beides miteinander verbindet oder eine solche Verbindung aufwies. Dieses Material war Zinn, ein bereits bekanntes Material, das jedoch nicht so wissenschaftlich behandelt wurde, wie es hätte sein sollen. Es gelang mir, und meine Produkte dieser neuen Serie wurden von der Öffentlichkeit geschätzt, wie der folgende Brief vom 26. Februar 1810, Northumberland House, unterzeichnet mit „Percy“, zeigt:
Northumberland House, 26. Februar 1810.
"Gentleman,
Nachdem ich einem Herrn, der in ein Land abreisen will, in dem Steingut nur schwer erhältlich ist, Ihre Messer und Gabeln aus plattiertem Stahl sowie Ihre Löffel und Teller aus unechtem Silber erwähnt habe, möchte er unbedingt etwas davon mitnehmen. Ich wäre Ihnen daher sehr verbunden, wenn Sie mir so bald wie möglich ein Dutzend von jedem Artikel mit einer Rechnung schicken würden, denn ich hoffe, Sie haben in der Zwischenzeit einige Teller angefertigt. Sollte es jedoch in der Stadt, an die Sie Ihre Waren schicken, ein Geschäft geben, wäre es vielleicht besser, mich dorthin zu verweisen, anstatt mir die Artikel aus Birmingham schicken zu lassen, damit ich eine größere Auswahl habe. Ich bin gespannt, Sir, ob Sie in letzter Zeit neue Erfindungen gemacht haben und ob Sie japanisches Leder irgendwie verwenden konnten. Sollte der Club, den Sie erwähnten, als ich in Birmingham war, Ihre Dissertationen oder Vorlesungen veröffentlichen, würde ich sie sehr gerne sehen.
"Ausruhen,
„Sein gehorsamer Diener
„PERCY“.
„Egr E. Thomason, Church Street, Birmingham.
Ich kann sagen, dass die neue Produktion einen großen Teil meiner Freizeit in diesem Jahr in Anspruch genommen hat, da ich mich damit beschäftigt habe, herauszufinden, welche Artikelklassen meinen Erwartungen entsprechen könnten. Und es schien, dass diese Methode des Plattierens auf kleine Artikel beschränkt war und dass die Tischteller, auf die der edle Earl Percy anspielt, nicht angemessen hergestellt werden konnten.“
BOULSOVERS ENTDECKUNG DER FUSIONSPLATTIERUNG
Die uns überlieferten Berichte darüber, wie Thomas Boulsover 10 die Grundlagen des Old Sheffield Plate legte, indem er auf bislang unbekannte Verwandtschaften zwischen Metallen hinwies, sind erschreckend vage und unbefriedigend. Der Überlieferung zufolge fiel ihm 1743 bei der Ausübung seines Berufs als Messerschmied bei der banalen Reparatur eines Messergriffs das Verhalten des für die Verzierung verwendeten Silbers und Kupfers auf. Was sah er? Die Chronisten geben auf diese Frage unterschiedliche Antworten. Hunter 11 vermeidet Einzelheiten und sagt lediglich, Boulsover sei von der Möglichkeit, die beiden Metalle zu vereinen, „beeindruckt“ gewesen, da der Messergriff teilweise aus Silber und teilweise aus Kupfer bestehe. Andere, präzisere Behauptungen behaupten, diese Verbindung habe sich tatsächlich vor Boulsovers Augen abgespielt, verursacht (1) durch die Verschmelzung des Silbers und Kupfers im Griff durch zufälliges Überhitzen; oder (2) aus der Tatsache, dass das so geschmolzene Silber eng am Kupfer eines Pennys haftete, den er versehentlich als Keil in den Schraubstock gesteckt hatte. Eine andere Version konzentriert sich eher auf ein späteres Ereignis – die Entdeckung, dass Metalle, nachdem sie unter Druck miteinander verbunden wurden, einzeln ihre Duktilität behielten, sich bei der Manipulation aber wie ein einziges Objekt verhielten. Dies war es, so die Aussage, die Boulsover überraschte, als er, um das Silber zu dehnen und so eine kahle Stelle zu bedecken, den Griff seines Messers „durch die Walzen“ steckte und feststellte, dass sich nicht das Silber allein ausdehnte, sondern dieses und das Kupfer sich gleichzeitig ausdehnten. 12
Dass dies und nicht das Verbinden durch Schmelzen die entscheidende Entdeckung war, scheint eine unwiderstehliche Schlussfolgerung zu sein. Indem man einen alten Kupferpenny und einen Sixpence der Flamme eines Schweißbrenners aussetzt, kann jeder leicht auf rudimentäre Weise die Rolle demonstrieren, die das Schmelzen bei der Herstellung von Old Sheffield Plate spielte. Und man wird es unmöglich finden, zu glauben, dass es trotz der weit verbreiteten Verwendung von Löten Boulsover war, der 1743 als Erster einen Schweißbrenner mit Silber und Kupfer in Kontakt brachte. Es kann jedoch sein, wie bereits vermutet, dass die kommerzielle Bedeutung dieser Erkenntnis vor ihm niemandem „aufgefallen“ war und dass sie erst in Verbindung mit der Entdeckung, dass die verbundenen Metalle vollkommen homogen und bearbeitbar waren, lehrreich wurde. Obwohl das zufällige Vorhandensein geeigneter Walzen, ungewöhnliches Zubehör für ein Messerschmiedegeschäft, Misstrauen erregte, scheint es möglich, dass dies die eigentliche Entdeckung war.
Es ist zumindest höchst unwahrscheinlich, dass Boulsover das Glück hatte, von zwei gleichzeitigen „Unfällen“ begünstigt zu werden. Der eine offenbarte die Machbarkeit von Schmelzbeschichtungen, der andere die unbegrenzte Dehnbarkeit verbundener Metalle unter Druck. Da es jedoch weder eine Erklärung von Boulsover selbst noch einen zeitgenössischen Bericht gibt, muss man zugeben, dass dies alles nur Vermutungen sind. Das Abwägen der Wahrscheinlichkeiten hilft wenig, das Rätsel zu lösen, was wirklich auf Boulsovers Dachboden geschah. Vielleicht war es doch eine Kombination aus intelligenter Forschung, Glück und der sogenannten „Kraft, aus zwei und zwei vier zu machen“.
Andere Aktivitäten, für die er in späteren Jahren den Grundstein legte, wie etwa die Erfindung von Rotationswalzwerken, die Herstellung von Sägen (mithilfe des neuen Walzverfahrens), Spaten, Schaufeln usw., dürften uns heute noch als einer der größten Pioniere der gewerblichen Industrie des 18. Jahrhunderts in Erinnerung geblieben sein.
Es heißt, dass das alte Sägenherstellungsverfahren die mühsame Methode beinhaltete, durch das Schlagen eines Stahlstabs ein Sägeblatt herzustellen. Boulsover ersetzte dieses Verfahren durch das einfachere Walzverfahren, dessen Vorteile er durch seine Erfahrung in der Versilberung kannte. Er führte auch die geniale, damals neuartige Methode ein, die Sägezähne so zu verstellen, dass eine „Stufe“ entstand, ohne dass man sich darum kümmern musste, die Schneide des Sägeblatts dicker als die Rückseite zu halten. Für diese Industrie baute er Werkstätten am Bach unterhalb seines Hauses in Whiteley Hood – angefangen, wie er sagte, mit einem Beutel ohne Hals, bis hin zu einem, der nur einen Hals hatte. Die Arbeiterschuppen sind noch heute in Bowser (d. h. Boulsover) Bottom zu sehen. Die Überreste der Mühlen, die vor nicht allzu langer Zeit deutlich sichtbar waren, sind heute fast vollständig zerstört. Der Damm, der die Mühle mit Wasserkraft versorgte, steht jedoch noch. Kurz nach Boulsovers Tod errichtete seine Tochter, Mrs. Hutton, zwischen den Mühlen und dem Herrenhaus eine kleine Kapelle für die Arbeiter. Es steht noch immer und wird als Getreidespeicher als Teil der Mason-Farm genutzt (siehe Abbildungen, S. 3).
BESCHREIBUNG DER METHODE
Das Boulsover-Verfahren der Schmelzbeschichtung wird noch heute angewendet. Wir können hier nur die detaillierte Beschreibung von William Adcock Ellis wiedergeben, dessen Firma dieses Verfahren seit über einem Jahrhundert konsequent anwendet. Herr Ellis stellte uns freundlicherweise auch die hier abgebildeten Barren zur Verfügung. Es sei darauf hingewiesen, dass sich das moderne Verfahren nur in geringfügigen Details von den Methoden der Anfangsjahre der Industrie unterscheidet.
„Vor etwa einem Jahrhundert, als der Handel mit Blechen aus Old Sheffield auf seinem Höhepunkt war, stellte man fest, dass das zuverlässigste Metall zum Plattieren und am besten zum Walzen von Blechen geeignete Kupfer war, das leicht mit Zink und Blei legiert war. Durch Experimente wurde festgestellt, dass diese Mischung ein leicht bearbeitbares Metall ergab, das weder zu hart noch zu porös war. Die Versilberung hingegen wurde leicht mit Kupfer legiert, und zwar im gleichen Verhältnis wie bei gewöhnlichem Silber (nämlich 925 Teile reines Silber zu 75 Teilen Legierung).
Man nahm einen Barren des oben genannten Metalls, der je nach Gewicht und Größe der für die Produktion benötigten plattierten Platte zwischen 1 1/2 und 1 1/4 Zoll dick, 2 1/2 Zoll breit und 8 Zoll lang oder größer war. Die Oberfläche (oder beide Oberflächen, wenn der Barren beidseitig plattiert wurde) wurde gehobelt, um Gussfehler zu beseitigen und so eine feste Oberfläche zu erzeugen. Anschließend wurde der Barren gefeilt und geschabt, bis alle Unregelmäßigkeiten auf der Oberfläche verschwunden waren. Die Silberplatte wurde anschließend auf nahezu die Größe der Oberfläche des Kupferbarrens und auf eine Dicke zugeschnitten, die der gewünschten Keramikqualität entsprach; dies , nachdem die Platte ähnlich wie der Kupferbarren behandelt worden war. Die beiden vorbereiteten Oberflächen wurden dann aufeinandergelegt, wobei sorgfältig darauf geachtet wurde, dass weder Schmutz noch Feuchtigkeit darauf zurückblieb. Diese Oberflächen wurden dann kräftig zusammengepresst, sodass die beiden Flächen perfekt aufeinanderpassten. Heute wird dieser Pressvorgang zum Entfernen aller Luftpartikel vor dem Schmelzen mit einer leistungsstarken hydraulischen Presse durchgeführt. Früher wurde es von einem Mann, dem sogenannten „ Better “, durchgeführt, der ein etwa 20 Pfund schweres Stück Eisen hielt, während ein zweiter Mann mit einem schweren Hammer darauf schlug. Dadurch wurden die beiden Oberflächen geglättet und das Silber in das Kupfer eingebettet.
Um das Silber vor dem Feuer zu schützen, wurde eine Kupferplatte darübergelegt und mit einer Gipslösung bedeckt, damit sie nicht am Silber kleben blieb. Die drei Metallstücke (oder fünf Stücke bei beidseitig versilbertem Metall) wurden mit Draht zusammengebunden, anschließend wurden die Kanten, an denen Silber und Kupfer aufeinandertrafen, mit einer Boraxlösung bestrichen. Der Barren war nun bereit für den Schmelzprozess und wurde in einen mit Koksfeuer beheizten Ofen gelegt, wo er durch ein kleines Loch in der Ofentür sorgfältig beobachtet wurde, bis die Silberplatte des Kupferbarrens zu „weinen“ (so der Fachbegriff), d. h., an den Seiten des Barrens herunterzutropfen begann. Dann war es Zeit, den Barren aus dem Ofen zu nehmen, und beim Bewegen war große Vorsicht geboten. Mit einer geeigneten Zange wurde der Barren fest an den Seiten gegriffen und beim Bewegen ruhig gehalten. Schließlich wurde der Barren nach ausreichender Abkühlzeit und vor dem Versand an die Rotationswalzwerke sorgfältig gereinigt, indem er in Säuren getaucht und anschließend mit Sand und Wasser geschrubbt wurde.
Wenn nach dem Laminierungsverfahren Unvollkommenheiten auf der Platte auftraten, konnte ein Teil der Platte weggeschnitten und entfernt werden, oder es konnte alternativ die auf S. 96 beschriebene „French Plating“-Methode verwendet werden. Da der Zeitaufwand für diesen Prozess jedoch größer war als der geringe Materialabtrag, bestand wenig Anreiz, ihn anzuwenden.“
Was die Frage betrifft, ob eine Plattierung der vier Seiten des Barrens noch nie zuvor versucht worden war, so zeigte ein Experiment, dass durch das Bedecken aller vier Seiten eines Barrens mit Kupferplatten, die mit Silber und Gips überzogen waren, nicht genügend Wärme ins Innere geleitet werden konnte, um das Kupfer auf die erforderliche Schmelztemperatur zu bringen.
Wenn nur zwei Seiten des Barrens plattiert werden und zwei Seiten der Kupferoberflächen dem Ofen ausgesetzt werden, wird die erforderliche Hitze leicht erreicht.
ZU WELCHEN ZWECKEN WURDE DIE ERFINDUNG DER GUSSKERAMIK ZUERST ANGEWENDET UND WIE HABEN DIE BEIDEN PIONIERE SIE MIT WEITEREN INDUSTRIELLEN INITIATIVEN WEITERVERFOLGT?
Einige äußerst interessante Zusatzinformationen zur Blechindustrie in Old Sheffield liefern einige Manuskripte des Kerzenmachers Charles Dixon, der 1776 in Sheffield geboren wurde und 1852 starb. In den Jahren vor seinem Tod legte er mit größter Sorgfalt ein Register der Ereignisse, Anekdoten und Tendenzen seiner Zeit an. Da er häufig mit Männern verkehrte, die damals in der Blechindustrie in Old Sheffield tätig waren, sind seine Erinnerungen zu diesem Thema so wichtig, dass sie in der malerischen Ausdrucksweise des Autors wiedergegeben werden sollten:
Ein Mann namens Thomas Boulsover entdeckte die Kunst, Kupfer mit Silber zu plattieren. Er war von Beruf Messerschmied. 1743 stieß er auf ein Stück, bei dem die Rückseite des Messers mit aufgelötetem Silber bedeckt war. Als ihm klar wurde, dass er nicht genug Silber hatte, legte er alles, so wie es war, willkürlich zwischen die Rollen. Dabei entdeckte er, dass sich das Harte und das Weiche ineinander dehnten. Dies brachte ihn dazu, über Ursache und Wirkung nachzudenken.
Boulsover begann dann zu experimentieren. Er entdeckte, dass Silber vor Kupfer schmolz und in flüssigem Zustand auf der Oberfläche des Kupfers lag. Wenn die Hitze so lange anhielt, dass das Silber schmolz, bildeten sich Silber und Kupfer zu einem einzigen festen Körper 16 , der auf jede beliebige Größe und Dicke gewalzt werden konnte.
Herr Boulsover nutzte seine Entdeckung zunächst zur Herstellung plattierter Knöpfe, die seinen Erwartungen offenbar sehr gut entsprachen. Seit seiner Entdeckung der Plattierung hielt er sie geheim und stieß bei diesem Unterfangen lange Zeit auf keinen Widerstand.
Er schnitt die Knöpfe im Handumdrehen mit Palette und Ahle zu, lötete sie an die Basis und polierte sie anschließend. Die größte Schwierigkeit bestand darin, Geld für die Expansion seines Geschäfts zu benötigen. Er verfügte über wenig bis gar kein Kapital und verdiente sein Geld bis dahin mit eigener Handarbeit.
Mr. Pegge aus Beauchief 17 , der Mr. Boulsover und seine Familie einigermaßen kannte, war die Person, an die sich Mr. Boulsover um Hilfe wandte. Boulsover empfing ihn höflich, erklärte ihm die Art seiner Schwierigkeiten, zeigte ihm die Muster und gab ihm Einzelheiten zu den Verkaufsaussichten der Knöpfe. Mr. Pegge erkannte die Machbarkeit der Spekulation und lieh ihm 70 Pfund, wobei er ihm viel Erfolg wünschte. Nach 12 Monaten suchte Mr. Boulsover Mr. Pegge erneut auf. Mr. Pegge sagte: „Nun, Thomas, wie geht es Ihnen? Was, sind Sie gekommen, um sich noch mehr Geld zu leihen?“ „Nein, Sir“, war die Antwort. „Ich bin gekommen, um Ihnen das Geld, das ich mir von Ihnen geliehen habe, mit Zinsen zurückzuzahlen.“ „Wirklich, Thomas?“ „Ja, Sir.“ „Nun, Thomas, ich möchte nicht, dass Sie Ihrem Geschäft schaden, indem Sie mich bezahlen. Ich brauche das Geld nicht, wenn es Ihnen noch von Nutzen ist. Zahlen Sie mir nur, wenn Sie es bequem sparen können.“ „Oh ja, Sir, ich kann es sparen; und ich habe außerdem genug Geld, um mein Geschäft weiterzuführen.“ „Nun, Thomas, Ihr Geschäft muss genauso profitabel sein wie Geld verdienen.“ „Ja, Sir; aber es ist ein besseres Geschäft als Geld verdienen, denn ich kann meine Knöpfe leicht für eine Guinee pro Dutzend verkaufen, und Silber kostet nicht mehr als drei Schilling pro Dutzend; Geld verdienen kostet mich also mehr als sie mich.“
Er bezahlte Mr. Pegge und bedankte sich. Er war mit seinen Knöpfen sehr erfolgreich und konnte durch Verzieren eine große Vielfalt an Mustern erzielen. Nachdem er bereits einige Jahre im Geschäft war, schickte er seine sorgfältig gepflegten Vorlagen an Mr. Read, einen Raffineur in Green Lane. Dieser schickte ihm innerhalb kurzer Zeit Silber im Wert von 100 Pfund zurück – so viel waren die Ladenvorlagen wert.
Die obige Erzählung zeigt, wie Boulsover nach einigen Experimenten seine Erfindung auf die Herstellung von Knöpfen und anderen kleinen Gegenständen anwandte, die zuvor ausschließlich aus Silber gefertigt worden waren. Es war Joseph Hancock (auf den später noch näher eingegangen wird), der das größere kommerzielle Potenzial des neuen Verfahrens erkannte und es auf eine breitere Palette von Waren anwandte. Zunächst produzierte er Kochtöpfe, dann Kaffeekannen, Wärmkannen, Kerzenleuchter und so weiter.
Der verstorbene Thomas Nicholson erzählt eine Anekdote, wonach Boulsover von einem seiner Angestellten in den Anfangstagen seiner Erfindung sehr schlecht behandelt wurde. Dieser wurde beauftragt, Boulsovers Kunden zu besuchen, und gab viele der eingegangenen Aufträge an einen Komplizen in Sheffield weiter. Gleichzeitig teilte er seinem Arbeitgeber mit, dass er nicht in der Lage sei, in seinem Namen Geschäfte zu tätigen, da niemand an die neue Methode glaube. Boulsover widmete sich jedoch hauptsächlich anderen Unternehmungen, für die er beträchtliches, unrentables Kapital aufwendete, während später diejenigen, die sich auf die Herstellung von plattiertem Ton beschränkt hatten, Reichtum anhäuften. Nach etwa fünfzehn Jahren in der Produktion gab Joseph Hancock die Herstellung von Fertigprodukten auf und widmete sich dem Handel mit Walzmetall für Hersteller. Dieser Wendepunkt lässt sich auf die Zeit zwischen 1762 und 1765 datieren, ungefähr zur gleichen Zeit, als Boulsover sich der Herstellung von Sägen usw. zuwandte. Ursprünglich wurden Metalle in den Werkstätten, in denen sie zuvor geschmolzen worden waren, durch manuelles Hämmern zu Blechen verarbeitet. Später wurden sie von Hand gewalzt, und etwa zur gleichen Zeit, als Joseph Hancock mit dem kommerziellen Walzen von Metall begann, kamen Pferdestärken und Wasserkraft hinzu. Schließlich setzte man Dampfkraft zum Antrieb der Walzwerke ein.
Das Vorstehende erklärt, warum Boulsover und Hancock in den Zitaten aus den alten Verzeichnissen auf den folgenden Seiten weder für 1774 noch für 1787 in der Kategorie Silbergeschirr aufgeführt sind. Im ersteren Verzeichnis erscheint Boulsover unter der Überschrift „Boulsover, Tho. & Co., Hersteller von Sägen, Kaminschutzgittern und geschärften Werkzeugen in der Sycamore Street“; Joseph Hancock wird nur als „Hancock Joseph, Messerschmied, in der Norfolk Street“ erwähnt. Boulsover wird im Verzeichnis von 1787 nicht erwähnt, wo Joseph Hancock als „Blechwalzwerker in der Union Street“ beschrieben wird. Es besteht Grund zur Annahme, dass er zuvor (ca. 1771) in derselben Branche in der High Street tätig war, an oder in der Nähe des Geländes, an dem sich später die Silbergeschirrfabrik von William Hutton & Sons befand, heute das Gelände des Chemikers Newsome. Er gründete die Old Park Silver Mill, die noch heute existiert, an der Club Mill Road in Hill Foot und ersetzte beim Walzen von plattiertem Metall die Pferdestärke durch Wasser.
Die Bücher von Thomas Bradbury & Sons zeigen, wie Hancock in den Jahren 1783-1787 Keramik für seine Vorgänger laminierte –
|
DR. |
HERR JOSEPH HANCOCK, SHEFFIELD -GEGEN- |
CR. |
||||||
|
1783 |
An der Kasse |
£ |
Schilling |
Penny |
1783 |
£ |
Sc. |
P. |
|
9. August |
5 |
5 |
0 |
24. Juni |
||||
|
13. September |
5 |
5 |
0 |
Für den Restbetrag siehe OL, S. 244 |
176 |
15 |
4 |
|
|
1. November |
5 |
5 |
0 |
Zur Laminierung wie vorige Rechnung 1783 |
73 |
10 |
6 |
|
|
20. Dezember |
5 |
5 |
0 |
1784 |
65 |
12 |
6 |
|
|
1784 |
1785 |
58 |
12 |
2½ |
||||
|
17. Februar |
5 |
5 |
0 |
1786 |
56 |
6 |
7 |
|
|
29. Mai |
5 |
5 |
0 |
1787 |
30 |
14 |
8,5 |
|
|
21. August |
5 |
5 |
0 |
|||||
In denselben Hauptbüchern gibt es auch einige Einträge zu Boulsover als Käufer von Waren derselben Firma (M. Fenton & Co.) in den Jahren 1778-79-80-81-82.
DIE NEUE INDUSTRIE UND IHRE MÖGLICHKEITEN
Infolge von Boulsovers Entdeckungen, ergänzt durch jene von Hancock, entstand innerhalb der bestehenden Besteckindustrie rasch ein neuer und wichtiger Zweig. Natürlich gab es eine kurze Anfangs- oder Versuchsphase, in der der Erfinder das neue Verfahren testete, da sein Potenzial erst bestätigt werden musste. In seiner „ History of the Cutlers' Society “ lehnt Leader die Version ab, Boulsovers Beschränkung auf die Herstellung versilberter Knöpfe, Schnupftabakdosen und leichter und kleiner Artikel sei darauf zurückzuführen, dass er die Möglichkeiten seiner Entdeckung nicht sofort erkannt habe. Leader bevorzugt die Ansicht, Boulsover habe klugerweise zunächst versucht, den Wert des Verfahrens durch seine praktische Anwendung auf die Artikel zu demonstrieren, die in der Sheffielder Industrie hauptsächlich hergestellt wurden. Und dazu gehörten nicht nur Besteckartikel, deren Einfallsreichtum an der großen Zahl von „Silberbesteckherstellern“ erkennbar ist, die das neue Material schnell verwendeten; Selbst kleinere Manufakturen, die man als fast einheimisch in der Gegend bezeichnen könnte, waren leicht verfügbar und hervorragend experimentierfreudig, und solche Produkte fanden einen regen Absatz. Die Knopfproduktion beispielsweise gewann im 18. Jahrhundert schnell an Bedeutung, sodass sich die Messerschmiedevereinigung ihrer Verteidigung anschloss, obwohl sie außerhalb der Zuständigkeit der Gilde lag. Der Wettbewerb diente den Herstellern unbeschichteter Knöpfe, und der Ausgang ermöglichte es ihnen, ihrer Nebentätigkeit nachzugehen, ohne die Unannehmlichkeiten, die sich aus den alten Statuten für Hersteller textilbezogener Knöpfe ergaben. Dieser Sieg ging kurz vor Boulsovers Entdeckung einher, die so zu einer rasch wachsenden lokalen Industrie führte. Da nicht nur Hornknöpfe, sondern möglicherweise auch Silber und mit Sicherheit unedlere Metalle wie Messing und ein Amalgam namens „ Alkom “ (das Gold ähneln soll) hergestellt wurden, war die Eignung dieser neuen Methode zur Ausweitung eines bestehenden Gewerbes in vielen Sheffielder Werkstätten sofort erkennbar. Durch diese Anpassung wurden die billigeren Knöpfe aus der Kleidung der einfachen Leute nicht verdrängt, und auch plattierte Keramik verdrängte nicht die Silberknöpfe. Allerdings kam dies einer Mittelschicht entgegen, die bereit war, den Besitz eines Edelmetalls vorzutäuschen, das sie in Wirklichkeit nicht besaß.
Es ist bemerkenswert, dass der plattierte Knopf, der allererste von Boulsover hergestellte Artikel, seinen Platz unter den vielen aus plattiertem Gussmetall hergestellten Produkten hartnäckiger behaupten sollte als jeder andere experimentelle Artikel.
Mit freundlicher Genehmigung der Firma Firmin & Sons aus London kann der Autor auf der folgenden Seite Muster von Knöpfen abbilden, die aus einer Kupfergussplatte gegossen wurden. Einige davon wurden aus Formen hergestellt, die noch aus der Regierungszeit von Königin Anne stammten (die damals wahrscheinlich zum Stanzen von Silberknöpfen verwendet wurden).
Die Firma Firmin ist vermutlich die älteste Knopffabrik des Landes; ihre Geschäftstätigkeit lässt sich bis ins Jahr 1702 zurückverfolgen und existierte zweifellos schon früher. Das Herstellungsverfahren dieser Knöpfe hat sich seit der Zeit, als Boulsover sie mit Palette und Ahle bearbeitete, im Wesentlichen nicht verändert. Die Firma Firmin gibt an, dass verkupferte Knöpfe für Uniformen und Livreen heute wie früher aus gegossenem Metall plattiert werden und dass dieses Verfahren seit der Entdeckung des neuen Verfahrens in ihrer Fabrik kontinuierlich und systematisch angewandt wird. Galvanisierte Knöpfe halten der starken Beanspruchung durch den modernen Gebrauch nicht stand.
(Eine interessante Anzeige in einer Dubliner Zeitung, „Faulkener's Journal“ vom 24. Februar 1747, lautet: „John Roche, Usher's Quay, Dublin, stellt goldene, silberne und plattierte Knöpfe her.“)
DOSEN
Auch die Dosenherstellung war ein altes Gewerbe in Sheffield, zu profitabel, um vernachlässigt zu werden, und reif für eine Expansion, wie sie Boulsovers Entdeckung mit sich brachte. Im Jahr 1680 richtete die Cutlers' Company, die als Vermittler zwischen Hersteller und Verbraucher fungierte, ein Lagerhaus ein, in dem sie Waren entgegennahm und deren Vertrieb im Auftrag der Hersteller übernahm. Aus den Transaktionsunterlagen geht hervor, dass (neben Besteck) auch Schnupftabakdosen und Spardosen, die von den Freien Männern der Company (darunter ein gewisser Isaac Hancock) hergestellt und in beträchtlichen Mengen an Händler verkauft wurden, bei der Company gelagert und in beträchtlichen Mengen an Händler verkauft wurden. 18 Das Gewerbe schien so profitabel, dass die Cutlers' Company, als sie später einem fehlgeleiteten Produktionseifer erlag, neben ihren eigenen Geschäftsbereichen auch die Dosenherstellung aufbaute. Diese Episode ist nicht nur an sich interessant, sondern sie steht auch in Verbindung mit der Geschichte des Old Sheffield Plate , denn Thomas Law, einer der ersten Plattierer, beteiligte sich aktiv an der Geschäftsführung, beschaffte die Materialien für die Dosen und stellte sie vielleicht sogar selbst her. Dieses Unterfangen war jedoch nur von kurzer Dauer, und Law kaufte schließlich einige der Werkzeuge und Utensilien, während sein angesammelter Bestand zum Verkauf nach London verschifft wurde. Leider gibt es keinen Hinweis darauf, ob dieser Einstieg in die Branche die Ungeduld der Cutlers' Society widerspiegelte, an den Vorteilen von Boulsovers damals sechs oder sieben Jahre alter Erfindung teilzuhaben, oder ob es sich bei den Kästen um den 1860 hergestellten Typ handelte – aus Eisen und vielleicht Messing, deren Deckel mit Mustern oder Schriftzügen graviert oder „beschrieben“ waren. 19
Zu den ersten Objekten, denen sich die alten Plattierer zuwandten, gehörten Schnupftabakdosen aller Größen. Boulsover und Hancock stellten beide diese Dosen her, meist mit abnehmbaren, nicht angeschlagenen Deckeln. Mit der Entwicklung der Plattenindustrie konzentrierten sich die Hersteller in Sheffield auf größere Gegenstände, und obwohl die Dosenherstellung in der Stadt noch immer betrieben wurde, als Sketchleys Verzeichnis von 1774 erschien, entwickelte sich das Geschäft allmählich zu einem Zweig des Birminghamer Schmuckgeschäfts. Einige kleine erhaltene Exemplare dienten offensichtlich als Haarschmuckdosen; andere sind zufällig gerade groß genug, um vier Schilling aus der Zeit Georgs III. zu fassen.
Die folgenden beiden Seiten zeigen Abbildungen einiger der schönsten Exemplare mit Flachrelief-verzierten Deckeln und Böden. Die Deckel weisen oft Handgravuren auf; andere wurden aus fein geschliffenen Stahlformen gegossen. Die Herkunft der hier abgebildeten Dosen ist ungewiss; das Herstellungsdatum liegt bei etwa 1750–1765. Die separat gefertigten Deckel wurden zusammengefügt und an der Oberseite der Dosen befestigt, wobei sie die Seiten zur Stabilisierung überlappten. Der Einfachheit halber wurde unter den Deckeln ein loses, unplattiertes Kupferblech befestigt. Die Böden wurden mit den gleichen Methoden befestigt: Die Seiten wurden durch Kochen heißgeprägt und zusammengelötet, wobei die Verbindungen deutlich sichtbar bleiben. Das Innere der Dosen ist nicht verzinnt, wie es bei in Sheffield gefertigten Artikeln üblich war, und gibt nach dem Abnehmen der Deckel den Blick auf blankes Kupfer frei. Einige Sammler schreiben die Herstellung dieser Dosen den Franzosen zu. Die Deckel, die oft klassische Motive darstellen, wurden möglicherweise von Sheffielder Herstellern importiert und anschließend bearbeitet. Da diese Dosen jedoch manchmal typisch englische Schriftzeichen und englische Buchstaben aufweisen, wurden sie höchstwahrscheinlich vor Ort hergestellt, obwohl sie auf den ersten Blick etwas fremdartig wirken. Da sie zudem typischerweise abnehmbare Deckel hatten, gehören sie wahrscheinlich zu den frühesten Beispielen der Sheffielder Keramikindustrie.
SCHNALLEN
Man kann die Meinung vieler Autoren über altes Sheffielder Tafelsilber nicht teilen, dass Schuhschnallen unter den Artikeln, an deren Herstellung die Pioniere der Gussplattierung interessiert waren, von Bedeutung waren. Teilweise plattierte Schnallen kannte man ab etwa 1659, als sie in Mode kamen. Exemplare davon finden sich heute noch in einigen Sammlungen, aber ihre Plattierungsmethode ist zu unklar, um sichere Aussagen über ihre genaue Art zu treffen. Es ist jedoch offensichtlich, dass der Handwerker, der Messergriffe mit Silber herstellen und verzieren konnte, Schnallen ebenso leicht auf ähnliche Weise behandeln konnte. Und wenn wir uns den Beispielen von Schnallen aus der Boulsover-Zeit zuwenden, stellen wir fest, dass sie meist durch dichte Plattierung hergestellt wurden, 20 obwohl es auch andere aus massivem Silber, Stahl oder unedlem Eisen, vergoldetem Messing, Kunstgold und anderen preiswerten Varianten kombinierter Metalle gibt. Gussplattierte Schnallen fallen jedoch durch ihr Fehlen auf, was sich damit erklärt, dass ihre Herstellung drei Schwierigkeiten mit sich brachte. Erstens wäre die Kupferbasis zu weich und biegsam gewesen, um grober Behandlung standzuhalten; zweitens wäre endloses und sorgfältiges Hämmern notwendig gewesen, um die nötige Dicke an der Brücke und die Verjüngung zu den Enden zu erreichen; und drittens hätte der Schneidevorgang große Flächen blanken unbearbeiteten Kupfers den damit verbundenen Schwierigkeiten bei der Handhabung zum Plattieren der Seiten ausgesetzt. Darüber hinaus sollte man bedenken, dass das Löten vieler filigraner Verzierungen auf so kleinen Gegenständen nicht auf eine Weise erfolgen konnte, die eine ausreichende Haltbarkeit gewährleistet hätte. Vergoldete Schnallen auf Kupferbasis sind sehr selten, aber ihre Herstellung, die eine äußerst sorgfältige Behandlung erfordert, muss teuer gewesen sein. Mr. S. Mitchell erwähnt in seiner Liste von Gegenständen, die Thomas Boulsover 1840 hergestellt hat, mit keinem Wort die plattierten Schnallen, die so oft von anderen ihrem Vorgänger zugeschrieben werden.
TEIL II
WAS IST ÜBER DIE FRÜHEN SHEFFIELD-TELLERHERSTELLER BEKANNT?
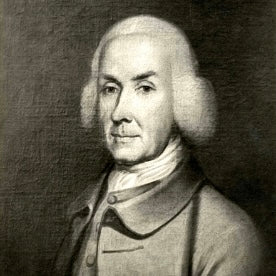
THOMAS BOULSOVER
Boulsover wurde 1704 geboren und starb im September 1788 in Whiteley Hood Hall (er wurde am 12. September in der St. Paul’s Church in Sheffield begraben). Er war so großzügig und arglos, dass andere vielleicht durch seine Erfindung ihr rechtmäßiges Vermögen erlangten. Mit freundlicher Genehmigung des Urenkels dieses bedeutenden Mannes, Mr. J. B. Mitchell-Withers aus Beauchief bei Sheffield, kann der Autor ein Porträt seines Vorfahren reproduzieren. Unten ist ein mit Old Sheffield- Platten verziertes Tablett abgebildet, das Boulsover seiner Tochter, Mr. Mitchell-Withers’ Ururgroßmutter, anlässlich ihrer Hochzeit mit Joseph Mitchell im Jahr 1760 schenkte.
JOSEPH HANCOCK
Das weite Vorkommen des Nachnamens Hancock in Sheffield und die Tatsache, dass es im 18. Jahrhundert zahlreiche Zeitgenossen von Joseph Hancock gab, machen es schwierig, ihre zahlreichen Persönlichkeiten zu identifizieren. Das Ergebnis sorgfältiger Forschung zwingt uns zu der Erkenntnis, dass unser Wissen über den Silberschmied Joseph Hancock zwar bedauerlicherweise dürftig ist, die wenigen Berichte, die allgemein über ihn akzeptiert werden, jedoch auch nicht frei von großen Zweifeln sind. Eyam behauptet, er stamme aus einer Familie, deren Schicksal eine der herzzerreißendsten Tragödien der Pest in diesem Dorf im Jahr 1666 war. Diese Überlieferung könnte einige Körnchen Wahrheit enthalten, doch die Suche in den Kirchenregistern von Eyam nach Beweisen war vergeblich. Auch in den Registern der Cutlers' Society findet sich keine Bestätigung der Aussage, sein Vorfahre sei bei jemandem in Alsop-Fields nahe Sheffield in die Lehre gegangen; es sei denn, es handelte sich um einen Isaac Hancock, der 1680 als Verkäufer von Schnupftabakdosen zum Verkauf bei der Cutlers' Company erwähnt wird. Diesem Isaac wurde damals ein Zeichen verliehen, das bewies, dass er die erforderliche Lehrzeit bestanden und die Freiheit erlangt hatte, aber da die Unterlagen zu seinem Lehrvertrag und seiner Aufnahme nicht gefunden wurden, gibt es keinen Hinweis auf seine Abstammung. Sogar die so oft wiederholte Behauptung, Joseph Hancock sei bei Thomas Boulsover selbst in die Lehre gegangen, hält einer Überprüfung der Tatsachen nicht stand. Er wurde um 1711 geboren, wäre also normalerweise 1725 in die Lehre gegangen und hätte mit Erreichen der Volljährigkeit 1732 die Freiheit erlangt. Die Liste der Lehrstellen aus dieser Zeit enthält zwei Einträge: (1) Joseph, Sohn von Benjamin Hancock, ging 1728 für 3¾ Jahre bei Thomas Mitchell, Messerschmied, in die Lehre; (2) Joseph, Sohn des verstorbenen Simon Hancock aus Barlow, Nagelschmied, ging 1732 für ein Jahr und acht Monate in die Lehre bei John Green, Messerschmied, und wurde 1734 in die Freehold aufgenommen. Von diesen erfüllt der erstere die Kriterien unserer Untersuchung am besten. Es wird angenommen, dass der Lehrling, wie damals üblich, von seinem Vater unterrichtet wurde, seine Ausbildung zu einem anderen Meister abschloss. Obwohl keine Aufnahme in die Freehold verzeichnet ist, endete seine Lehrzeit 1732, im Jahr der Volljährigkeit von Joseph Hancock, dem späteren Silberschmied. Angesichts von Boulsovers Verbindung zur Familie Mitchell ist die Lehrzeit bei Thomas Mitchell nicht ohne Bedeutung, da sie nahelegt, dass es im Laufe der Zeit leicht zu Verwechslungen zwischen diesem Namen und dem von Boulsover als Hancocks Meister gekommen sein könnte. Dies wäre insbesondere dann möglich, wenn Boulsover und sein Verwandter Mitchell, wie wahrscheinlich, in denselben Betrieben arbeiteten. Wir stellen tatsächlich fest, dass das Prüfamt 1774 seinen Sitz in einem „Villa bezog, die zuletzt von Herrn Thomas Boulsover bewohnt wurde und am Ende eines Hofes in der Norfolk Street lag“, die sich im Besitz von Herrn Joseph Mitchell befand. 21 Es sei auch darauf hingewiesen, dass Boulsover selbst seine Freiheit erst 1726 erlangte, falls sich dieser Eintrag auf ihn bezieht: „Thomas, Sohn von Samuel Boulsover, in die Lehre bei Joseph Fletcher, Messerschmied, Freiheit 1726.“ Es muss jedoch zugegeben werden, dass, obwohl dieser Samuel aus der Gemeinde Ecclesfield stammte und dort in die Lehre ging, in diesem Register keine Spur von Thomas Boulsovers Geburt gefunden wurde.
Diese Spekulationen wären müßig, wenn sich die häufig geäußerte Behauptung beweisen ließe, Joseph Hancock sei von Beruf Messingschmied gewesen, denn in diesem Fall wäre er nicht zur Mitgliedschaft in der Messerschmiedevereinigung berechtigt gewesen. Diese Behauptung kann sofort widerlegt werden, denn es besteht nicht der geringste Zweifel daran, dass der Joseph Hancock, mit dem wir es zu tun haben, der Messerschmiedemeister von 1763/64 war. Dies ist durch unwiderlegbare Beweise belegt. In einer Beschreibung von Sheffield, die 1764 im Gentleman's Magazine veröffentlicht wurde, bezeichnet Reverend Edward Goodwin, eine gewissenhafte und gut informierte Autorität in allen Angelegenheiten der Stadt, diesen Joseph Hancock als den „derzeitigen Messerschmiedemeister“. Die Zeitungsanzeigen zu seinem Tod im Jahr 1791 wiederholen diese Behauptung. und Mr. Hunter, 22, der schrieb, als Hancocks Erinnerung noch frisch war, und der wahrscheinlich seine Witwe kannte, die erst 1802 starb, hatte keine Bedenken, von Hancock als Mitglied der Messerschmiedezunft, „dem Vater der Versilberungsherstellung“ und als Messerschmiedemeister im Jahr 1763 zu sprechen. Dieser 1757 zum Assistenten ernannte Messerschmiedemeister bekleidete nacheinander Ämter bis hin zum Präsidenten und diente dann, wie es Brauch war, noch zwölf Monate als Landvermesser, bevor er sein Amt im August 1765 niederlegte. Im selben Jahr, in dem er Messerschmiedemeister war, wurde Joseph Hancock zum Treuhänder der Stadt gewählt. Er war einer der dreißig ursprünglichen Leiter des Prüfamts, die gemäß dem Gesetz von 1773 ernannt wurden, und behielt beide Ämter bis zu seinem Tod am 25. November 1791 im Alter von 80 Jahren.
In einigen Aufzeichnungen wird das Jahr 1761 als das Datum angegeben, an dem Joseph Hancock mit der Herstellung von plattiertem Geschirr begann. Wie sich später herausstellt, datiert der oben zitierte Charles Dixon es auf das Jahr 1751.
In seiner historischen Einleitung zum Directory von 1797 gibt Rev. Edward Goodwin das Datum mit „ungefähr 1758“ an. Er sagt (S. 21):
Versilberte Messing- und Kupferknöpfe wurden vor etwa 50 Jahren von Thomas Boulsover hergestellt. Um 1758 begann Joseph Hancock, ein begnadeter Mechaniker, mit der Herstellung dieser Art von Knöpfen in größerem Umfang. Er produzierte eine große Vielfalt an Artikeln wie Teekannen, Kaffeekannen, Bierkrüge, Tassen, Kerzenleuchter usw. Dieser Zweig wurde seitdem von verschiedenen Unternehmen mit großem Gewinn weitergeführt, was erheblich zum Wohlstand und zur Bevölkerungszahl der Stadt beigetragen hat.
Und aus derselben Feder stammt in der oben erwähnten Mitteilung an das Gentleman's Magazine (1764) ein weiterer Hinweis auf Hancocks vielfältige Aktivitäten. Nachdem Goodwin von den versilberten Erzeugnissen gesprochen hat, sagt er: „Es gibt ebenfalls Grund zu der Annahme, dass Schnupftabakdosen, Kerzenleuchter usw. hier erstmals aus einer Art Kohle namens Kennel oder langbrennender Steinkohle (die früher in der Nähe dieses Ortes abgebaut wurde) von Mr. Joseph Hancock, dem heutigen Messerschmied, hergestellt wurden.“ Der Bericht über diese Steinkohleartikel ist verloren gegangen, doch ein früherer Hinweis findet sich im Bericht über einen Besuch der Gräfin von Oxford in Sheffield im Jahr 1745, als Ihre Ladyschaft „so großzügig war, ihrem Gefolge Artikel aus Kohle zu schenken“. Für unseren gegenwärtigen Zweck ist dies wichtig, da es unterstreicht, was später über die Leichtigkeit gesagt wurde, mit der die Handwerker von Sheffield die neu erfundene Keramik durch die üblicherweise zur Herstellung vieler Artikel verwendeten Materialien ersetzten.
Bei der Betrachtung früherer Erwähnungen der Galvanikindustrie fällt auf, wie sehr Hancock in den Augen seiner Zeitgenossen und unmittelbaren Nachfolger den Ruhm, der Boulsover gebührte, in den Schatten stellte. Es ist klar, dass Hancock in der lokalen Wertschätzung mehr als Boulsover, um einen oft auf ihn angewandten Begriff zu verwenden, „der Vater“ der Manufaktur war. Wir haben bereits zuvor eine anhaltende Tendenz bemerkt, Boulsovers Entdeckung als Zufall zu betrachten und ihren Nutzen daraus zu schmälern; diese Tendenz verstärkte sich, als Boulsovers Bemühungen andere Wege gingen und Hancock größeren Unternehmungsgeist zeigte. In einem Zeitungsbericht über Hancocks Tod (1791) heißt es: „Dieser Herr hätte mit Recht als Begründer des Galvanikgewerbes in Sheffield bezeichnet werden können, da er der Erste war, der mit der Herstellung derartiger Artikel begann.“ Und als seine Witwe 1802 starb, wurde diese Aussage in ähnlichem Ton wiederholt. In „ Peak Scenery “, erschienen 1818, ging Ebenezer Rhodes, Meistermesserschmied im Jahr 1808 und wahrscheinlich ein direkter Bekannter von Boulsover und Hancock (er war 26, als Boulsover starb), noch einen Schritt weiter und ignorierte Boulsover völlig. Über die Hancocks von Eyam (Teil I, S. 42) schrieb er:
Um 1750 entdeckte oder belebte ein gewisser Mr. Joseph Hancock, ein Nachkomme dieser Familie, die Kunst, Kupferbarren mit Silber zu überziehen, das dann unter Walzen geglättet und zu einer Auswahl von Artikeln verarbeitet wurde, die bearbeitete Silberauflagen imitierten. Er führte dieses Gewerbe in Sheffield ein, wo es sich seitdem zu einem der wichtigsten und lukrativsten Unternehmen entwickelt hat. Birmingham hat versucht, dieser eleganten Manufaktur Konkurrenz zu machen, kann aber, mit Ausnahme der Soho-Werke, nicht viel vorweisen.
Der erste Eindruck, den man beim Lesen gewinnt, ist, dass Rhodes mit „wiederentdeckt“ meinte, dass die Kunst des Schmelzplattierens, von der er nichts wusste, dass Boulsover sie entdeckt hatte, bereits existierte und verloren war. Aus dem Folgenden wird jedoch deutlich, dass der Autor die wesentlichen Unterschiede in den Herstellungsprozessen nicht erkannte. Für ihn bedeutete Versilbern nur Versilbern, und er interessierte sich nicht für Herstellungsmethoden. Tatsächlich erklärt er weiter:
Ich habe nicht gezögert, den Begriff ‚wiederentdeckt‘ im Zusammenhang mit der Kunst zu verwenden, deren Begründer Mr. Joseph Hancock gilt, da ich mir durchaus bewusst bin, dass die Praxis, ein Metall mit einem anderen, wertvolleren zu überziehen, sehr alt ist. Dass versilberte Gegenstände, insbesondere Kerzenleuchter, während der Herrschaft Heinrichs VII. in Gebrauch waren, ist nahezu unbestritten. Ein Exemplar der aus dieser Zeit gefertigten Gegenstände wurde kürzlich vom Denkmal der Lady Idonea Percy in der Kathedrale von Beverley geborgen; ein Umstand, der an sich schon ausreicht, um die Richtigkeit der hier geäußerten Meinung zu beweisen. Vor einigen Jahren, als die Handelsbeschränkungen noch geringer waren, fanden fast 50.000 Einwohner der Stadt Sheffield Arbeit und Lebensunterhalt in einer Manufaktur, die kürzlich von einem Zweig der unglücklichen Familie eingeführt wurde, deren schnelles und fast vollständiges Aussterben die Grabsteine der Rileys traurig bezeugen.
Die Unklarheit um Joseph Hancocks Abstammung betrifft auch seine Nachkommen. Ein gewisser William Hancock, ehemals als Schmied in der Londoner Goldsmiths' Hall registriert, sagte 1773 vor einem Ausschuss des Unterhauses aus und beschwerte sich über die Behandlung seiner Waren durch die Londoner Prüfer. 24 Und Whites Sheffield Directory von 1833 (Anmerkung auf S. 44) gibt fälschlicherweise an, dass „die ersten Hersteller von Britannia-Metall die Herren Ebenezer Hancock und Richard Jessop waren“, und fügt hinzu: „Ersterer war ein Sohn des bereits erwähnten Joseph Hancock, des berühmten Versilberers.“ Mit Ausnahme eines Schnupftabakdosenmachers namens William Hancock im Jahr 1793 haben sich jedoch auch der William Hancock von 1773 und der spätere Ebenezer Hancock weiteren Untersuchungen entzogen.
Nachdem wir nun Dixons Ansichten zur Entdeckung des Fusionsplattierungsverfahrens und seiner späteren Anpassung durch Boulsover dargelegt haben, ist es interessant zu erfahren, was er über Joseph Hancock und die Anwendungsmöglichkeiten von Boulsovers Erfindung zu sagen hat.
„Mr. Joseph Hancock, ein Mann mit geringem Kapital, Genie und Unternehmungsgeist, war 1751 der erste, der die Verwendung von versilbertem Metall praktisch verbesserte. Er war es, der vom Knopf zum Kerzenständer, Tablett, dekorativen Tafelaufsatz, prächtigen Pokal usw. schritt. So sehen wir, wie aus bescheidenen Anfängen eines der beliebtesten Handwerke der Stadt und des Königreichs entstand, und der allmähliche Fortschritt in diesem Gewerbe ist erstaunlich.
Die ersten von Hancock hergestellten Artikel waren plattierte Kochtöpfe. 25 Zu den hergestellten Artikeln gehörten plattierte Löffel und Gemüsegabeln, die aus zwei Teilen zusammengesetzt und mit Lötzinn gefüllt waren. Die Hersteller stellten dann Salzfässchen her, die im Allgemeinen blaues Glas zur Aufbewahrung des Salzes enthielten. Dann wurden Kerzenständer hergestellt, und einer davon, der korinthische, war von ausgezeichnetem Geschmack: Bei seiner Herstellung wurde darauf geachtet, die Ordnung zu wahren. Die Hersteller pflegten die Tülle des Kerzenständers, der die Kerze hielt, zu stanzen und in zwei Teile zu verbinden, da sie damals noch nicht wussten, wie man das Metall auf beiden Seiten plattiert, und sie nannten die beiden Teile eine Kuh und ein Kalb. Auf die gleiche Weise verbanden sie auch jeden Artikel oder Teil eines Artikels mit doppelt plattiertem Metall.
Einige Jahre nach der Erfindung des Galvanisierens wurde die Kunst des beidseitigen Galvanisierens, also das doppelte Galvanisieren von Metall, entdeckt. Dies eröffnete vielfältige Möglichkeiten für die Entfaltung genialer Fähigkeiten. Galvaniseure begannen mit der Herstellung von Tellern und Deckeln, Suppenterrinen, Brotkörben, Butterschiffchen, Teekannen, Zuckerdosen, Sahnekännchen usw. Als die Kunst des Galvanisierens von Draht perfektioniert war, entstanden 26 neue Ideen, und dann begann die Produktion von Menagen und Schnapsständern, Toastständern, Kerzenleuchtern usw.
Mit dem Wachstum der Plattierungsindustrie expandierte auch der Silberwarenhandel und ebnete den Weg für große Fortschritte auf diesem Gebiet. Silberschmiede waren mit einer erheblichen Unannehmlichkeit konfrontiert: Sie waren gezwungen, ihre Waren zur Prüfung nach London, York, Newcastle oder Chester zu schicken, da es damals in Sheffield kein Prüfamt gab. Der Hin- und Rücktransport der Waren war mit erheblichen Verzögerungen und Kosten verbunden. Erst 1773 wurde ein Parlamentsgesetz zur Einrichtung eines Prüfamts in Sheffield verabschiedet, das damals jedoch stark eingeschränkt war. Den Herstellern war es nicht gestattet, dieselbe Menge zu verwenden oder sich an den Sheffield-Standard zu halten, wie es in jedem anderen Prüfamt des Königreichs gestattet war: Die Sheffield-Legierung entsprach 3 Unzen 5 Pence Kupfer auf 50 Unzen (Fein-)Silber, sodass zu dieser Zeit ein Artikel, der aus Versehen oder aus anderen Gründen nicht vom Sheffielder Prüfamt genehmigt wurde, von jedem anderen Amt genehmigt werden konnte. Im Jahr 1775 wurden in Sheffield 3.070 Pfund Industriegüter geprüft, ein Beweis für das Wachstum des Silberwarenhandels. Der Handel mit plattierten Waren wuchs proportional dazu.
Als der Handel weiter wuchs, ermutigte er sowohl Arbeitgeber als auch Arbeitnehmer, und in den zahlreichen Manufakturen, die damals entstanden, nahm das Studium von Mustern und Moden rasch zu, und die ornamentale Herstellung von Formen wurde stark gefördert.
Wegwood und anderen Porzellanherstellern verdankte das Handwerk viele seiner schönsten Designs. Das Studium antiker Ornamente lieferte eine weitere Quelle für Muster. In London erfuhr ich von einem Mann, der eigens die Westminster Abbey besuchte, um etwas zu entdecken, das bei der Herstellung von Teekannen, Vasen, Eiskübeln usw. die Aufmerksamkeit der Kunden auf sich ziehen würde.
Nachdem Hancock einige Zeit im Geschäft war, erkannte er schnell, wie groß die Möglichkeiten der Spekulation bei der Kapitalverwendung waren. Zahlreiche Firmen begannen zu handeln, hauptsächlich mit ehrbaren, aufrechten und beharrlichen Männern besetzt. Die Herren Winter & Parsons, Tudor & Leader, Ashfort, Ellis & Co., Matthew Fenton & Co., Roberts, Young, Mortons usw. gehörten zu dem, was wir die alte Schule nennen könnten; doch diesen Männern verdanken wir unsere professionelle Ausbildung in diesem Gewerbe von Anfang an. Es herrschte ein großer Wettbewerb unter ihnen, wer die besten und billigsten Waren herstellen konnte.
In den Anfängen des Gewerbes rekrutierten Londoner Schmiede Arbeiter mit dem Rang eines Vorarbeiters oder Leiters, und zahlreiche Messingschmiede wurden damit beschäftigt, die Teile bestimmter Artikel zu prägen und zu hämmern. Alle Teile eines Kerzenständers wurden aus Formen gehämmert und dann zum Sockel oder Stiel zusammengefügt und ausnahmslos hart- (oder silber-)gelötet. Dies war mit erheblichen Kosten verbunden: Zwar dauerte die Arbeit länger, aber da die Gegenstände weicher und formbarer waren als die heutigen gelöteten, waren sie für den Käufer wesentlich erschwinglicher und haltbarer. Eine weitere Quelle für Arbeitskräfte, auf die Arbeitgeber zurückgriffen, waren Fachkräfte im Besteckmachen oder in anderen ihnen bekannten Handwerksberufen, die sie nach Möglichkeit in eigene Dienste stellten. Einige der besten Arbeiter der Stadt kamen von hier, und gleichzeitig galten arbeitsfähige Arbeiter als sehr wertvoll. Es gab Fälle, in denen Männer ihren Arbeitgebern zeitweise 100 Pfund schuldeten, und ich möchte ein Beispiel dafür anführen.
Henry Sephton, der in der Cross Burgess Street wohnte und für den älteren Roberts arbeitete (es gab damals einen jüngeren Roberts – den heutigen Mr. Samuel Roberts), hielt ein Jagdpferd namens „Fido“. Er ging zum Lagerhaus und sagte zu Roberts: „Nun, Sir, ich habe auf mein Konto geschaut und festgestellt, dass ich Ihnen 95 Pfund schulde. Wären Sie so freundlich und geben Sie mir die restlichen 5 Pfund, damit ich 100 Pfund Schulden habe. Dann werde ich mit größtem Eifer an die Arbeit gehen und die Summe bald zurückzahlen können.“ Roberts lieh ihm das Geld, um ihn zu ermutigen, seine Arbeit zu tun und seinen Lohn zu erhalten. Silbervergolder waren im Allgemeinen sehr respektable Leute, und ich habe selten von Fehlverhalten in ihrem Gewerbe gehört. Ihr Verdienst war einst beträchtlich und schwankte im Durchschnitt zwischen 30 und 45 Schilling pro Woche, und einige ausgezeichnete Arbeiter verdienten erheblich mehr. Damals pflegten die Meister große Warenbestände zu halten, um damit zu spekulieren. Dies war für sie ein großer Nachteil. Aufgrund der wechselnden Moden wurden die Waren oft zu einem niedrigeren Preis verkauft. Dadurch verloren sie einen Teil ihres Gewinns, aber es hielt die Männer beschäftigt.
Dixons Behauptung über den Bedarf an Arbeitskräften und die Anwerbung von Messingschmieden in der neuen Branche wird durch die folgende Anzeige bestätigt, die am 26. Juni 1764 in Wards „ Sheffield Public Advertiser “ erschien: „Gesucht: Zwei oder drei gute Messingschmiede für die Galvanik. Wer in diesem Bereich arbeiten möchte, kann sich bei der Druckerei dieser Zeitung bewerben und findet dort einen hervorragenden Anreiz.“ Um 1772 beklagte sich die Cutlers' Society, dass „zahlreiche Mitglieder das Messerschmiedehandwerk aufgegeben hatten, um Silber- und Tafelsilbermacher zu werden, und dennoch gingen solche Freemen weiterhin in Cutlers' Hall in die Lehre, und die Lehrverträge machten deutlich, dass die so in die Lehre gegangenen Lehrlinge im Handel, Handwerk oder Beruf des Messerschmiedes unterrichtet würden; dennoch wurden die Lehrlinge hauptsächlich im Silber- und Silbertafelgewerbe und überhaupt nicht im Messerschmiedegewerbe beschäftigt und erlernten das Handwerk nie richtig.“ Die Gesellschaft warnte daher, dass solche Bedingungen den schlecht ausgebildeten Lehrlingen ihr Recht auf Freiheit als Messerschmiede raubten und dass ihnen nach Ablauf ihres Lehrvertrags die Aufnahme verweigert werden könnte. 27
Hier sind einige der frühesten Beispiele dieser Industrie in Form von Haushaltsartikeln abgebildet. Beachten Sie die Abbildung der Terrine auf S. 32, da es sich um den frühesten authentischen Artikel handelt, der mit Sicherheit Joseph Hancock zugeschrieben werden kann.
THOMAS LAW
Zusätzlich zu dem, was über Boulsover und Hancock geschrieben wurde, sind die folgenden Einzelheiten über andere Hersteller in den Anfängen des Handels mit altem Sheffielder Plattenblech von Interesse. Die meisten von ihnen, wie Boulsover und Hancock, waren ursprünglich Messerschmiede. Thomas Law, der bereits im Zusammenhang mit Schnupftabakdosen erwähnt wurde (S. 19), wurde 1719 geboren, begann 1730 eine Lehre bei den Messerschmieden, wurde 1738 freigelassen und 1753 Messerschmiedemeister. Er starb 1775. Seine Nachfolger im Geschäft ließen 1784 (8. September) beim Sheffield Assay Office eine Marke eintragen, die Squat Jar [Marke].
Wenige Jahre nach dem Tod von John Law, dem Sohn des ersten Thomas Law, im Jahr 1819 endete die lange Verbindung der Familie mit der Sheffielder Industrie. Der Name blieb jedoch bis 1828 in der Anwaltskanzlei Atkin & Oxley, „Nachfolger des verstorbenen John Law & Sons“, erhalten. Nach verschiedenen Unternehmens- und Geschäftsänderungen wird die ursprüngliche Firma heute – etwas indirekt – von Atkin Brothers of Truro Works, Sheffield, vertreten.
HENRY TUDOR UND THOMAS LEADER
Die allererste Fabrik, die sich mit der Branche in Verbindung bringen lässt, wurde von Tudor und Leader gegründet. Thomas Leader, Mitglied einer alten Familie im Nordwesten von Essex, hatte nach seiner Ausbildung bei einem Londoner Schmied in Sheffield eine Partnerschaft mit Henry Tudor, einem Nachkommen einer Gerberfamilie aus Welshpool, Montgomeryshire, geschlossen. Das Startkapital wurde hauptsächlich von einem gewissen Dr. Sherburn aufgebracht, der erkannte, wie wichtig die Zusammenarbeit mit einem fähigen Londoner Schmied für die Entwicklung der Branche war. Der Erfolg von Dr. Sherburns kluger Strategie zeigte sich bald. Als reine Schmiede unter den Mitbewerbern herausragend, deren Geschick darin lag, das in den Messerschmiedewerkstätten erworbene Wissen auf andere Metalle zu übertragen, erlangten Tudor und Leader den ersten Platz als größter und bedeutendster Hersteller von Old Sheffield Plate . Tudors Lehrzeit ist nicht bekannt, aber seine herausragende Stellung in der Firma und im Geschäft lässt darauf schließen, dass er über besondere Qualifikationen verfügte, die Dr. Sherburns Wahl rechtfertigten. Er kam in sehr jungem Alter nach Sheffield, nachdem er mit gerade einmal 20 Jahren eine Schwester oder vielleicht eine Nichte von Boulsovers Frau geheiratet hatte, und drei Jahre später war das Geschäft bereits gut etabliert.
Henry Tudor war einer von sieben Schmieden aus Sheffield, die vor der Gründung unseres Prüfamts ihren Stempel eintragen ließen und ihr Silberbesteck zur Prüfung an die Goldsmiths' Hall in London schickten. Später war er Leiter des Prüfamts in Sheffield.
Im Jahr 1761 erhielt die Firma weitere Unterstützung von Daniel Leader (Thomas’ jüngerem Bruder, ebenfalls aus Essex). Die Tatsache, dass er eine Lehre bei einem Dosenmacher machte, zeigt, welche Bedeutung diesem Handwerkszweig noch immer beigemessen wurde. Viele der charakteristischen Designs der Firmenprodukte waren, einer lebendigen Tradition unter den alten Schmieden zufolge, dem künstlerischen Können von Harry Hirst, Tudors Enkel, zuzuschreiben. Bisher sind keine schönen Beispiele für Tafelgeschirr von Tudor & Leader aus den Jahren 1760–1765 gefunden worden. Die Initialen [Initialen] finden sich gelegentlich auf den Ausgüssen von Kerzenleuchtern, und andere Artikel tragen die Marke [Marke]. 1783 wurde Samuel Nicholson als Partner aufgenommen und der Firmenname in Tudor, Leader & Nicholson geändert. 1784 ließen sie eine Marke für Tafelgeschirr [Marke] eintragen.
Thomas Leader machte im Laufe der Zeit sein Vermögen und zog sich etwa 1797 nach Broxted in Essex zurück, wo er das Geschäft seinem Bruder Daniel und seinem Sohn Thomas Leader Junior überließ.
Anscheinend wurde die Firma aufgelöst, als Thomas Leader älterer Mann in den Ruhestand ging. Die beiden Leader, Thomas Jr. und Daniel, ließen beim Prüfamt einen Stempel eintragen, während Henry Tudor und Samuel Nicholson als Partner den Stempel im Jahr 1797 eintragen ließen. Tudor starb 1803, und die Firma wurde offenbar ebenfalls aufgelöst. Thomas und Daniel Leader führten das Geschäft bis 1816 weiter. Dann teilten sie das Schicksal, das sie ereilt hatte oder in den nächsten 30 Jahren ereilen sollte: Fast alle Manufakturen in Old Sheffield Plate , die Fabrikgebäude, Formen und Werkzeuge wurden völlig verstreut. Die Werkstätten befanden sich auf beiden Seiten der Tudor Street, die damals Sycamore Hill oder Sycamore Street hieß, und in einem Teil von ihnen wird von John Round & Sons Limited noch immer Silberwarenhandel betrieben. Die Partner wohnten in Häusern in der Nachbarschaft. Die Überlieferung, dass Boulsover in einem Raum auf dem Gelände von Tudor & Leader beschäftigt war, als er auf die Idee kam, Keramik im Gussverfahren herzustellen, entbehrt jeder Grundlage, da die Werkstätten damals noch nicht gebaut waren.
THOMAS BRADBURY
Man kann zweifellos mit Fug und Recht behaupten, dass die Familie Bradbury die einzige ist, die von den Anfängen bis heute aktiv mit der Silberschmiedekunst verbunden war. Joseph Bradbury begann im Juni 1750 seine Lehre und wurde zehn Jahre später als Ehrenmitglied in die Messerschmiedevereinigung aufgenommen. Thomas Bradbury, Josephs Sohn, früher aus Abney, Derbyshire, geboren 1763, ging offenbar um 1777 in die Firma Matthew Fenton & Co.: Er war Josephs Enkel und Urenkel von Nicholas Bradbury, der während der Herrschaft Karls II. Grundstücke in „Rushop Edge“ in Peak Forest, Derbyshire, besaß, die noch heute den Familiennamen tragen. Die Familie war ein Zweig der Bradburys von Ollerset Hall in der Nähe von Chapel-en-le-Frith. Ein Mitglied dieser Familie ist seit dem 16. Jahrhundert kommerziell tätig – Sir Thomas Bradbury –, der im Jahr der Thronbesteigung Heinrichs VIII. Lord Mayor von London war (er starb im Amt). Am 12. Oktober 1785 schloss der bereits erwähnte Thomas Bradbury, damals 22 Jahre alt und noch immer bei Matthew Fenton angestellt, einen Vertrag über die Einstellung und Ausbildung eines Lehrlings (John Fenton) ab. Matthew Fenton starb 1795, woraufhin sein Geschäft an Thomas Watson aus der Familie Shirecliffe Hall verkauft wurde, dem Thomas Bradbury als Partner beitrat (17. Mai 1795), sodass sich der Firmenname bald von T. Watson & Co. in Watson & Bradbury änderte. 28 Thomas Bradbury starb 1838. Thomas Bradbury der Jüngere, geboren 1786, gestorben 1855, ging 1800 bei seinem Vater in die Lehre und wurde 1807 offiziell zum Fahnenträger des Sheffield Volunteer Regiment of Foot ernannt. Joseph Bradbury, sein Sohn, geboren 1825, scheint keine Lehrverträge in der alten Rechtsform unterzeichnet zu haben. Er starb 1877.
So ist die Firma Thomas Bradbury & Sons in der Arundel Street, wie bereits erwähnt, der direkte Nachfolger von Matthew Fenton & Co. Die Fabrik wurde 1773 in der Mulberry Street gegründet. 1795 wurde ihr Standort im Hof des Methodistenkonvents erwähnt. Von dort zog sie vor 1832 in das Gebäude an der Ecke Arundel Street und Surrey Street um, wo sie sich noch heute befindet. Die Beteiligung der Firma Watson endete mit dem Umzug, nachdem Thomas Watson 1825 durch seinen Neffen William ersetzt worden war. Obwohl diese Firma 22 Jahre zuvor in Sheffield als Schmiede eingetragen war, scheint sie vor 1795 keine Marke für plattierte Waren eingetragen zu haben, offenbar eine Barke [Marke], die sie jedoch selten verwendete. Dass diese Firma mit einem so alten Ruf in den 11 Jahren nach Verabschiedung des Gesetzes keine Marke für plattierte Waren eingetragen hatte, lässt sich vielleicht dadurch erklären, dass sie anfangs mehr an der Herstellung von Silber als an plattierten Waren interessiert war. Ihre sehr frühen, in Sheffield eingetragenen Silbermarken [Marken] findet man noch häufig auf Kerzenleuchtern im Adam-Muster, durchbrochenen silbernen Kuchenkörben, Salzfässchen, Senfschalen, Menagen usw. usw., die um 1775 hergestellt wurden; während ihre Londoner Marke [Marke] heute auf Silberwaren mit Londoner Hall-Marke zu finden ist, die 10 Jahre zuvor hergestellt wurden. Die Firma, die damals eher unter dem Namen „Fenton Creswick & Co.“ bekannt war, wurde oft mit T. & J. Creswick verwechselt, einem späteren Galvanikunternehmen, das 1811 die Marke mit den gekreuzten Pfeilen eintragen ließ. Zwischen diesen Firmen gab es nie eine Verbindung. Irgendwann zwischen 1795 und 1790 wurde ein Partner namens Oakes hinzugezogen, sodass die Firma eine Zeit lang als „Fenton, Creswick, Oakes & Co.“ bezeichnet wurde.
Die Familie Roberts war mit den Beldons und Mortons und wahrscheinlich auch mit den Hoylands verwandt; während die Schwäger von Jacob und Samuel Roberts, John und Dennis Sykes, uns einige der schönsten Beispiele für Besteck mit Silbergriffen hinterließen.
Es wird angenommen, dass Jacob Roberts Junior das Geschäft in der Union Street bis zu seinem Tod im Jahr 1820 weiterführte, nachdem Jacob Roberts 1781 und sein Bruder Samuel 1799 gestorben waren.
Die folgenden Auszüge aus einem Brief, den Samuel Roberts 1843 an eine Lokalzeitung schrieb, sind im Hinblick auf die frühen Aktivitäten und Schwierigkeiten des Old Sheffield Plate- Handels von erheblichem Interesse:
Ich glaube, dieses Jahr jährt sich der erste Versuch der Plattierung zum hundertsten Mal. Der Messermacher Thomas Boulsover nutzte diese Technik zur Herstellung von Messergriffen. Ich glaube, Mr. Wilson (der später das Schnupftabakgeschäft in Sharrow Mill eröffnete) schloss sich ihm an. Gemeinsam führten sie das Geschäft eine Zeit lang in Highfield weiter, aber nicht lange – obwohl sie versuchten, verschiedene andere Artikel aus demselben Material herzustellen. Inzwischen hatte Mr. Joseph Hancock das Geschäft jedoch in größerem Maßstab übernommen. Es gelang ihm, viele Artikel der sogenannten Messingwarenserie, wie Krüge, Becher, Kaffeekannen usw., in großem Maßstab herzustellen. Schließlich baute er ein wasserbetriebenes Walzwerk zum Walzen des plattierten Metalls, das er – nachdem er selbst die Produktion aufgegeben hatte – zum Walzen des Metalls für andere Hersteller nutzte, die das Geschäft übernommen hatten. Das Metall wurde zunächst von Hand gewalzt, bis die Herren Tudor und Leader und später Mr. Winter Pferdestärken einsetzten. Ich erinnere mich an den kleinen, geschäftigen älteren Herrn, der bei den sogenannten Suppern , die damals jedes Unternehmen jährlich für seine Arbeiter veranstaltete, auf Kerzenlicht bedacht war. Wie in fast allen neuen Berufen scheiterten auch hier die Initiatoren. Doch sie ebneten den Weg und bereiteten den Weg für andere.
Die Herstellung von Silberwaren und plattierten Griffen für Messer und Gabeln wurde bald umfangreich. Mr. Law (Großvater des verstorbenen Bildhauers) in Baker's Hill war der Erste. Mein Vater und Mr. John Winter gingen bei ihm in die Lehre. Winter begann später, Kerzenständer herzustellen, sowohl plattierte als auch aus Silber (aber sonst nichts). Sein Geschäft florierte. Er duldete überhaupt keine Lötzinn, sondern nur Silber. Aus diesem Grund nannten seine Arbeiter andere Schmiede scherzhaft „ Weichlinge“. 30 Kerzenständer bestanden damals fast immer aus Säulen einer der fünf Ebenen. Vielleicht wurden später keine einfacheren mehr hergestellt.
Um 1765 schlossen sich Winter und mein Vater mit Mr. Morton und vier anderen zusammen, um alle Arten von plattierten Waren herzustellen, mit Ausnahme von Kerzenleuchtern – deren Produktion Winter für sich behielt. Das Plattierungsgewerbe hatte sich zu diesem Zeitpunkt beträchtlich entwickelt. Etwa sechs Firmen waren darin tätig, und fast alle früher aus Silber gefertigten Waren wurden nun aus plattiertem Metall hergestellt. Da das Gewerbe in Sheffield völlig neu war – wo noch keine derartigen Metallartikel hergestellt wurden –, musste man für die Herstellung dieser Artikel voll ausgebildete Arbeiter aus London, York, Newcastle, Birmingham usw. suchen. Diejenigen, die kamen, waren freilich meist mittelmäßig – viele von ihnen sehr schlecht; daher waren die gelernten Plattierer in den ersten vierzig Jahren als Zunft die undiszipliniertesten, verkommensten und faulsten aller Arbeiter. Sie waren nicht nur selbst verkommen, sondern auch die Quelle der Verkommenheit anderer. Tatsächlich waren sie in vielerlei Hinsicht eine Plage für die Stadt. Die Arbeitgeber konnten weder auf sie verzichten noch bessere Arbeitskräfte finden. Sie waren daher gezwungen, ihnen hohe Löhne zu zahlen und ihre Unregelmäßigkeiten zu übersehen. Aus diesem Grund stahlen die Arbeitgeber ständig Arbeiter von einem Unternehmen zum anderen und nutzten Verlockungen, um ihnen eine Art Sicherheit zu verschaffen. Infolgedessen kam es ständig zu Streitigkeiten zwischen Arbeitgebern und Arbeitern sowie zwischen Arbeitgebern und Arbeitgebern um die Arbeiter.
So sahen im Allgemeinen die Arbeiter der Hersteller von plattierten Waren aus, als ich 1784 zusammen mit einem disziplinierten und sehr respektablen jungen Mann, der vier- oder fünfhundert Pfund gespart hatte, als Lehrling und Geselle in der Firma meines Vaters anfing. Er war der Erste, der plattierte Waren mit Silberrändern versah.
Nachdem der weitverbreiteten und zunehmenden Verderbtheit der Arbeiter in der Produktion von plattierten Waren strenge Grenzen gesetzt wurden, trugen viele Umstände dazu bei, dass sie sich über die Arbeiter in wohl jedem anderen Gewerbe erhoben. Ihre Löhne waren (im Vergleich zu anderen) hoch. Kinder durften nicht beschäftigt werden. Aus diesem Grund wuchs der Wunsch, Kinder zu beschäftigen, stark. Vierzehn war das typische Alter für neu eingestellte Lehrlinge, die im Allgemeinen zwanzig Pfund oder zwei Jahre Verpflegung erwarteten. Dadurch wurde sichergestellt, dass die eingestellten Jungen eine ehrliche Ausbildung erhielten. Das war ein großer Vorteil. Ein weiterer war, dass Preisschwankungen bei plattierten Waren nahezu unbekannt waren. Ob das Geschäft schlecht oder gut lief, die Preise für die Produkte blieben gleich. Dasselbe galt für die Preise der verkauften Artikel. Egal wie sehr Silber, Kupfer, Zinn oder andere Waren stiegen oder fielen, der Bruttopreis der plattierten Waren blieb derselbe. Streitigkeiten zwischen Chefs und Arbeitern gab es daher in letzter Zeit sehr selten.
Ich möchte noch einen weiteren Vorteil erwähnen, der den Arbeitern in Sheffield bei der Herstellung von plattierten Waren zugutekommt, da ich befürchte, dass dieser Vorteil nur ihnen zusteht. Unter den frühen Plattierherstellern in Sheffield herrschte allgemein die Überzeugung, dass es in ihrem Interesse sei, die Qualität der Waren zu erhalten. Es gab Ausnahmen, aber nur wenige unwichtige. Dies war jedoch nicht in Birmingham der Fall, wo Waren von deutlich minderer Qualität für den ausländischen Markt hergestellt werden. Dies diente dazu, unsere Arbeiterklasse von Plattierarbeitern in Sheffield zu reinigen, indem unsere schlechten Arbeiter und verkommenen Menschen dazu bewegt wurden, uns zu verlassen und dort Arbeit zu suchen. Dies hat zwar den Status der Arbeiterklasse erhöht, aber auch das Ansehen unserer Waren gesteigert und dazu beigetragen, ihre Preise hoch zu halten. Im Vergleich dazu ist die Zahl der Arbeiter in der Plattierwarenproduktion gering. Es ist großes Können erforderlich, und daher kann sich das Unternehmen keinen großen Überschuss an Arbeitskräften leisten, da die Meister nur noch wenige Lehrlinge aufnehmen, während verkommene Menschen aus anderen Berufen keinen Zugang erhalten.
Die Aussage von Samuel Roberts im vorherigen Auszug veranschaulicht hervorragend die Schwierigkeiten, mit denen jeder konfrontiert wird, der versucht, Partnerschaften in der Branche zu verwalten. Ein Blick auf die Listen auf den folgenden Seiten verdeutlicht die Schwierigkeit, häufig wechselnde Kombinationen in einzelne Elemente zu zerlegen. Dazu gehören nicht nur Mitglieder derselben Familie oder Personen mit demselben Nachnamen, obwohl sie nicht verwandt sind, sondern auch Personen, die in einigen Fällen zwei oder drei verschiedene Fabriken leiteten.
Die frühesten Aufzeichnungen über diejenigen, die sich Morton und anderen anschlossen, stammen aus einer Zeit nach „etwa 1765“, denn sie finden sich im Register des Prüfamts von 1773. In diesem Jahr wurde eine Marke für Silberwaren von Richard Morton, John Winter, Samuel Roberts, Thomas Warris, John Elam, Thomas Settle, John Eyre und Nathaniel Smith eingetragen. Winters Anwesenheit in dieser Firma erklärt die Tatsache, dass er 1779, als er der Cutlers' Society einen „eleganten“ vergoldeten Silberpokal mit dem Stempel „R. Morton & Co. fecerunt“ überreichte, diesen als „aus eigener Herstellung“ bezeichnete. Das Datum ist 1776.
Außer seiner Tätigkeit als Mitglied dieser Firma und seiner Tätigkeit in der Kerzenleuchterfabrik der Parsons verfügte Winter über ein drittes Standbein und Roberts über ein zweites. Am selben Tag, an dem die frühere Marke registriert wurde, wurde eine weitere [Marke] von Samuel Roberts, John Elam, Thomas Settle und Nathaniel Smith registriert. Die angegebene Adresse lautete in beiden Fällen Brinsworth Orchard oder, wie anderswo beschrieben, „in der Nähe von Fargate“. Es gab also zwei benachbarte Firmen, eine firmierte unter dem Namen Richard Morton & Co., die andere unter Roberts, Elam, Winter & Co., und während Morton in der einen der Hauptpartner war, dominierte Roberts die andere. 1780 registrierten Settle (mit Warris) und Morton unter der alten Adresse die separaten Marken [Marke] und [Marke].
1793 kam es zu einer weiteren Umstrukturierung mit Neuzugängen, als der bereits erwähnte Joseph Wilson (S. 40) die Leitung übernahm, sodass die eingetragene Marke zu [Marke Mark] wurde. Ein Tod setzte dem Unternehmen jedoch bald ein Ende, und die Überlebenden zerstreuten sich. 1781 zog Roberts mit John Eyre in die Union Street, um die Firma Roberts, Eyre, Beldon & Co. zu gründen. Bis 1787 waren beide Fargate-Firmen – Richard Morton & Co. und Roberts, Elam, Winter & Co. – verschwunden; letztere wurde durch Roberts, Eyre, Beldon & Co. abgelöst.
Die Firma Market Candlestick wurde 1783 von „Winter, Parsons & Hall“ in „John Parsons & Co.“ umbenannt. John Winter hatte sich offenbar zur Ruhe gesetzt, da er 1787 als „Landlord“ mit Wohnsitz in „Church Yard“ beschrieben wird. Wie aus bestimmten juristischen Dokumenten im Zusammenhang mit dem Testament des 1792 verstorbenen John Winter hervorgeht, bestand die „Co.“ in Partnerschaft mit John Parsons aus William Ashfort (Ashfort ist ein Name, der auch in Ashfort, Ellis & Co. vorkommt), John Roberts, Samuel Mosley und John Green. John Roberts (aus einer völlig anderen Familie als Samuel Roberts) und Ashforth waren Verwandte von John Winter. Ashfort ging um diese Zeit nach London und wird als „ein Schmied und Plattierer der City of London“ beschrieben. 1793 hatte sich Parsons (der erst 1814 starb) aus der Firma zurückgezogen, die zunächst in „Green, Roberts and Mosley“ und dann (1799) in „John Green & Co.“ umbenannt wurde. Die Fabrik befand sich auf der Südseite des Marktes, auf einem Teil des ehemaligen Rose and Crown Inn, und die Eigentümer betrieben ein Rotationswalzwerk in der stillgelegten Methodistenkapelle in der Mulberry Street. 1808 waren sie noch auf dem Markt. Dies ist das Letzte, was wir von ihnen hören. Das genaue Datum ihrer Geschäftsaufgabe ist nicht bekannt, aber es war vor 1814.
Der Einfluss von Samuel Roberts II (Porträt auf S. 39) auf den Silberhandel in Sheffield war tiefgreifend. Nachdem er bei Roberts, Eyre, Beldon & Co. in die Lehre gegangen war, beschloss sein Vater, ihm ein neues Geschäft aufzubauen und baute für ihn in der Eyre Street 9 eine Fabrik. Diese wurde im Mai 1784 unter der Leitung seines Vaters fertiggestellt. So etabliert, stellte S. Roberts Jr. dank seiner frühen Berufsausbildung, seiner Geschäftsbegabung und seines kulturellen Geschmacks schließlich seine weniger unternehmungslustigen Konkurrenten in den Schatten. Von allen Herstellern der Zwischenzeit ragt er als der fähigste in Sheffield hervor. Zu seinen Erfindungen (gemeinsam mit denen seines Partners George Cadman) gehörten die Einführung von Silberrändern, geprägten, versilberten Füßen, Griffen und Fassungen sowie Tiefengravuren auf Fassungen und Rändern. Er war der Erste, der das von „Wilks“ erfundene Verfahren des Einreibens von Silberschilden usw. in die Praxis umsetzte. 31 Roberts selbst war ein intelligenter Künstler, und hätte er eine Ausbildung in diesem Beruf gehabt, hätte er sich zweifellos einen Namen gemacht. Allein das Studium der fein skizzierten Illustrationen im Katalog der Firma genügt, um die überdurchschnittliche Inspiration zu würdigen, die er für viele Originalentwürfe lieferte.
Nicht weniger als 25 Jahre lang, zwischen 1785 und 1810, beeinflusste er eindeutig die meisten der allgemein übernommenen Designs, und sein Markenzeichen, die Glocke [Marke], findet sich zu dieser Zeit nur auf den besten Exemplaren von Old Sheffield Plate , da er und Matthew Boulton aus Birmingham zu dieser Zeit gleichermaßen durch hervorragende Verarbeitung hervorstachen. Roberts meldete 1790 ein Patent für das Plattieren von Weißmetall an. 1798 meldete er auch ein Patent für Teleskopstützen an, und diese finden wir heute, nachdem sie weit über 100 Jahre lang allgemein verwendet wurden, in fast ebenso perfektem Zustand vor wie im Originalzustand. 1798 meldete er ein Patent für die Herstellung von Stützenschnäbeln an, 1807 für Ochsenhalter mit Aufziehfunktion, 1812 (für) Tunnelhähne in alluvialen, metallhaltigen Becken (die nicht mit seinem speziellen Geschäft in Verbindung stehen) und 1824 ein Patent für die Entfernung von Silberrändern bei plattierten Artikeln; und sein letztes Patent stammte aus den späten 1830er Jahren und betraf die Plattierung des damals gerade entdeckten Neusilbers 32 .
Ein zeitgenössischer Silbertellerhersteller , der Roberts gut kannte, schrieb Folgendes über seine Anfänge als Hersteller im Jahr 1784 bei George Cadman:
Als unermüdliches Genie und Mitarbeiter experimenteller Industrie, der die Idee verfolgte, das Ansehen von Sheffield Plate zu fördern, gelang es ihm stets, all seinen Konkurrenten voraus zu sein, von denen keiner über ein mit ihm vergleichbares Genie verfügte. Seine Rivalen schienen auf seine Produktionen zu warten, bevor sie sich für die Linienführung ihrer Artikel entschieden. Die Qualität seiner plattierten Artikel und die Genauigkeit ihrer Konturen wurden von niemandem übertroffen und von wenigen erreicht, und Matthew Boulton war einer der Rivalen unter den namhaften Herstellern dieser Zeit.
„Die unermüdliche Energie, die Roberts beim Entwerfen zeigte, verschaffte ihm bald einen beträchtlichen Vorsprung bei der Herstellung von plattierten Waren, und er übernahm sowohl in Mode als auch in Qualität die Führung, sodass er in den ersten zwanzig Jahren (1784-1804) nur wenige Rivalen hatte. In den nächsten zwanzig Jahren, 1804-1824, blieb er jedoch etwas hinter seinen Konkurrenten zurück, und in den letzten zwanzig Jahren, als seine Vorstellungskraft durch das Alter etwas nachgelassen hatte, griff er darauf zurück, zu einem hohen Preis Entwürfe anderer zu kaufen, die ihm in früheren Jahren spontan eingefallen wären.“
Leider finden sich in seinen Memoiren nur wenige interessante Informationen über seine Tätigkeit. Dies ist sehr bedauerlich, denn er besaß ein meisterhaftes Verständnis für jedes Thema, das er gründlich studierte, und kein noch so kleines Detail oder Ereignis, so trivial und unbedeutend es auch erscheinen mochte, scheint seiner Aufmerksamkeit jemals entgangen zu sein.
Trotz der Anforderungen seines umfangreichen Tätigkeitsfeldes konnte Samuel Roberts viel Zeit für wohltätige Zwecke und öffentliche Angelegenheiten aufwenden. Er verfasste Zeitungsartikel zu allen möglichen aktuellen lokalen und nationalen Themen und veröffentlichte zahlreiche Bücher. Was die Nachwelt am meisten schätzt und als zu dürftig bedauert, ist seine autobiografische Skizze.
Die Einzelheiten der von Roberts gegründeten Firma, die dem Autor freundlicherweise von Herrn Walter Sissons zur Verfügung gestellt wurden und authentischen Dokumenten entnommen sind, lauten wie folgt:
Im Jahr 1786, innerhalb von zwei Jahren nach der Gründung, profitierte Roberts & Cadman von der Kapitalausstattung durch den Reverend Benjamin Naylor aus Upper Chapel als Kommanditist. Ein weiterer Kapitalbeitrag kam von George Ingall, sodass die Firma fortan Roberts, Cadman & Co. hieß. Naylor, der sich später zurückzog, um zusammen mit Montgomery die „Sheffield Iris“ zu besitzen, verließ die Stadt 1805, um in einer Baumwollspinnerei in Manchester anzufangen. Ingall starb 1822. Cadman im Jahr 1823. 1823 nahm Roberts seinen Neffen Evan Smith, Sohn des Reverends George Smith aus Ecclesall, sowie Sidney Roberts (Enkel des ersten Jacob Roberts und Richard Morton) und William Sissons, alle ausgebildete Fabrikarbeiter, als Partner auf und die Firma wurde zu Roberts, Smith & Co. Als Roberts 1834 in den Ruhestand ging, trat sein Sohn Samuel Roberts III. in die Firma ein, doch nach dem Tod seines Vaters 1848 gab er das Geschäft auf, das als Smith, Sissons & Co. weitergeführt wurde. 1858 ging Smith (der die Firma in London vertreten hatte) in den Ruhestand, während Sissons von seinen beiden Söhnen William und George – „W. & G. Sissons“ – unterstützt wurde. Mr. Sissons Sr. starb 1878; die Söhne zogen sich 1885 zurück und überließen das Geschäft ihren Enkeln Charles und Walter. Ab 1903 war Walter Sissons alleiniger Gesellschafter, obwohl der eingetragene Name der Firma, die nicht mehr in der Eyre Street, sondern in der St. Mary's Road ansässig war, weiterhin „W. & G. Sissons“ lautete.
THOMAS NICHOLSON
Thomas Nicholson, dessen Porträt aus einer Miniatur, die uns freundlicherweise sein Neffe Alfred Nicholson zur Verfügung gestellt hat, auf der nächsten Seite abgebildet ist, ist eine Persönlichkeit, die einen nachhaltigen Einfluss auf die Geschirrindustrie in Old Sheffield hatte. Er wurde am 20. Februar 1779 als Sohn von Samuel Nicholson geboren, der in der zweiten Hälfte des 18. Jahrhunderts wahrscheinlich mit Messrs. Tudor & Leader in Verbindung stand. Er lebte bis 1860 und seine Interessen galten 75 Jahre lang praktisch den Feinheiten der alten und neuen Verfahren der Plattierung. In den letzten 20 Jahren seines Lebens war er mit Messrs. James Dixon & Sons verbunden, dem vielleicht berühmtesten und erfolgreichsten der vielseitigsten Geschirrhersteller, die wir heute in Sheffield haben.
Er erzählt, dass er bereits im Alter von sechs Jahren die Leitung der Fabrik übernehmen durfte, mit der Samuel Roberts Sr. verbunden war. Er lernte den Umgang mit dem Hammer und wurde nie müde, den Fortschritt zu dokumentieren und seine Beobachtungen aufzuzeichnen. Schon in diesem Alter begann er auch, Zeichnungen in sein Notizbuch zu schreiben. Eine davon (eine Teekanne) gefiel Roberts so gut, dass er sie nach Nicholsons Skizzen in Sheffield Plate herstellen ließ.
Nicholson führt weiter aus, dass er um die Zeit (kurz nach 1800), als alle die banalen Designs sowohl bei Silber- als auch bei plattierten Waren satt hatten, Muscheln und Delfine in die Rändelung einführte, gefolgt von anderen Verzierungen. Diese Neuerung revolutionierte die damals stereotypen Designs vollständig und nahm in außergewöhnlichem Maße an Komplexität und Umfang zu. Die neue Mode kam plötzlich und so durchdringend in Mode, dass die Londoner Schmiede dieser Zeit gezwungen waren, ihr zu folgen, um ihren Lebensunterhalt zu verdienen. Die Schwierigkeiten im Wettbewerb aufgrund der unterschiedlichen Herstellungsmethoden zu dieser Zeit müssen enorm gewesen sein; denn sie mussten die Ränder ihrer floral verzierten Stücke selbst formen und gießen, während die Hersteller in Sheffield auf die Verwendung ihrer eigenen Formen angewiesen waren. Dies wird durch die vielen Terrinen, Kuchenkörbe usw. usw. mit Londoner Hall-Marken belegt, die um 1812 und später hergestellt wurden und deren Fassungen nicht so perfekt hinterschnitten und geschärft sind wie die lokaler Hersteller. Nicholson scheint sein Leben lang sein Talent für Design bewahrt zu haben; und er war es später, als das Publikum wieder reif für weitere Veränderungen war, der Arabeskenmuster und lange, einfache, geschwungene Schnörkel einführte, gelegentlich mit Blättern oder Blumen, Binsen und Bändern usw. Er berichtet, dass der Handel mit antiker Keramik zu seinen Lebzeiten schwankende Perioden abwechselnden Erfolgs und Niedergangs durchlief. Seiner Meinung nach waren nach 1810 ausgezeichnete Bedingungen für den Verkauf von altem Sheffield-Platte auf dem Kontinent geschaffen, doch das Auswärtige Amt blieb gegenüber den an ihn gerichteten Anfragen taub.
Kurioserweise scheinen 1816 und 1817 aufgrund der ungünstigen Wirtschaftslage die schlimmsten Jahre gewesen zu sein, an die er sich erinnern kann. Dies erinnert stark an die Rezession in diesem Land nach dem Friedensschluss nach dem Transvaal-Krieg. Von 1812 bis 1825 gingen Nicholsons Umsätze trotz neuer Energie und erhöhter Ausgaben in diesem Zeitraum schrittweise um 1.500 Pfund pro Jahr zurück. Im letzten Jahr hatte der Umsatz der Firma (Gainsford & Nicholson) 9.500 Pfund betragen; bis 1826 war er jedoch wieder auf 12.000 Pfund gestiegen. 1832 war die Lage des Handels mit plattierten Waren erneut so schlecht, dass eine staatliche Untersuchung eingeleitet wurde, um die Ursachen zu ermitteln.
Seine Partnerschaft mit Gainsford endete um 1833. Er interessierte sich intensiv für die Einführung des neuen Galvanisierungsverfahrens. Bereits 1830 experimentierte er mit der Galvanisierung von Neusilber . Das Markenzeichen der Firma war ein Elefantenkopf, der 1808 eingetragen wurde [Marke].
Er war einer der acht Wissenschaftler, die um 1840 bei Dr. Smees großer Ausstellung zum Thema Galvanisieren mit Hilfe der galvanischen Batterie anwesend waren. Damals glaubte man allgemein, dass dieses Verfahren das alte Verfahren des Schmelzgalvanisierens irgendwann ablösen würde (siehe S. 140).
MATTHEW BOULTON
Matthew Boulton der Jüngere erlangte größere öffentliche Anerkennung als jeder andere Hersteller früher Töpferwaren und wurde sowohl zum Fellow der Royal Society als auch der Society of Arts ernannt. Er war mit dem großen James Watt verbunden und muss, wie die Liste der Produktionen unter der Abbildung seiner Fabrik zeigt, ein Mann von unendlichem Einfallsreichtum gewesen sein. Die Zahl der noch existierenden Sheffield Plate- Artikel seiner Firma dürfte mit der jedes anderen Herstellers vergleichbar sein. In Birmingham war er der einzige erfolgreiche Rivale der besten Sheffield Plate- Hersteller.
Um aus „ Samuel Smiles “ zu zitieren: Er wurde am 3. September 1728 geboren und in Birmingham erzogen. Sein Vater Matthew stammte aus einer guten, alten und wohlhabenden Familie aus Northamptonshire, die in Linchfield lebte. Von dieser Familie wurde angenommen, dass sie plötzlich in Ungnade gefallen sei. Die Eltern schickten ihren Sohn Matthew nach Birmingham, um dort eine Geschäftskarriere zu starten.
Matthew Boulton Junior scheint schon früh in seiner Karriere mehrere wichtige Verbesserungen bei der Herstellung von Knöpfen, Uhrketten und anderem Schmuck in der Fabrik seines Vaters eingeführt zu haben, und er war es, der die eingelegte Stahlschnalle erfand. Die große Fabrik, die auf S. 49 abgebildet ist, kostete über 20.000 Pfund und konnte tausend Arbeiter beschäftigen. Sie wurde um 1764 fertiggestellt. Man kann sich leicht vorstellen, wie ein Mann mit den Talenten des jungen Boulton das neu erfundene Galvanisierungsverfahren angenommen hätte, und wir finden ihn in dieser Zeit dabei, wie er die Produktion von galvanisierten Kerzenleuchtern, Gefäßen usw. in seiner Fabrik einführte. Notizen von T. Nicholson aus den Jahren 1840 bis 1850 belegen, dass Matthew Boulton Sheffield 1764 verließ (vermutlich war er dorthin gekommen, um Einzelheiten über das Geschäft zu erfahren). Es heißt, er habe immer höchstes Ansehen genossen, und vor seiner Abreise war von einer möglichen Partnerschaft mit Richard Morton aus Sheffield die Rede. Hier besteht vermutlich eine Diskrepanz in den Daten, denn angenommen, Boulton hat jemals in Sheffield gewohnt, darf nicht vergessen werden, dass er laut Smiles kurz nach Erreichen der Volljährigkeit im Jahr 1749 eine Partnerschaft mit seinem Vater in Birmingham einging, während er 1759, nach dem Tod seines Vaters, die vollständige Kontrolle über das Geschäft übernahm und sofort mit dem Bau der berühmten Fabrik in Soho begann. Boulton prägte und überreichte auf eigene Kosten Medaillen zur Erinnerung an die Schlacht von Trafalgar für die Offiziere und Männer, die teilgenommen und überlebt hatten. Seine Frau war die Tochter von Reverend Luke Robinson aus Linchfield; die Hochzeit wurde 1749 gefeiert. Das von seiner Firma vor 1773 verwendete Zeichen war [Zeichen], und 1784 wurde das in zweifacher Ausfertigung geprägte Zeichen [Zeichen] die Sonne beim Assay Office in Sheffield registriert.
Er beschloss, der Schande von „Brummagem“ 33 ein Ende zu setzen und schrieb zu Beginn seiner Karriere aus London an seinen Partner: „Das Vorurteil, das Birmingham zu Recht auf sich gezogen hat, lässt jeden Fehler in allen Artikeln mit dem geringsten Anspruch auf Geschmack auffallen. Wie kann ich von der Öffentlichkeit erwarten, dass sie Müll aus Soho gutheißt, wenn sie aus jeder anderen Gegend Artikel in gutem Zustand und perfekter Verarbeitung bekommen kann?“
Wie erfolgreich seine Bemühungen in dieser Richtung waren, wird heute deutlich.
Er besuchte die Stadt häufig mit dem erklärten Ziel, im British Museum zu lesen und seltene Werke zu zeichnen. Als wertvolle Kunstobjekte zum Verkauf angeboten wurden, unternahm er jede Anstrengung, sie zu erwerben. Seine Forschungen beschränkten sich jedoch nicht nur auf England. Es heißt, er veranlasste auch auf dem Kontinent die Suche nach den schönsten Beispielen handwerklicher Kunst, die ihm als Vorbild dienen sollten.
Eine seiner glühendsten Bewundererinnen war die sehr ehrenwerte Mrs. Montagu, die ihm schrieb: „Ich freue mich mehr über unsere Siege über die Franzosen in der Kunst als im Waffenbereich. Die Erfolge von Soho bringen keine Witwen und Waisen hervor, sondern Ehen und Taufen. Sein edler Fleiß hebt nicht nur den Geschmack der Öffentlichkeit, sondern verschafft den Armen auch neue Beschäftigungsmöglichkeiten und ermöglicht ihnen, ihre Familien in Ruhe großzuziehen“ – ein sehr schönes Kompliment für Boultons Genie.
Er scheint lange Gespräche mit dem König und der Königin gehabt zu haben und in ganz Europa berühmt gewesen zu sein: Wenn angesehene Ausländer nach England kamen, besuchten sie regelmäßig Soho als eines der Nationaldenkmäler. Viele Jahre lang waren die Besucher von Soho House, Boultons Residenz, so zahlreich und kamen in so regelmäßiger Folge, dass es eher einem Hotel als einer Privatresidenz glich. Zu seinen vielen Freunden zählte der große Töpfer Josiah Wegwood, für den Boulton, wie für andere Töpfer auch, ein großes Geschäft aufbaute, indem er seine Waren in Silber und Sheffield-Teller rahmte.
Es ist fast unglaublich, dass ein Industriezweig wie Boultons Fabrik so vollständig verschwinden konnte; heute ist nur noch sein Privathaus erhalten. Das Unternehmen wurde 1848 liquidiert und hieß damals „The Soho Plate Co.“ (früher „Matthew Boulton and Plate Co.“).
Boulton starb am 17. August 1809 im Alter von 81 Jahren und wurde in der Kirche von Handsworth begraben. 600 seiner Arbeiter folgten ihm ins Grab. Er wird als ein Mann von sehr edler Natur, großzügig, mit hohen Gefühlen und einem Liebhaber von Wahrheit, Ehre und Integrität beschrieben.
Die hier erwähnten Männer stehen stellvertretend für viele andere, deren Namen wir in diesem Buch zu verschiedenen Themen finden werden. Sie verdienen großes Lob für die hervorragenden Zeichnungen und die handwerkliche Geschicklichkeit ihrer Artikel. Leider waren sie weniger begabt mit der Feder als mit dem Hammer, und da es keine Tagebücher gibt, sind die Bilder, die wir von ihrem Leben und Werk besitzen, vage und schwer zu fassen.
Es wäre daher eine große Freude, wenn die Veröffentlichung dieses Buches dazu beitragen würde, nicht nur mehr Licht auf die frühe Geschichte des antiken Handels, sondern auch auf seine Pioniere zu werfen.
Ob das Sprichwort „Harte Arbeit tötet noch niemanden“ nun stimmt oder nicht, ist bemerkenswert, dass von den sieben namentlich genannten Industriepionieren Thomas Boulsover 84, Joseph Hancock 80, Thomas Leader und Samuel Roberts jeweils 85, Thomas Nicholson und Matthew Boulton jeweils 81 und Thomas Bradbury 75 Jahre alt wurden. Doch vielleicht lässt sich diese Langlebigkeit teilweise durch die klimatischen Bedingungen erklären, unter denen sie arbeiteten. Sicherlich gibt es keine belebendere englische Stadt als Sheffield; und selbst Birmingham, das auf einem Plateau in gleicher Höhe wie Sheffield erbaut wurde, liegt in einem bemerkenswert gesunden Gebiet für industrielle Aktivität.
Im Jahr 1773 wurde in Sheffield der erste lokale Schmiedeverband gegründet, dessen Mitglieder waren:
Winter, Parsons & Co. J. Hoyland & Co.
Hancock, Rowbotham & Co. Richard Morton & Co.
Tudor & Leader Thomas Law & Co.
Fenton, Creswick & Co.
Der Zweck dieser Vereinigung bestand darin, einen Bund von Herstellern zu bilden, die sich auf bestimmte feste Verkaufspreise für ihre Produkte einigen und den auf diese Preise gewährten Rabatt auf 20 % für den Barpreis und 15 % für die Kreditzahlung reduzieren.
Im Jahr 1777 wurde eine Vereinbarung getroffen, die es Unternehmen, die Kunden vermittelten, ermöglichte, einen Rabatt von 10 % zu erhalten. Bei der Lösung der Kreditfrage wurde das Königreich Irland als fremdes Land betrachtet.
Die Treffen dieses Vereins fanden regelmäßig statt und waren gut besucht. Als Veranstaltungsort wählten die Mitglieder verschiedene Gasthäuser der Stadt, und die Mitglieder nutzten die Gelegenheit, bei einem guten, altmodischen Abendessen in geselliger Runde zu dinieren.
Die Strafe für das Fernbleiben von diesen Treffen bestand aus den Kosten für ein Abendessen, 8 Pence und einer weiteren Geldstrafe von 2 Schilling und 6 Pence, insgesamt also 3 Schilling und 2 Pence. Diese Geldstrafen wurden strikt durchgesetzt und bezahlt. Der Verein scheint 1784 aufgelöst worden zu sein.
TEIL III
DIE GESCHICHTE DES HANDELS
ÜBER ARBEIT UND AUSZUBILDENDE
Diese Arbeit soll der Öffentlichkeit keine übertriebene Einschätzung des finanziellen oder künstlerischen Werts von Old Sheffield Plate vermitteln, doch liegt die Verlockung nahe, dass sich dieses Tafelgeschirr in seiner handwerklichen Exzellenz weit weniger von zeitgenössischer Kunst unterscheidet. Die meisten antiken Silberbestecksammlungen wurden in der Regel eher wegen ihrer Geschichte und ihres Alters als wegen ihres künstlerischen Werts und ihrer handwerklichen Herstellung gesucht, während bei Sammlungen von Old Sheffield Plate die ältesten Exemplare stets die wertvollsten oder von Experten am meisten gesuchten sind. Die verschiedenen Stücke standen bisher für sich. Vergleicht man den Plattierer mit dem Schmied, besteht wenig Zweifel daran, dass der Plattierer auf dem Höhepunkt seines Erfolgs ein höheres wissenschaftliches Niveau erreichte als der Schmied. Der beste Handwerker für gegossenes Tafelgeschirr war auch ein Schmied und verfügte daher über den doppelten Vorteil von Intuition und Erfahrung in beiden Branchen. Zugegeben, bei vielen der bemerkenswerten Beispiele antiker Töpferwaren waren Design und Stil oft unvollkommen, aber der Handwerker erledigte seine Aufgabe in der Regel gut. Einige der frühesten Stücke – als sich das Handwerk noch in der Versuchsphase befand und qualifizierte Arbeiter schwer zu finden waren – waren Ausnahmen von dieser Regel und ließen zu wünschen übrig. Doch später konnte dank der Feinheiten der Verarbeitung kein Unternehmen mehr auf halbem Weg zur Perfektion bleiben. Im Allgemeinen musste ein Gegenstand entweder gut genug sein, um vollständig fertiggestellt zu werden, oder er wurde völlig zerstört. Um beispielsweise aus einem plattierten Kupferstück eine Teekanne zu machen, war vom Arbeiter großes Geschick erforderlich, um das Metall nicht zu zerbrechen oder es entlang der Silberbeschichtung zu schneiden, wodurch der Gegenstand verschwendet worden wäre. Heute jedoch können alle Arten von Rohmaterialien gelötet und dann im Galvanikbad beschichtet werden, sodass der Arbeiter bei der Herstellung eines Gegenstands nicht mehr dieselbe Sorgfalt und Mühe aufwenden muss wie zu Zeiten des Old Sheffield Plate . Es ist keine Übertreibung zu sagen, dass die Verarbeitung von Silberwaren und versilbertem Geschirr seit der Einführung der Galvanisierung insgesamt Anzeichen eines Niedergangs aufweist. Heutzutage tauchen manche Hersteller sogar Gegenstände aus 925er/1000er Silber in das Galvanikbad, um die beim Lötvorgang entstehende Anlauffarbe zu verbergen (technisch als „Branding“ bezeichnet). Aus Kundensicht ist diese Vorgehensweise jedoch höchst unbefriedigend.
Was die Produktion von Sheffield-Blech in der Antike betrifft, so lässt sich kein Rückgang feststellen. Von den Anfängen der Industrie bis in die jüngste Vergangenheit waren Verbesserungen und Erfindungen an der Tagesordnung. Die besten Exemplare zeichnen sich durch hervorragende Verarbeitung aus; ihre lange Haltbarkeit wurde durch das endlose Walzen und Hämmern gewährleistet, dem die verschiedenen Stücke während des Herstellungsprozesses unterzogen wurden. Diese Vorgänge schlossen die Fasern des Metalls auf die gleiche Weise, wie Stahl unter einem Schmiedehammer oder einer hydraulischen Presse gehärtet wird.
Die Formgebung der verschiedenen Gefäße, das Zusammenfügen der Teile, das Hämmern und Anpassen, die Endbearbeitung und Dekoration zeugen allesamt von einem gewissen Maß an Geschick und geduldiger, gewissenhafter Arbeit der Handwerker, was in der heutigen Sheffielder Töpferei leider nicht mehr so deutlich zu erkennen ist.
Ein wesentliches Element bei der Herstellung von Old Sheffield Plate war absolute Sauberkeit. Staubpartikel, die kleinste Spur von Fett und selbst ein Schweißtropfen von der Hand, die mit dem zu bearbeitenden Objekt in Berührung kam, beeinträchtigten die damals geforderte Oberflächenqualität erheblich. Ein Handwerker mit trockenen Händen hatte bessere Erfolgschancen als einer mit schwitzenden Händen.
1 Der Fachbegriff hierfür ist „Silberschild“ ( Anm. d. Red. ).
2 Beim Einreiben handelt es sich um eine Technik, bei der das Silber ein- und ausgerieben wird ( Anmerkung der Redaktion ).
3 Beim Close-Plating handelt es sich um eine Technik, bei der eine Schicht Edelmetall auf Stahl aufgebracht wird. Diese Technik wurde für Messer verwendet ( Anmerkung der Redaktion ).
4 Britannia-Metall (auch Britannia-Legierung genannt) ist eine Legierung aus Zinn, Antimon und einer kleinen Menge Kupfer, ein im 19. Jahrhundert sehr beliebter Zinnersatz, der als Grundlage für die Galvanisierung verwendet wurde ( Anmerkung der Redaktion ).
5 Sammelbezeichnung für sämtliches flaches Geschirr, Teller, Tabletts und auch Besteck, ausgenommen Messer ( Anmerkung der Redaktion ).
6 Bezeichnung für „hohle“ Keramik, z. B. Vasen, Tassen, Terrinen usw., zur Unterscheidung von Besteck ( Anmerkung der Redaktion ).
7 „Real Sheffield“ ( Hrsg. ).
8 Es war nicht möglich, die Bedeutung des alten Wortes wiederherzustellen ( Anmerkung des Herausgebers ).
[9] Herbert, „History of the Corporations“, Band II, S. 288.
10 Wir müssen zu dem Schluss kommen, dass die bisher akzeptierte Schreibweise des Namens „Bolsover“ falsch ist. Herr J. B. Mitchell-Withers sagt: „Nach den mir vorliegenden Beweisen wurde der Name ursprünglich mit ‚u‘ geschrieben, und in dem Buch, das ich besitze, lautet die Unterschrift, die anscheinend von Boulsover stammt, ‚Thomas Boulsover‘. So wird er auch in dem 1840 im ‚ Sheffield Mercury ‘ veröffentlichten Brief geschrieben, und auch in der Ahnentafel, die die Ansprüche von Benjamin Blonk Silcock illustriert, und ich glaube, den Namen seiner Tochter mit ‚u‘ geschrieben gesehen zu haben. Ohne die Bestätigungen über alle Maßen zu vervielfachen, können die folgenden zitiert werden: der Eintrag der Beerdigung im Jahr 1788 als ‚Thomas Boulsover‘; der Eintrag im Ecclesall Bierlow Rate Book von 1786 („Thomas Boulsover“); und schließlich in den alten Hauptbüchern von Thomas Bradbury & Sons, den Einträgen des Firmennamens Boulsover für die Jahre 1778 bis 1782, lauten ‚Thomas Boulsover & Co.‘.“
11 Hunter, History of Hallamshire, Ausgabe 1819, S. 124.
12 Ein Experiment hat gezeigt, dass sich die beiden Metalle unter dem Druck der Walzen genauso verhalten wie geschmolzene Keramik, wenn ein Silberstreifen mit einem Kupferstück ähnlicher Größe dicht plattiert (oder verlötet) wird. Das heißt, sie dehnen sich gemeinsam unbegrenzt aus. Die gleichen Ergebnisse werden bei versilbertem Zinn erzielt.
13 Es ist eine bemerkenswerte Tatsache, dass Boulsover in England trotz einiger Versuche in bestimmten Kreisen, dies als „Wiederentdeckung“ darzustellen, nicht nur die Entdeckung der Schmelzplattierungsmethode zugeschrieben wird, sondern dass er allgemein als Begründer dieser Methode gilt, mit der plattierte Metalle auf der ganzen Welt verwendet werden.
14 Die Dicke variierte in den verschiedenen Epochen erheblich, wobei man die verschiedenen Zwecke berücksichtigen musste, für die die Silberplatten verwendet werden sollten. Bei einer sehr guten Metallqualität wurde ein Achtel Zoll Silber auf einen Barren aufgebracht, wie oben beschrieben.
15 Wörtlich: „derjenige, der sich niederlässt“ ( Anmerkung des Herausgebers ).
16 Der Autor hat es hier gewagt, die Reihenfolge von Herrn Dixons Notizen leicht zu ändern, sonst würde es so aussehen, als hätte er in ein oder zwei kleinen Details versehentlich den Karren vor das Pferd gespannt. Der Name wird Bolsover geschrieben.
17 Strelley Pegge aus Beauchief Hall, Ritter, Vorfahre der Pegge-Burnells aus Beauchief-Hall, Derbyshire, Besitzer von Whiteley Wood, wo Boulsover später lebte.
18 Im Jahr 1671 nahm ein gewisser Maurice Brownhill Jack Hancock als Lehrling auf und verpflichtete sich, ihm die Herstellung von Schnupftabakdosen beizubringen.
19 Manuelle Ausführung oder Druck von Zeichen oder Wörtern, um einen Wortlaut, eine Inschrift oder einen Titel zu bilden ( Ed. ).
20 Siehe S. 93.
21 Watsons „ Sheffield Assay Office “.
22 „ Hunter's Hallamshire “ von Gatty, Ausgabe 1869, S. 168.
23 Cannel (eine Verballhornung von „Kerze “) ist ein Mineral, bituminöse Kohle, die einen hohen Glanz annehmen kann, ähnlich wie schwarzer Bernstein, dem sie etwas ähnelt. Man findet sie vor allem in Schottland und Lancashire, aber auch in Yorkshire ist sie nicht unbekannt. Sie wird vor allem zur Ölproduktion verwendet. Wegen ihrer Entflammbarkeit ist die Verwendung für Kandelaber gefährlich. Gegenstände aus diesem Material sind heute eher selten als kommerziell erhältlich, obwohl es bemerkenswert ist, dass ein Weinkühler und einige kleinere Ornamente auf der Weltausstellung von 1851 ausgestellt wurden.
24 „ The Sheffield Assay Office “ von Arnold T. Watson, S. 10–11. In diesem Jahr (1773) finden wir William Hancock in Verbindung mit John Rowbotham.
25 Siehe Abbildung, S. 32.
26 Siehe Abbildungen, S. 336.
27 „ Geschichte der Führer der Cutlers' Society “, Bd. 1, S. 78.
28 Ein gewisser James Fenton war zunächst ihr Partner, verließ die Firma jedoch bald, um eine Partnerschaft mit William Tucker einzugehen, einem ehemaligen Mitarbeiter der Firma.
29 Oder „Terrinen“ ( Anmerkung des Herausgebers ).
30 Wörtlich „weiche Krätze“, tatsächlich wird das Zinnlöten auch als „weiches“ Löten bezeichnet ( Anmerkung des Herausgebers ).
31 Siehe S. 93.
32 Auch Neusilber genannt, ist es eine Metalllegierung aus Zink, Kupfer und Nickel in unterschiedlichen Anteilen ( Anmerkung des Herausgebers ).
33 „Birmingham“ im lokalen Dialekt ( Anmerkung des Herausgebers ).
Das Flachhämmern 34 war einer der wichtigsten und schwierigsten Prozesse in der Töpferei, und ein erheblicher Prozentsatz der Lehrlinge erreichte nie ein hohes Niveau an Fertigkeit. Erfolgreiche Hämmer wurden geboren, nicht gemacht. In jenen Tagen der schnellen Produktion ist man erstaunt, wie viel Zeit und Sorgfalt in das Flachhämmern eines Keramikstücks gesteckt wurde, um eine perfekte Oberfläche zu erzeugen.
Die geeignetsten Lehrlinge für das Galvanikhandwerk leisteten sieben Jahre lang unermüdlich lange Arbeitstage und wenig Urlaub ab, und bevor sie als Akkordarbeiter anerkannt wurden, mussten sie mehrere Jahre als Lehrlinge arbeiten. Die folgende Seite zeigt eine Kopie des Lehrvertrags, der 1800 ordnungsgemäß unterzeichnet, gesiegelt und zugestellt wurde und zwischen Thomas Bradbury Jr., T. Bradbury Sr. und Thomas Watson, dem Vertreter der Firma Watson & Bradbury, geschlossen wurde. Dies vermittelt uns eine Vorstellung vom großen Eifer, der sich vor über einem Jahrhundert dem wirtschaftlichen und sozialen Wohlergehen und der Ausbildung der Lehrlinge in diesem Handwerk widmete.
DIE GASTWIRT UND DER ALTE SHEFFIELD-TELLER
Schon bald nach ihrer Einführung erfreuten sich Gegenstände aus Old Sheffield Plate , insbesondere Krüge und Maßgläser, bei Tavernen- und Gastwirten großer Nachfrage, so dass einige Firmen sich darauf konzentrierten, das zur Deckung dieser Nachfrage erforderliche Material zu liefern. Maßgläser scheinen die früher produzierten aus Zinn weitgehend verdrängt zu haben. Vor der Einführung von Sheffield Plate verwendeten die besten Hotels große Mengen an massivem Silber. Insbesondere das Wood's Hotel in Holborn, London , das Castle Hotel in Bath, das Cross Keys Hotel in Hull, das Fleur-de-Lis in Canterbury, das White Horse in Ipswich, das Clinton Arms in Newark und viele andere besaßen beträchtliche Mengen an massivem Silbergeschirr . Außerdem sind in vielen alten Gasthäusern noch immer Sets aus Old Sheffield Plate im täglichen Gebrauch. Leider hat die starke Abnutzung durch den täglichen Gebrauch in Hotels im letzten Jahrhundert selbst an den schönsten und solidesten Exemplaren dieses Geschirrs erheblichen Schaden angerichtet. Die vielleicht größte Menge an Old Sheffield Plate, die heute ständig in Gebrauch ist, befindet sich im London Hotel in Exeter. sein Zustand lässt jedoch zu wünschen übrig.
Im Harker Hotel in York gibt es noch immer eine beträchtliche Menge alten Sheffield-Geschirrs – und sogar antikes Silber – in mehr als anständigem Zustand. Im Castle Hotel in Bath wurde bis vor kurzem fast ausschließlich massives Silber und Sheffield-Geschirr verwendet; kleinere Mengen des letzteren findet man dagegen noch in den Hotels Saracen's Head und Spread Eagle in London; im Hop Market Hotel in Worcester; im King's Head in Cirencester; im Royal Hotel in Cheltenham; im Castle Hotel in Lynton; im Castle Hotel in Taunton; im Castle Hotel in Dartmouth; im Lion Hotel in Guildford; im George Hotel in Aylesbury; im Beaufort Arms Hotel in Monmouth; im Fortescue and Royal Hotel in Barnstaple; im Red Lion Hotel in Salisbury; im Swan Hotel in Bedford; im White Hart Hotel in Windsor und in vielen anderen. In all diesen Hotels gibt es jedoch heute nur noch sehr wenige dieser Gegenstände im Vergleich zu vor 20 Jahren.
Zu- und Abnahme der Nachfrage nach Sheffield-Platten
Die Bemühungen der frühen Silberschmiede, das Plattieren minderwertiger Metalle mit Sterlingsilber zu verhindern, und die Gesetzgeber und die Öffentlichkeit davon zu überzeugen, dass solche Gegenstände unecht und das Verfahren unmoralisch seien, konnten die Übernahme von Old Sheffield Plate durch die Oberschicht nicht verhindern. Das schnelle Wachstum der Branche war phänomenal, doch außerhalb der Reihen des Adels und der Gentry gab es nur wenige potenzielle Käufer. Die besonders kunstvollen Wappen und Wappenschilder auf den meisten der heute noch existierenden Gegenstände sind ein deutlicher Beweis dafür, dass sich die Adelsfamilien des späten 18. Jahrhunderts nicht schämten, die neue Erfindung auszunutzen und Old Sheffield Plate zu kaufen, um Geld zu sparen. Vierzig Jahre nach ihrer Entstehung erhielt die Branche einen enormen Aufschwung durch die Einführung eines Zolls auf Sterlingsilber im Jahr 1784. Dadurch stiegen die Kosten für fertiges Silbergeschirr natürlich stark an und von da an stiegen sie angeblich mehr als fünf Jahre lang stetig; gleichzeitig stiegen die Menge der produzierten Gegenstände und die Zahl neuer Firmengründungen. Dieser Zoll war ein ernstzunehmendes Problem und belief sich letztendlich auf etwa 25 % der ursprünglichen Kosten jedes hergestellten Artikels. Eine silberne Teekanne, die vorher 6 oder 7 Pfund gekostet hatte, war nach Hinzurechnung des Zolls kaum für weniger als 9 Pfund zu haben; ein silbernes Tablett, das ursprünglich rund 20 Pfund kostete, kostete jetzt 25 Pfund und so weiter. Silberschmiede reagierten auf diesen speziellen Brauch, indem sie die Dicke der von ihnen verwendeten Silberstärken wo immer möglich reduzierten, und es ist bekannt, dass auch die Handwerker aus Sheffield diesen neuen Trend imitierten. Wenn solche leichteren Sheffield Plate- Artikel in gutem Zustand gefunden werden, sind sie ohne sorgfältige Untersuchung oft nicht von zeitgenössischen Beispielen 925er/1000er Silbergeschirr zu unterscheiden.
Einige Jahre später begann man, Formen zum Gießen ganzer Teile der verschiedenen Gegenstände zu verwenden (zuvor wurden die Körper von Sheffield Plate Ware üblicherweise von Hand geprägt). Dies ermöglichte den Verkauf originalgetreuer Reproduktionen eines Teils des damals beliebten Silbergeschirrs. Diese Reproduktionen waren in vielerlei Hinsicht besser verarbeitet und aufgrund der erheblichen Kostenersparnis durch die Verwendung der erwähnten Stahlformen auch viel billiger. Im frühen 19. Jahrhundert stieg die Zahl der Geschirrkäufer dank der neuen Klasse von Kaufleuten und Herstellern, die schnell zu Wohlstand gelangten und heute die Mittelschicht bilden.
Bis 1789 hatte die Französische Revolution die Sheffielder Blechindustrie so stark beeinträchtigt, dass sie fast zum Erliegen kam. Der Handel mit Frankreich war sowohl davor als auch danach beträchtlich; ausländische Blechschmiede erreichten insgesamt nie das handwerkliche Niveau ihrer Sheffielder Kollegen. Viele der schönsten Sheffielder Blechwaren wurden in illustrierten Katalogen sowohl auf Englisch als auch auf Französisch beschrieben und waren tatsächlich auf die Nachfrage des Marktes zugeschnitten. Dies spricht Bände über die Anstrengungen der Hersteller bei der Herstellung und dem Vertrieb ihrer Waren. Roberts & Cadman, die ein großes Geschäft in Frankreich betrieben, unterhielten auch bedeutende Handelsbeziehungen mit Spanien.
Von 1795 bis 1815 verhinderte die instabile Wirtschaftslage in Europa den Exporthandel nach Kontinentaleuropa weitgehend. In den britischen Kolonien entstanden jedoch zu dieser Zeit neue Märkte. Von 1816 bis zum Ende der Industrie kam der Exporthandel aus bestimmten Gründen zum Erliegen, obwohl es keine Kriege gab, die den ununterbrochenen Fortschritt des Sektors hätten beeinträchtigen können. Es lässt sich nicht mit Sicherheit sagen, ob dies auf den fortschreitenden Aufbau von Zollschranken im Ausland zurückzuführen war; in jedem Fall kam es in der Endphase der Industrie zu einem fast vollständigen Erliegen des Exporthandels nach Europa und in die Vereinigten Staaten von Amerika. 38
ZERSTÖRUNG VON TÖPFERWAREN; VERSCHWENDUNG VON SCHIMMELN; VERMÖGEN VON HERSTELLERN UND FABRIKATIONEN
Es ist fast unvorstellbar, dass der Wert von „ Old Sheffield “-Stücken vor nur 25 Jahren vernachlässigbar war und die schönsten Exemplare für so viele Schilling gekauft werden konnten, wie sie heute in Pfund kosten würden.
Bemerkenswert ist auch, dass es trotz der relativ jungen Einführung der Galvanisierung nur noch wenige Töpferbetriebe gibt, die einst mit dieser Industrie verbunden waren. Die meisten Fabriken wurden aufgegeben, Ausrüstung und Materialien verstreut. Unzählige Formen, deren Herstellung allein Hunderttausende Pfund gekostet haben muss (und die heute aufgrund der Abkehr vom viktorianischen Stil unbezahlbar wären), wurden allein wegen des Metallwerts eingeschmolzen. Die wenigen überlebenden Firmen, die noch einen Bestand an alten Sheffield-Formen besitzen, finden diese fast immer unvollständig vor.
Forschungsergebnisse lassen darauf schließen, dass die Zerstörung und Verbreitung der Formen durch die überlebenden Hersteller von Old Sheffield Plate ungefähr zwischen 1852 und 1858 erfolgte. Galvanisierte Waren im viktorianischen Stil waren zu dieser Zeit in Mode gekommen, und die Verwendung von Stahlformen im Produktionsprozess wurde durch die Einführung des Neusilbergussverfahrens nach Mustern allmählich ersetzt.
Die Fabriken in Sheffield waren klein, und die neuen Methoden, Anwendungen und Designs im Zusammenhang mit dem Galvanisierungsprozess erforderten deutlich mehr Platz. Offenbar glaubten die Hersteller, dass die zwischen 1810 und 1850 geschnittenen Formen eines Tages wieder in Mode kommen könnten. Bei den Formen aus früheren Epochen war die Wahrscheinlichkeit einer Wiedereinführung jedoch gering. Daher ist festzustellen, dass die „Adam“-Form und die einfacheren späteren Formen eher der Zerstörung ausgesetzt waren als die anderen.
Ältere Arbeiter im Werk des Autors erinnern sich vielleicht an die Entstellung und Verstreuung großer Mengen von Formen um das Jahr 1855. Im Werk der Firma Hawksworth Eyre (Nachfolger von Blagden, Hodgson & Co.) wurden etwa zur gleichen Zeit 1.000 Formen entsorgt.
Mit dem Verschwinden des Sheffield Plate haben viele Partner der alten Firmen, die es damals herstellten, das Unternehmen verlassen und andere Berufe ergriffen. Zahlreiche Mitglieder der Familien Creswick, Mappin, Roberts, Leader, Cadman, Watson, Gainsford usw. haben höchste Positionen in anderen Industrie- und Berufszweigen bekleidet. Der verstorbene Sir F. T. Mappin, Baronet, und Mr. Samuel Roberts, M.P., haben ihre Ämter im Unterhaus mit Auszeichnung ausgeübt, während die Leaders seit fast einem Jahrhundert mit den literarischen und politischen Kreisen der Stadt verbunden sind. Der verstorbene Sir Henry Watson, dessen Onkel Thomas Watson 1795 Partner von Thomas Bradbury war (siehe S. 37), war viele Jahre lang Rechtsanwalt und Präsident eines der großen Stahlunternehmen, die den Namen unserer Stadt in dieser wichtigen Branche in der ganzen Welt so berühmt gemacht haben. Herr Robert Robinson, Partner bei Daniel Holy & Co. (siehe S. 433), war der Ururgroßvater von Herrn Sidney Jessop Robinson, dem Geschäftsführer von William Jessop & Sons Ltd. von Brightside Works in Sheffield. Es existiert ein Partnerschaftsvertrag aus dem Jahr 1783, unterzeichnet von George Woodhead, Daniel Holy, Robert Frederick Wilkinson, Joseph Drabble und Robert Robinson.
Mr. W. Sissons von W. & G. Sissons, der das Geschäft von Roberts & Cadman übernahm, glaubt, dass die Formen praktisch intakt sind. Seine Firma wurde jedoch erst 1784 gegründet und verfügte damals nicht über einen großen Bestand an eigenen Formen, sagen wir bis 1794, also etwa 40 bis 50 Jahre nach den Anfängen der Branche. Bei sorgfältiger Untersuchung der älteren Kataloge der Firma wird zudem ganz klar, dass die Gründer zwar die Mode ihrer Zeit prägten und ihre Designs hervorragend waren, ein Großteil der Arbeit jedoch durch Stempeln, Formen und Prägen von Hand erledigt wurde, ein Herstellungsprozess, der vom Arbeiter weitaus mehr Geschick erforderte als das Zusammenfügen der geformten Teile der aus den Formen gegossenen Artikel. 40 Auch Matthew Boultons Formen wurden 1848 vollständig zerstreut. W. & G. Sissons aus Sheffield besitzen einige davon. Von den anderen, die noch immer von den vielen Herstellern in Birmingham verwendet werden, die heute das Galvanikgeschäft repräsentieren, das einst in den Soho Works betrieben wurde, fehlt jede Spur.
Als Gainsford & Nicholson 1834 liquidiert wurde, belief sich die Zahl der zur öffentlichen Versteigerung angebotenen Matrizen auf 1.072, die privat verkauften nicht mitgerechnet. Das Metallgewicht der Matrizen und Werkzeuge allein betrug 20 Tonnen. 248 Schraubstöcke und 462 Arbeitswerkzeuge wurden anschließend verkauft.
SCHNEIDEN DER FORMEN
In Leaders Buch „ Sheffield im 18. Jahrhundert “ wird das Beispiel eines Messerschmieds gegeben, „der sich auf das Zuschneiden von Hornschalenpressen und -stempeln spezialisiert hatte und dessen künstlerischer Geschmack ihn dazu brachte, Muster und Ornamente für Silberschmiede zu entwerfen“. Dies war Samuel Ellis, dessen Erfolg es ihm ermöglichte, möglicherweise als Gründer in die Firma Ashforth, Ellis & Co. einzusteigen, die von etwa 1770 bis 1811 in Hawley Croft, Angel Street und Red Hill tätig war. Dieser Bericht stammt von Ellis‘ Urenkel, und obwohl er die Möglichkeit nicht ausschließt, dass Zeichner und vielleicht Stempelmacher von anderswo hinzugezogen wurden, scheint er sehr wahrscheinlich typisch für das zu sein, was in den Fabriken von Sheffield vor sich ging, wenn man dazu noch die Informationen hinzuzieht, die wir über Männer wie Samuel Roberts und seinen Partner George Cadman haben. Im Jahr 1774 wird Samuel Roberts (und auch Isaac Ellis, wahrscheinlich sein Sohn) als „Messerschmied, Markierer, Locher und Designer in Holy (oder Hawley) Croft“ beschrieben – offenbar im Zusammenhang mit den Plattierungsarbeiten von Ashforth, Ellis & Co.; auch andere Männer waren zu dieser Zeit „Messerschmiede und Stempelmacher“, „Formenbauer und Graveure“; umgekehrt stoßen wir 1787 auf „William Lambert, Silbermesserschmied und Dekorateur“.
Der einzige sichere Beweis für das Schneiden von Prägestempeln beruht auf der Annahme, dass sich die Silberschmiede hier wie auch in anderen Details zumindest teilweise auf den lokalen Einfallsreichtum und Geschmack verließen, der sich durch die Bedürfnisse der neuen Branche entwickelte. Hier finden Sie Einzelheiten zu Prägestempeln und Werkzeugen im Besitz von T. Bradbury & Sons (eine vollständige Liste mit Kosten ist beigefügt) aus dem Jahr 1771. Diese Angaben stammen aus einem alten Firmenbuch.
ERSTE HANDELSPREISE FÜR WERKZEUGE UND MATERIALIEN, ERHALTEN AUS DEN BÜCHERN EINER ALTEN SHEFFIELD-BLECHFABRIK
Am 22. Januar 1771 kaufte „Thomas Webster“ 27 Pfund Matrizen, insgesamt 10 Stück, für 11 Schilling und 3 Pence, und für das Drehen zahlte er 8 Schilling. Außerdem kaufte er allgemeine Werkzeuge: 12 Hämmer zu je 1 Schilling; 1 „ Mondril “ zu 1 Schilling und 6 Pence; 6 Zangen zu insgesamt 1 Schilling und 6 Pence; 1 „ Handlestick “ zu 5 Schilling; 1 Röhren-Blechschmiedehammer zu 5 Schilling; 1 dickbäuchiger Hammer mit einem Gewicht von 2 Pfund 6 1/2 Unzen zu 17 Schilling und 3 Pence. Für die Planierhämmer wurde das Stück mit 1 Schilling und 10 Pence berechnet. Am 22. Januar 1771 erhielt „Samuel Ellis“ 15 Schilling für das Schneiden einer Form für einen gotischen Kerzenfuß aus Wachs, am 12. Februar 16 Schilling für das Schneiden einer Form für ein Kapitell aus Wachs und am 15. Februar 13 Schilling für das Schneiden einer Form für eine Tülle aus Wachs. „Joseph Bright“ erhielt am selben Tag 9 Pfund, 17 Schilling und 4 Pence für 15 Wochen Arbeit am Formenbau. Am 12. September erhielt „William Oxley“ 30 Pfund, 1 Schilling und 7 Pence für 37 Wochen Arbeit am Formenbau. Am 15. September 1772 erhielt „Joseph Bright“ 9 Pfund, 17 Schilling und 4 Pence für 15 Wochen Arbeit. Am 4. Dezember 1772 erhielt die Mühle eine Spende in Form eines „großen Formhammers und Zubehörs“, darunter Formen von „William Fenton“, im Wert von 31,19 Schilling und 10 1/2 Pence.
Das zuvor erwähnte Buch enthält auch eine vollständige Liste der im Jahr 1775 verwendeten Formen (insgesamt 175) mit Beschreibungen. Einige davon sind interessant genug, um sie im Detail wiederzugeben:
|
£ |
Schilling |
Penny |
|
|
1 6-Zoll- Kellnerform aus Metall |
1 |
16 |
0 |
|
2 Formen für Terrinengriff 41 , Form „Metall“ |
1 |
0 |
0 |
|
Form für ionische Hauptstadt |
0 |
18 |
0 |
|
Form für Vase Kapitell |
0 |
18 |
0 |
|
3 Butterbootfußformen 42 |
1 |
10 |
0 |
|
Quadratische Kaffeemaschinen-Fußform, "Metall" |
0 |
2 |
6 |
|
Kaffeekannendeckel- und Randform „Metall“ |
0 |
5 |
0 |
|
Form für Vasenfüße und Kerzenständervorhänge |
3 |
10 |
0 |
|
2 Punschkellenformen |
1 |
11 |
0 |
|
Sahnekellenform |
0 |
5 |
0 |
|
Salzlöffelform |
0 |
5 |
0 |
|
2 Formen für Ampullendeckel |
0 |
10 |
0 |
|
Pint Cup Fußform |
1 |
0 |
0 |
|
½ Pint Tasse Fußform |
0 |
12 |
0 |
|
Ovale Tassenfußform |
0 |
5 |
0 |
|
Form für Becherdeckel 43 |
0 |
18 |
0 |
|
Becherfußform |
1 |
0 |
0 |
|
Form zum Zusammenfügen des Bechers |
0 |
2 |
6 |
|
Senfglasdeckelform |
0 |
12 |
0 |
|
Senfglas-Verbindungsform |
0 |
2 |
6 |
|
Ölmenage-Griffform |
0 |
18 |
0 |
|
Form für Ölmenage |
0 |
18 |
0 |
|
Ölmenage-Fußform |
0 |
5 |
0 |
|
Kreuzförmige Plattenlampenform |
0 |
10 |
0 |
|
Kreuzförmige Lampenabdeckungsform für die Platte |
0 |
12 |
0 |
|
Kleine kreuzförmige Lampenabdeckungsform für Platten |
0 |
9 |
0 |
|
Kreuzförmige Plattenlampenschaftform |
1 |
0 |
0 |
|
Kreuzförmige Form für das obere Gehäuse der Kennzeichenleuchte |
0 |
14 |
0 |
|
Kreuzförmige Plattenlampenfußform |
0 |
10 |
0 |
|
Kreuzförmige Plattenlampenfassungsform |
0 |
15 |
0 |
|
Kreuzförmige Form für die Schulterenden der Kennzeichenleuchte |
0 |
2 |
6 |
|
Kaffeemaschinen-Fußform |
2 |
10 |
0 |
|
Große Kaffeekannendeckelform |
2 |
4 |
6 |
|
Kleine Kaffeekannendeckelform |
1 |
13 |
0 |
|
Form für den Bodenhohlraum einer Kaffeemaschine |
0 |
16 |
0 |
|
Form für den oberen Hohlraum einer Kaffeemaschine |
1 |
0 |
0 |
|
Kaffeemaschinen-Verbindungsform |
0 |
10 |
0 |
|
Ananas-Knopfform |
0 |
12 |
0 |
|
Ausgussform für Kaffeemaschinen |
3 |
0 |
0 |
|
Teekessel-Fußform ( Teeküche ) |
3 |
1 |
0 |
|
Schwalbenschwanzform für Teekessel |
1 |
14 |
0 |
|
Teekessel-Griffform |
1 |
10 |
0 |
|
Kesselschalenform |
0 |
10 |
0 |
|
[Form von] großem Ananasblatt |
0 |
10 |
0 |
|
[Form von] kleinem Ananasblatt |
0 |
12 |
0 |
|
Kessel-Ananasform |
0 |
16 |
0 |
|
Kesseldeckelform |
0 |
15 |
0 |
|
Kesselrandform |
2 |
2 |
0 |
|
Kesselhahnform |
5 |
5 |
0 |
Herr Dudley Westropp fand diese so beschriebenen „ Teeküchen “ in den Listen der Artikel, die zur gleichen Zeit zur Prüfung an das Dubliner Prüfamt geschickt wurden; vielleicht entspricht die Bezeichnung „ Teeküchen “ dem, was später als „ Teekessel “ bezeichnet wurde. 44
Bemerkenswert ist, dass bei Kaffeekannen, Senfgläsern, Bechern mit Deckeln usw. keine Verwendung von Formen für die Korpusse dieser Gegenstände erwähnt wird. Dies zeigt deutlich, dass diese früher entweder aus Blech gehämmert oder gedreht wurden. Interessant ist auch, dass für die Gelenke und Scharniere verschiedener Gegenstände häufig Formen verwendet wurden. Dies deutet darauf hin, dass Handarbeit in dieser Hinsicht weitestgehend vermieden wurde.
Diese Liste mit 175 Formen enthält keine Angaben zur Teekannenproduktion, obwohl die Formen, mit denen die verschiedenen Teile zahlreicher Modelle gegossen wurden, detailliert beschrieben werden. Dies zeigt, dass Teekannen damals noch nicht so häufig waren wie später. Die im Jahr 1775 hergestellten Teekannen wurden fast ausschließlich von Hand gefertigt.
Von dem Gesamtwert von 568,3 Schilling und 8 Pence für Werkzeuge und Utensilien machen die Kosten für Formen einen erheblichen Teil aus, nämlich 247,11 Schilling und 8 Pence. Dies ist interessant, da es zeigt, wie viel mehr Vertrauen der Silberplattierer in die Verwendung von Formen bei der Arbeit hatte, selbst in den frühen Phasen, als die Silberschmiede.
Die Namen „ Room “, „Chamber“ und „Garrett “ entstanden zweifellos aus der Tatsache, dass in der Regel keine speziellen Fabriken für die Herstellung von Old Sheffield Plate gebaut wurden. Leere Häuser, insbesondere wenn sie geräumig waren, waren gefragt, und die ersten Hersteller passten sie für die Herstellung von Tafelgeschirr an.
Bei der Beurteilung der geringen Größe einer solchen Fabrik muss man bedenken, dass sie im Vergleich zu den Silberschmiede- und Messerschmiedewerkstätten der damaligen Zeit ein „großer Betrieb“ gewesen sein muss. Zur Ausrüstung eines Silberschmieds gehörten weder große Mengen an Formen noch gab es eine Abteilung zum Galvanisieren oder Formenbau, noch war eine eigene Schneideabteilung erforderlich. Im Gegensatz dazu bestand die Ausrüstung einer Messerschmiedewerkstatt der damaligen Zeit aus einigen Gießtischen im Freien, verschiedenen Materialien zur Herstellung von Messergriffen, verschiedenen Stahl- und Eisenstangen zum Schmieden von Klingen und Arbeitswerkzeugen.
BESCHREIBUNG DER ALTEN ÖFEN
In den frühen Blechgießereien wurde alles außer den Rohstoffen im eigenen Haus hergestellt. Der Gießofen war im Vergleich zu den heute verwendeten Öfen sicherlich sehr klein.
DER STRIPPINGPLATZ 46
Früher gab es immer Werkzeuge, um Blei und Zinn von den im Produktionsprozess anfallenden Silber- und Folienmaterialien, dem sogenannten „ Schrott “, zu trennen. 46 In der „ Abziehstelle “ befand sich eine Mischung, deren Hauptbestandteile Schwefelsäure und Schwefel waren. Beim Erhitzen dieser Lösung zerfiel das Silber vollständig, sodass das Kupfer freigelegt wurde. Durch Zugabe von Kochsalz zur Lösung lagerte sich das Silber in Form von Silberchlorid am Boden des Bottichs ab. Die Abbildung zeigt zwei beheizbare Bäder und ein Rohr, das das obere mit dem unteren Bad verbindet. Der zu entfettende Gegenstand wurde in die kochende Lösung des oberen Bades gelegt. Nachdem die Ablagerungen entfernt waren, wurde das nicht mehr verwendete Bad in das untere Bad gesaugt. Die Schwefelsäure nahm das Wasser auf, verdünnte es und floss vom oberen in das untere Bad, wo es konzentriert und wieder verwendet werden konnte.
WO DIE ALTEN SHEFFIELD-TELLERHERSTELLER IHR GLAS BEZOGEN
Das Thema blieb bisher in größte Geheimnisse gehüllt, und die uralte Frage, ob die Glasmacher aus Sheffield hinsichtlich ihres Glases von Irland abhängig waren, wird durch die Liste der Hersteller, von denen M. Fenton & Co. (und später Watson & Bradbury) ihr Glas kauften, definitiv verneint.
Vor Ort ist es von großem Interesse zu wissen, dass das kleine Dorf Whittington, wenige Meilen von Sheffield entfernt, bereits 1779 Glas im Wert von 236 Pfund pro Jahr produzierte und damit den Bedarf von mindestens einer Firma im Old Sheffield Plate- Handel deckte. Es gibt gute Gründe anzunehmen, dass die anderen Hersteller aus Sheffield ebenfalls Kunden derselben Glashütte waren. Diese wahrscheinlich große Firma aus Derbyshire scheint 1808 geschlossen worden zu sein, denn aus den Büchern der genannten Firma wissen wir, dass die Hersteller aus Dudley und Birmingham ab etwa diesem Datum die gesamte Glasproduktion fest im Griff hatten. Die illustrierten Auszüge decken nur den Zeitraum 1779–1812 ab, da dieser vielleicht der interessanteste ist. Er umfasst die meisten Patente, Verbesserungen und Erfindungen sowie den Höhepunkt des künstlerischen Designs im Sheffield Plate-Handel .
Herr R. E. Leader erklärt: „In Bolsterstone, in der Nähe von Sheffield (ein ungewöhnlicher Standort für eine derartige Industrie), gab es eine Glashütte, deren Produkte gegen Ende des 17. Jahrhunderts hohes Ansehen genossen. Richard Dixon, gebürtig aus Worcestershire, der dort beschäftigt war, zog 1704 nach Whittington und gründete dort eine Glashütte, deren Geschäft von seinen Nachkommen über drei Generationen hinweg weitergeführt wurde. John Dixon, der von 1779 bis 1807 die Silberschmiede von Sheffield mit Glas belieferte, war ein Enkel des Gründers. 47 In den 1740er Jahren bauten andere ehemalige Mitglieder der Bolsterstone Company eine Glashütte in Catcliffe; und im Kirchenregister von Attercliffe wird häufig eine Glashütte erwähnt.“
Die in den obigen Berichten (1801-3) erwähnten Beatsons aus Rotherham waren „berühmt für die Schönheit der von ihnen hergestellten Weißglasartikel“. 48 Es ist wahrscheinlich, dass George Nicholls und John Withey aus Sheffield keine Glasschneider waren. Im Adressbuch von 1817 werden George Nicholls und Esther Withey als Glasschleifer aufgeführt, beide in der Norfolk Street.
Mr. Dudleys Forschungen in Irland haben erschöpfend gezeigt, dass der Hersteller aus Sheffield nie – wie oft angenommen – sogenanntes „Waterford-Kristallglas“ verwendete. „Im Allgemeinen“, sagt Mr. Westropp, „kann man davon ausgehen, dass die Iren zu der Zeit, über die Sie schreiben, eine Menge Glas aus England importierten und dass andererseits die von ihnen hergestellten Produkte aus unerfindlichen Gründen größtenteils in Amerika verkauft wurden, 49 und es gibt keine Aufzeichnungen darüber, dass die irischen Hersteller jemals mit ihren Kollegen in Birmingham und Dudley bei der Lieferung von Glas für Old Sheffield Plate Ware konkurrierten.“
Die wissenschaftlichste Methode zur Behandlung der bei der Glasherstellung verwendeten Materialien hat zur Herstellung von Alltagsgegenständen mit einer bemerkenswerten Brillanz und Brillanz geführt, die eines Prismas würdig ist. Die Nuancen, die bei der Untersuchung von Beispielen antiken Glases beobachtet werden können, sind auf Verunreinigungen im Sand und in den Alkalien zurückzuführen. Der Hauptgrund für die Farblosigkeit modernen Glases liegt in der hohen Qualität der zu seiner Herstellung verwendeten Zutaten.
Sammler bevorzugen ein Stück Old Sheffield Plate mit intaktem Originalkristall. Gegenstände – insbesondere Tafelaufsätze – ohne Originalglas werden von Kennern nicht geschätzt. Obwohl sie immer seltener werden, sind noch einige komplette Sets von Tafelaufsätzen und Tellerringen aus antikem Kristall erhältlich, die aufgrund ihrer vielfältigen Formen und reichen Schnitzereien sehr begehrt sind. Die Herstellung dieser Gläser war sehr teuer und kostete 5 bis 6 Pfund pro Set. Das Glas für Salz- und Zuckerdosen, von denen Beispiele in diesem Band abgebildet sind, war ebenfalls sehr teuer, ebenso wie ein komplettes Set von Ölflaschen.
TEIL IV
VERFAHREN, PRAKTIKEN UND ERFINDUNGEN
Die Anwendung von Gold bei der Herstellung von Old Sheffield Plate
Im Lichte der durchgeführten Forschungen ist es unhaltbar zu behaupten, dass zur Zeit von Old Sheffield Plate die Produktion von gegossenen, vergoldeten Waren weit verbreitet war. Angesichts des hohen Wertes von Gold und der größeren Hitze, die zum Erhitzen des Metalls auf Schmelztemperatur erforderlich war, war ein derartiges Verfahren viel zu riskant und teuer, um sich bei den Herstellern allgemein durchzusetzen, außer in Einzelfällen und für spezielle Bedürfnisse. Bei genauerer Betrachtung wird man manchmal feststellen, dass einige der vergoldeten Old Sheffield- Waren dem als Quecksilber- oder Feuervergoldung bekannten Verfahren unterzogen wurden, 50 nachdem sie aus Gusssilber gegossen und auf orthodoxe Weise fertiggestellt worden waren. Die heute am häufigsten anzutreffenden vergoldeten Waren sind normalerweise Dessertständer und Epergnes und müssen als solche zwangsläufig dem Feuervergoldungsverfahren unterzogen worden sein.
Um die Innenseiten von Krügen , Zuckerdosen und Tassen zu vergolden, wendeten die Hersteller des Sheffield Plate folgende Methode an: Durch Kochen von Gold in etwa der fünffachen Menge seines Gewichts an Quecksilber in einer mit Bleiweiß und Wasser bedeckten Eisenkelle und anschließendes Trocknen wurde ein Amalgam gewonnen. Dieses wurde in kaltes Wasser gegossen und in einen halbflüssigen Zustand gebracht, in einen Ledersack gegeben und gepresst, um das Quecksilber zu entfernen. Dieser Vorgang zwang das Quecksilber, durch die Poren des Leders zu dringen, und ließ das Gold im Sack zurück. Die Konsistenz des Goldes entsprach etwa der von hartem Ton und es wurde in ausreichende Portionen aufgeteilt, um den zu vergoldenden Gegenstand zu bedecken. Da zwischen dem Gold und dem zu beschichtenden Gegenstand keine chemische Affinität bestand, musste eine Lösung aus Quecksilbernitrat verwendet werden, die durch Mischen eines Viertels Salpetersäure mit einem Löffel Quecksilber hergestellt wurde. Als Quecksilbernitrat auf Kupfer gegeben wurde, amalgamierte dessen Oberfläche sofort, und das andere Amalgam aus Gold und Quecksilber haftete aufgrund der gegenseitigen molekularen Anziehung der flüssigen Metalle fest an dieser Oberfläche. Das Amalgam wurde aufgetragen, nachdem die Innenseiten der Gefäße mit Nitrat beschichtet worden waren. Die Gefäße wurden dann mit der Goldseite nach oben in offene Pfannen über ein Holzkohlefeuer gestellt, dessen Hitze das Quecksilber verdampfte und nur das Gold zurückließ. Dieses Verfahren war als Feuervergoldung bekannt und entspricht im Wesentlichen dem in Benvenuto Cellinis Abhandlung über Goldschmiedekunst beschriebenen Verfahren. Es ist teurer, aber wesentlich haltbarer als die moderne Methode der Goldabscheidung mit Elektrizität.
DER MEISSELPROZESS
In allen Epochen und Stilen, die die Herstellung von Old Sheffield Plate durchlief, wurde die ziselierte Dekoration von den in der Branche tätigen Personen kontinuierlich genutzt.
Ob mithilfe von Matrizen, Paletten und Stempeln, Gravuren oder Hoch- oder Flachreliefziselierungen – Dekorationen in irgendeiner Form scheinen schon immer ein wesentliches Merkmal plattierter Waren gewesen zu sein. Von den Anfängen der Branche bis zur Einführung der Gravur als Dekoration im Jahr 1789 war die sogenannte „Hochreliefziselierung“ die gängigste Dekorationsform. Von da an setzte sich die Flachreliefziselierung durch – in ihren Details der gravierten Dekoration sehr ähnlich. Nach der Einführung kunstvollerer Ränder und Träger – die bis 1820 enorme Ausmaße erreicht hatten – erlebte die Ziselierung einen Boom in Form kunstvoller Blumen-, Schnörkel- und Blattmuster, die in dieser Hinsicht alle bisherigen Versuche in der gesamten Geschichte der Branche bei weitem übertrafen. Die in dieser Zeit hergestellten Artikel ähneln im Design, jedoch nicht in der Ausführung, stark den Artikeln, die in Mode waren, als tiefziselierte Designs in den Anfängen der Branche erstmals allgemein gebräuchlich wurden.
Dieses auffällige Dekor findet sich auf Kaffeekannen, Breischüsseln und Tassen, die vor 1770 hergestellt wurden. Die großen Tabletts und Unterteller aus den Jahren 1815 bis 1830, schwer montiert und vollständig in Flachrelief ziseliert, sind wohl die begehrtesten Objekte in Old Plate . Fein gearbeitete Exemplare in perfektem Zustand erzielen beträchtliche Summen. Keine Sammlung ist ohne ein oder zwei dieser Stücke wirklich vollständig.
Die Abbildung erklärt den Vorgang besser. Der zu meißelnde Gegenstand – in diesem Fall ein Tablett – wird zunächst vorsichtig flach gehämmert und dann in kochendes Pech getaucht. Dieses wird dann abkühlen gelassen, bis der Gegenstand richtig aushärtet. Bei der Vorbereitung dieses Pechs musste mit großer Sorgfalt vorgegangen werden, um die zum Meißeln erforderliche Härte und Festigkeit zu erreichen. Der auf Papier gestanzte Abdruck des gewünschten Modells wird dann sorgfältig mit Kreide bestreicht und langsam über die Oberfläche des Gegenstands gerieben. Die nun deutlich umrissenen Konturen des Modells werden dann mit Hilfe eines „ Stahlstifts “ nachgezeichnet. Der Arbeiter wählt dann die Stempel aus und zeichnet die Umrisse in die Oberfläche des Tabletts ein. Dabei definiert er die verschiedenen Linien und Kurven, die die Hauptmerkmale des zu reproduzierenden Designs darstellen, nachdem er die feineren Details des Modells, wie Blattadern, Blütenblätter usw., mit speziellen Stempeln mattiert hat. Der Grund für das Eintauchen der Gegenstände in Pech während des Meißelvorgangs liegt darin, dass sie während des gesamten Vorgangs in der richtigen Form bleiben müssen, da sonst die beim Hämmern verwendete Kraft dazu führen würde, dass der Gegenstand seine Form verliert.
Bei der Hochreliefgravur benötigten Sheffield-Plate- Artikel eine zusätzliche Silberschicht, um zu verhindern, dass das Silber reißt und die Kupferbasis freilegt. Diese Hochreliefgravur wurde in den Anfängen der Galvanisierung jedoch routinemäßig durchgeführt, obwohl ständig die Gefahr bestand, dass sich das Silber ausdehnt und bricht, wenn die Konturen zu stark ausgeprägt werden.
BESCHICHTUNG AUF BEIDEN SEITEN DES BARREN
Eines der großen Rätsel, mit dem sich Fachleute und Öffentlichkeit auseinandersetzen mussten, war die allzu leichtfertig akzeptierte Theorie, die Möglichkeit der beidseitigen Plattierung eines Barrens sei erst 60 Jahre nach der Erfindung des Verfahrens entdeckt worden. Die Untersuchung der Originalnotizen (verfasst 1850), aus denen diese Idee hervorzugehen scheint, und eine detaillierte Analyse der frühesten Exemplare führen zu dem Schluss, dass diese Behauptung unzutreffend ist. So wertvoll diese Dokumente auch sind, der Autor starb, bevor er sie gebührend prüfen oder korrigieren konnte. Es wurden weitere Beispiele für Übertragungsfehler in den Notizen entdeckt, Fehler, die der Chronist zweifellos irgendwann korrigiert hätte, hätte er seine Memoiren in Buchform veröffentlichen können. Zu vermuten, dass die Erfindung der Doppelplattierung zwischen 1763 und 1770 erfolgte, hieße bereits, sie nachzudatieren.
Die Tatsache, dass dieses Verfahren nach der Entdeckung der Möglichkeit, beide Seiten des Barrens zu plattieren, zunächst nicht weit verbreitet war (und dass während der verschiedenen Produktionsperioden aus Kostengründen stets nur einseitig plattierte Artikel hergestellt wurden), könnte zu der Annahme geführt haben, dass das Verfahren erst beträchtliche Zeit nach der Entstehung der Industrie entdeckt wurde. Frühe Aufzeichnungen führen unweigerlich zu dem Schluss, dass es mit den ständigen Verbesserungen der Ofenbaumethoden (sicherlich erheblich erleichtert durch die Experimente, die Huntsman damals in Sheffield zur Behandlung und Herstellung von Gussstahl zwischen 1760 und 1770 durchführte) nicht lange gedauert haben muss, bis das Verfahren zur Herstellung doppelt plattierter Bleche entwickelt wurde, nachdem die Industrie erst einmal fest etabliert war.
Da die Herstellung von Silber damals jedoch sehr teuer war, wurde die beidseitige Beschichtung bei den meisten Haushaltsgegenständen zunächst nicht weit verbreitet, obwohl es dieses Verfahren bereits gab.
Für Plattierer war es nicht notwendig, die nicht sichtbaren Teile des Metalls immer mit Silber zu bedecken. Die Unterseiten von Servierplatten und Tabletts , die Innenseiten von Tellerwärmern usw. bestanden üblicherweise aus einseitig plattiertem Metall und wurden nach der Erfindung mit Zinn überzogen. Teller für den ersten Gang, Tassen, Kelche und Gegenstände, die allgemein mit Essen oder Trinken in Verbindung stehen, eigneten sich dagegen am besten für eine doppelte Plattierung, und in solchen Fällen wurden die zusätzlichen Kosten von den Kunden gerne getragen.
Bei frühen Tabletts und Tintenfässern mit Rändern oder Stempeln aus zwei gegossenen, plattierten Metallstücken, die Rücken an Rücken platziert wurden, sodass die plattierten Oberflächen sowohl auf der Vorder- als auch auf der Rückseite sichtbar waren, ist zu beachten, dass diese Art der Herstellung in erster Linie der Erhöhung der Stabilität diente und nicht, wie allgemein angenommen, nur dem Zweck diente, beim Umdrehen eine silberne Oberfläche an den Rändern freizulegen. Die Erreichung dieses Zwecks allein wäre in keinem Verhältnis zu den dafür anfallenden Mehrkosten gestanden.
Zur Untermauerung des oben Gesagten finden sich hier Abbildungen dieser Rücken-an-Rücken-Methode zur Verstärkung von Kellnertischen . Diese wurden Jahre nach der Erfindung des Doppelplattierungsverfahrens (1790–1800) hergestellt, weisen aber noch immer eine untere Zinnplatte auf. Interessant ist jedoch, dass in diesem Fall die Kanten ausschließlich zur Verstärkung geformt wurden, indem zwei Rücken an Rücken platzierte Gussmetallstücke verwendet wurden und die Plattierung aus einem einzigen Blech bestand. Gelegentlich findet man auch Tabletts , deren Plattierung aus zwei Rücken an Rücken platzierten Kupferblechen besteht, wobei nur die äußeren plattierten Oberflächen freiliegen. Aufgrund des damit verbundenen Gewichts wurde diese Herstellungsmethode jedoch nur für Kellnertische und nicht für andere Gegenstände angewendet. Joseph Hancock soll 1755 auf diese Weise seine eigenen Krüge hergestellt haben, doch Gegenstände, die vollständig aus doppelten Metallblechen bestehen, sind sehr selten zu finden, da der Erfolg dieser Methode alles andere als unbestritten war.
Ein weiterer Grund für die Duplizierung der Stützen auf Tabletts war, dass beim Guss aus großen, kunstvollen Formen, wie im Fall des berühmten „Muschelmodells“ (und seiner unzähligen Varianten), die erforderliche Metallfestigkeit, wenn es aus einem Stück gegossen würde, so groß wäre, dass der Gussprozess Schwierigkeiten bereiten würde. Durch das Zusammenschweißen zweier Metallstücke unterschiedlicher Dicke wurde daher sowohl eine hohe Stabilität im Gebrauch als auch eine hohe Detailgenauigkeit erreicht (siehe Abbildungen oben).
Nachdem die Stützen fest miteinander verlötet waren, wurden mit einem kleinen, leichten Lötkolben die Schlitze an den Außenkanten des Tabletts , wo die beiden Metallbleche verbunden waren, verlötet. Das Lot bestand hauptsächlich aus Zinn, um der Farbe Silber ähnlicher zu sein.
Nach dem Entfernen der überschüssigen Legierung und dem sorgfältigen Polieren entlang der Seiten des Kellners war die Demarkationslinie fast nicht mehr wahrnehmbar, da die blanken Kanten des Kupfers durch diesen Vorgang vollständig bedeckt waren.
In der späteren Zeit von Old Sheffield Plate arbeiteten die billigeren Hersteller fast immer mit einseitig plattiertem Metall.
Silbervorkommen
In den Anfängen der Schmelzgalvanikindustrie variierte die Menge des abgeschiedenen Silbers stark, von 10 bis 12 Unzen Silber bis zu 8 Pfund Kupfer, selbst wenn nur eine Seite des Barrens galvanisiert wurde.
Das Verhältnis von Silber zu Kupfer variierte je nach Geschmack des Herstellers oder Laune des Käufers; die höchste jemals verwendete Auflage war jedoch die unten erwähnte, die bei der Einführung der Tiefgravur üblich war, nämlich 24 Unzen Silber auf 8 Pfund Metall. Auf dem Höhepunkt seines Erfolgs beschloss Samuel Roberts um 1798, die Qualität der verwendeten Beschichtung zu verbessern und damit die Preise der hergestellten Artikel zu erhöhen. Leider wissen wir nicht, in welchem Ausmaß er die Silberauflagen erhöhte oder was damals der branchenübliche Standard war. Es genügt jedoch, sich daran zu erinnern, dass dieses Metall, das er zweifellos deshalb als „ Glockenmetall “ bezeichnete, weil es sein Markenzeichen (die Glocke) trug, wegen des notwendigerweise dafür verlangten Aufschlags keine allgemeine Gunst der Öffentlichkeit fand, und er kehrte bald zu der damals branchenüblichen Auflage zurück, die durchschnittlich 8 bis 10 Unzen Silber auf 8 Unzen Metall betrug.
Mit der Einführung von durch Einreiben gewonnenen Silberschilden um 1810–1815 verringerten sich die Vorkommen weiter und lagen dann normalerweise im Verhältnis 5/7 Unzen Silber zu 8 Pfund Metall. (Alle diese späteren Vorkommen, mit Ausnahme der blankgeschnittenen Gravurschalen , waren für die beidseitige Beschichtung des Barrens vorgesehen.)
Die Plattenabdeckungen mussten notwendigerweise aus einem Metall bestehen, auf dem das Silber aufgrund der Prägung und Hämmerung, denen diese Artikel ausgesetzt waren, eine besondere Festigkeit aufwies. Bei einer einseitigen Beschichtung betrug die abgeschiedene Menge durchschnittlich 8 Unzen Silber pro 8 Pfund Metall, während bei einer beidseitigen Beschichtung 12 Unzen Silber pro 8 Pfund Metall abgeschieden wurden.
In späteren Zeiten findet man manchmal (wie es bei französischen Herstellern üblich war) auf Artikeln – normalerweise Tellerdeckeln – eingeprägte Markierungen, die das Verhältnis von Silber und Kupfer angeben. Es gibt Beispiele für altes Sheffield-Plattengeschirr mit den folgenden Worten: „ Sheffield Light Silver Plating , 50 dwts. (und sogar 40 dwts . – Anm. d. Red. ) zu 8 lbs. “ 51 Dies ist eine dünnere Silberbeschichtung als jene, die man heute auf galvanisierten Artikeln erster Qualität findet. Außerdem findet man die Worte „ Best Sheffield Heavy Silver Plating “, „ 80 dwts. zu 8 lbs. “ 52 Es fällt auf, dass solche Markierungen normalerweise vom Namen eines inzwischen nicht mehr bestehenden Londoner Juwelierunternehmens begleitet werden. Vielleicht wurden die Artikel aufgrund des Drucks der ausländischen Konkurrenz mit einer so dünnen Beschichtung hergestellt?
Die Erfindung des beschichteten Metalldrahtes
Als man in den Anfängen dieser Industrie begann, Draht zu verwenden, bestand er aus einem hohlen Rohr aus Kupfer oder Messing, 53 das mit einer Schicht aus schmelzplattiertem Zinn umhüllt war. Wegen seiner geringeren Verschleißfestigkeit scheint er sich jedoch nicht weit verbreitet zu haben. Um 1768 wurde massiver plattierter Draht eingeführt, der in Streifen aus Rotationswalzwerken gewonnen wurde. Seine Herstellung war anfangs aufwendig und daher teuer; in den vorbereitenden Phasen seiner Vorbereitung war noch mehr Sorgfalt erforderlich als bei gegossenem Blech. Ein dünner Silberstreifen von 1/32 Zoll Dicke wurde so gebogen, dass er auf einen etwa 5 Zoll langen und 1 Zoll dicken Kupferstab passte, der zuvor mithilfe einer Wirtelform rund gezogen worden war. Die beiden Metalle wurden dann miteinander verdrahtet und durch Schmelzen verbunden. Nach der Plattierung wurde der Stab wiederholt durch eine Wirtelform gezogen, bis er die Form eines Drahtes annahm. Dies verlieh ihm außerdem Festigkeit und Glätte und ermöglichte gleichzeitig die Verbindung der beiden Seiten des Silbers, die absichtlich beiseite gelassen worden waren, um den Schmelzvorgang zu erleichtern.
Diese Erfindung markierte einen Fortschritt im Herstellungsprozess. Die bis dahin hergestellten Artikel, wie Servier- und Geschirr aller Art, Terrinen, Kuchenkörbe und ähnliches, wiesen eine sogenannte „ Selbstfassung “ auf, d. h. die Kanten wurden aus Stempeln geprägt, bei denen Fassung und Kanten zusammengeschnitten waren. Da diese Fassungen nicht separat verlötet wurden, waren sie im Gebrauch nicht besonders stabil. Viele Artikel, die vor der Erfindung des plattierten Drahtes hergestellt wurden, weisen heute Risse auf, die sich von den Außenflächen über eine gewisse Strecke entlang des Körpers erstrecken. Diese Kanten wurden manchmal etwas verstärkt, indem das Metall an den Kanten dupliziert und ein Streifen unter die Fassung gelötet wurde (der separat von den Kanten der Stempel der Artikel selbst geprägt wurde) oder indem eine Metallablagerung am Rand des Stempels belassen wurde, die mit einem Polierer unter die Fassung gedreht wurde. Die Außenkanten solcher Artikel waren nie so stabil wie bei einem separat verlöteten Stück Draht.
Diese Methode der Plattierung mit massivem Draht wurde um 1780 durch ein einfacheres Verfahren ersetzt, das zwei jungen Männern, „Wilks und Moteram“, ehemaligen Lehrlingen von Matthew Boulton, zugeschrieben wird. Sie sollen das Geheimnis während ihrer Lehrzeit gehütet haben. Nach Abschluss ihrer Lehrzeit verließ Wilks Birmingham und ging nach Sheffield, wo er 1785 zusammen mit Mark Dixon das Unternehmen gründete.
Die Methode hierfür war wie folgt: Ein runder Kupferstab mit einem Durchmesser von mindestens 2,5 cm wurde vorbereitet und mit einer Feile perfekt geglättet. An jedem Ende und rundherum wurde eine Kerbe angebracht. Anschließend wurde ein dünnes Silberblech gerollt, auf das gewünschte Maß zugeschnitten und um sich selbst gefaltet. Die Kanten wurden entweder verbunden oder übereinandergelegt. Die nun verbundenen Bleche wurden durch Reiben mit einem langen, doppelgriffigen Glätteisen an einem heißen, starr gelöteten Eisen zu einer Röhre geformt. Die Röhre wurde anschließend gründlich von allen inneren Verunreinigungen gereinigt, auf den Kupferstab gezogen und in die Kerben an den Enden des Stabes gepresst, nachdem sorgfältig Luft so weit wie möglich ausgeschlossen worden war. Die beiden Metallteile, nämlich der massive Kupferstab und das ihn umgebende Silberrohr (beachten Sie das Fehlen jeglicher flüssiger Substanz), wurden dann glühend heiß erhitzt und sorgfältig von einem Ende zum anderen Ende des Stabes poliert. Die verbleibende Luft konnte durch ein kleines Loch an beiden Enden des Stabes entweichen. Das Ganze wurde schließlich versiegelt dem Glühprozess und dann im noch heißen Zustand einem zweiten Polieren unterzogen. Dann wurde er durch Wirtel gezogen, 54 ein Prozess, durch den der Draht auf eine fast unbegrenzte Länge gezogen werden konnte und gleichzeitig jede beliebige Form annehmen konnte, die den Löchern im Wirtel entsprach. Die Abbildungen zeigen einen antiken Polierer, der einst regelmäßig für diesen Zweck verwendet wurde und der glücklicherweise bis heute erhalten geblieben ist, obwohl er seit über 60 Jahren nicht mehr verwendet wurde. Man kann sich des Gedankens nicht erwehren, dass die Idee, Silberschilde dem Einreibeprozess zu unterziehen, von dem oben erwähnten Prozess (siehe S. 93) abgeleitet wurde. Wenn der Leser die Einzelheiten dieser beiden Prozesse sorgfältig studiert, wird ihm sofort ihre bemerkenswerte Ähnlichkeit auffallen. Beide Methoden sollen im Kopf derselben Person entstanden sein, nämlich Wilks.
DIE EINFÜHRUNG VON SILBERKANTEN
Der unermüdliche Samuel Roberts und sein Partner George Cadman waren die ersten, die Kanten mit Silberfäden einführten, fast unmittelbar nachdem sie 1785 ihr eigenes Geschäft eröffnet hatten. Diese Methode ergänzte in einigen Fällen die Verwendung von versilbertem Draht und verlieh dem Artikel zudem Haltbarkeit. 55
Die Methode zur Herstellung der Kanten bestand darin, einen hohlen Metalldraht oder einen sehr dünnen Silberstreifen durch ein Loch oder eine Wirbel zu ziehen, der genau den Abmessungen der Kanten des Gegenstands entsprach, den er bedecken sollte. Gleichzeitig formte dieser Prozess den Silberdraht zu einer Rille, was den Lötvorgang an diesen Silberkanten erleichterte.
Matthew Boulton aus Birmingham war ein Meister der Verarbeitung dieser gefädelten Silberränder und brachte die Kunst zu bemerkenswerter Perfektion. Gelegentlich stempelte er die Worte „SILVER BORDERS [Marke]“ als sein eingetragenes Warenzeichen, während Hersteller aus Sheffield gelegentlich mit dem Stempel „SILVER EDGES“ auf ihre Waren aufmerksam machten.
Mit der Einführung von Silber mit abgerundeten Kanten um 1789 verbreitete sich das System separater Formträger für Teller, Servierteller , Terrinen , Saucieren, Salzfässer usw. Diese Träger wurden aus dünnem Silber mithilfe von in lange Streifen geschnittenen Stempeln geprägt und konnten, gefüllt mit einem Lot aus Blei und Zinn, leicht in jede gewünschte Form gebogen werden. Diese Träger wurden wie folgt gefüllt: Nachdem die Außenkanten sorgfältig mit einer Mischung aus Leim und Bleiweiß poliert worden waren, wurde der Träger in eine Gipsform oder ein Bett aus Calais-Sand gelegt. Dann wurde das geschmolzene Lot mit einer kleinen Schöpfkelle hineingegossen. Ein heißer Lötkolben des hier abgebildeten Typs wurde dann vorsichtig über die Oberfläche des geschmolzenen Lots gerieben und Harzpulver wurde verwendet, um den Träger schneller zu „versiegeln“, wodurch das Lot fließe. Während die Legierung schmolz, wurde die Oberfläche mit einem in Öl getauchten Holzstück sanft abgerieben, um ihre absolute Ebenheit sicherzustellen und die auf der Form verbliebenen Kanten des Trägers leichter entfernen zu können. Dies war mit Hilfe eines Glätteisens, Daumendruck und anschließendem Feilen leicht möglich.
In den nächsten 10 bis 15 Jahren gab es bei diesen Trägern allerdings keine große Stilvielfalt; sie beschränkten sich zunächst auf leichte Verzierungen wie Formteile, Filetierungen sowie gerade und schräge Godronen .
Indem sie beim Prägen solcher Silberträger eine metallische Ablagerung oder einen äußeren Silberrand beließen, wurden die Arbeiter bald geschickt darin, solche Kanten umzudrehen und so das blanke Kupfer zu verbergen, ohne immer abgerundete Kanten verwenden zu müssen, die separat auf das Silber gelötet wurden. Gegenstände, die man heute mit Silberkanten findet, sind ziemlich gleichmäßig in solche aufgeteilt, die „ überlappt “ wurden, und solche, die „separat aufgelötet “ wurden. Beispielsweise wird ein Starterteller mit einem einfachen, mit Godronen verzierten Rand höchstwahrscheinlich einen überlappenden Rand haben; umgekehrt wird ein Teller mit komplexer Muschel- und Godronenverzierung und einem geformten Körper eher einen Rand haben, der durch separates Löten entstanden ist.
Die häufigste Qualität antiker Keramik zeichnet sich durch das Vorhandensein einer deutlich erkennbaren abgeschrägten Kante auf der Rückseite des Halters aus, die das Lot deutlich hervorhebt, während in den beiden vorherigen Fällen nur das Silber sichtbar ist.
Das Fehlen dieser Silberfäden ist keineswegs ein Hinweis auf mindere Qualität; in vielen Fällen haben manche Hersteller in späteren Epochen die Kanten sogar so geschickt bearbeitet, dass nur bei sehr genauer Betrachtung eine Trennlinie zwischen den Körpern und den Rückseiten der verschiedenen Artikel erkennbar ist. 56 Insgesamt ist jedoch der sogenannte überlappende oder aufgelötete Rand die Art der Verarbeitung, die Experten bei der Auswahl eines Old Sheffield Plate- Artikels am meisten anspricht.
Nachdem Samuel Roberts fast 40 Jahre lang als Pionier die Verwendung von Silberrändern zur Befestigung aller von ihm hergestellten Sheffield-Plate- Artikel bewirkt hatte, meldete er 1824 ein Patent an, das es ihm ermöglichte, auf solche Ränder zu verzichten. Sein Ziel bestand, wie er in seiner Spezifikation beschrieb, darin, Sterlingsilber so zu imitieren, dass selbst ein Experte nicht mehr zwischen silbernen und plattierten Artikeln unterscheiden könnte, wenn man sie nebeneinander legt. Seine Methode war folgende: Der äußere Rand des Artikels wurde auf die Form des gravierten Silberrandes abgefeilt, allerdings etwas kleiner, und ein Silberdraht der erforderlichen Dicke wurde mit Messing an diesen äußeren Rand gelötet. Der Rand wurde sorgfältig flachgehämmert , wodurch er die nötige Breite und Festigkeit erhielt. Auf diese Weise ragte der äußere Rand etwas über den verzierten Silberrand hinaus, und als dieser Punkt erreicht war, wurden die beiden Ränder auf die übliche Weise verlötet. Anschließend wurde der überstehende Teil der messingverlöteten Silberaußenkante, der nun über die verzierte Silberkante hinausragte, mit einer Feile entfernt und die beiden Kanten vorsichtig aneinander poliert, bis die Verbindung tatsächlich aufgehoben war.
DIE EINFÜHRUNG DER GRAVUR
Um 1789 kam die Glanzgravur bei Teekannen, Kaffeekannen, Teekannenständern, Serviertabletts usw. in Mode. Auch diese neue Form der Verzierung wird Samuel Roberts zugeschrieben. Ursprünglich wurden Gravuren nur auf einseitig plattierten Gegenständen vorgenommen, wofür eine beträchtliche Schichtdicke von nicht weniger als 24 Unzen Silber pro 8 Pfund Metall erforderlich war. Bei einer derartigen Silberdicke konnte die tiefe Glanzgravur problemlos durchgeführt werden. Beispiele für diese Art der Verarbeitung sind jedoch recht selten. Das hier abgebildete Tablett ist ein Beispiel. Nach 120 Jahren des Tragens ist die Oberfläche in demselben hervorragenden Zustand wie bei ihrer ursprünglichen Herstellung.
Das Gravieren ist ein weit verbreitetes Verfahren und eng mit dem Ziselieren verwandt, sodass eine ausführliche Beschreibung hier überflüssig ist. Der zu gravierende Gegenstand wurde nicht in Pech getaucht, da der Druck des Graveurs zu gering gewesen wäre, um seine Form zu verändern. Wie beim Ziselieren wurde das Modell vor dem Gravieren mit Gips bedeckt und auf dem Gegenstand definiert. Der einzige Unterschied in der Vorgehensweise bestand im „Ausheben“ 57 oder Herausarbeiten des Modells aus dem Metall mit kleinen, scharfen Werkzeugen, die in ihrer Art chirurgischen Instrumenten sehr ähnlich waren. Diese mussten während des Gebrauchs ständig geschärft werden.
Die im Flachrelief gemeißelten Gegenstände ähneln denen, die dem Gravurverfahren unterzogen wurden, so sehr, dass nach mehreren Jahren des Gebrauchs und der daraus resultierenden Glättung der scharfen Kanten die einzige sichere Möglichkeit, festzustellen, ob ein Flachrelief gemeißelt wurde, darin besteht, den Gegenstand umzudrehen und zu prüfen, ob im unteren Teil des Modells ein Profil vorhanden ist. Wenn dies der Fall ist, handelt es sich eindeutig um ein Flachrelief.
Die Unverzichtbarkeit silberner Schilder bei der Gravur von Köpfen, Monogrammen und Inschriften
Eine unüberwindbare Schwierigkeit für die frühen Tafelgeschirrhersteller war die Beschaffung von Material zum Gravieren von Wappen und Wappenschildern. Beispiele für Silberbesteck aus dem 18. Jahrhundert ohne Wappen, Wappen usw. oder Initialen als Verzierung sind so selten, dass sie eine Ausnahme von der Regel darstellen. Dies deutet auf einen allgemeinen Wunsch der Öffentlichkeit nach plattierten Gegenständen hin, die wie Silber mit Emblemen versehen werden können. Hätte der Hersteller diese Arbeit während der Herstellung des Gegenstands übernommen, wäre die Flachreliefgravur eines Wappens oder Monogramms zwar ein kostspieligeres Unterfangen, aber keine besonderen Schwierigkeiten gewesen, und wir finden diese Methode gelegentlich recht zufriedenstellend ausgeführt.
Die Artikel mussten aus dem Lager des Herstellers ausgewählt werden, bevor sie im Einzelhandel zum Verkauf angeboten wurden. Da der Transport kleiner Pakete zu und von den verschiedenen Fabriken nicht so schnell war wie heute, war es notwendig, die Artikel in der Produktionsstadt zu gravieren. So stellten wir fest, dass in den ersten 25 Jahren nach der Entstehung dieser Industrie bei der Herstellung der Artikel eine viel größere Menge Silber aufgebracht werden musste als üblich. Dies geschah nach der Erfindung der später eingeführten ausgeklügelten Vorrichtungen, um den einzigen Bereich, an dem wahrscheinlich eine Gravur erforderlich war, mit Silber zu verdicken.
Jede Stadt, unabhängig von ihrer Größe, hatte einen lokalen Graveur, der in der Regel für die verschiedenen Einzelhändler der Region arbeitete. In London hatten die Juweliere im Einzelhandel genügend solcher Arbeiten vorrätig, um die Beschäftigung von Graveuren, die in ihren eigenen Werkstätten arbeiteten, finanziell zu unterstützen.
Vielleicht verdeutlicht nichts das Ausmaß, in dem die besten Familien des Landes Old Sheffield Plate kauften, besser als die zahllosen Wappen und Schlüsselschilder, die man auf Antiquitäten findet. Ihre Verarbeitung ist fast immer bemerkenswert und kein echter Sammler käme je auf die Idee, sein eigenes Wappen oder Monogramm zu entfernen oder durch das eines antiken Stücks zu ersetzen. Jede derartige Entfernung, unabhängig davon, ob es sich um einen Silbergegenstand oder Old Sheffield Plate handelt, ist reiner Vandalismus und kann in keinem Fall vorgenommen werden, ohne das Aussehen und den inneren Wert des Gegenstands ernsthaft zu beeinträchtigen. Die minimale Silberauflage, die zum Gravieren solcher Embleme erforderlich war, betrug 12 Unzen Silber auf 8 Pfund Metall und die geschickten Graveure der damaligen Zeit arbeiteten mit dem, was als „ Seitenstrich “ bezeichnet wurde: Das Gravierwerkzeug wurde in einem steilen Winkel gehalten. Das auf der vorherigen Seite abgebildete Stück ist ein hervorragendes Beispiel für diese Art der Verarbeitung. Dank eines sehr dünnen Schnitts konnte der Graveur geschickt vermeiden, das darunterliegende Kupfer zu durchdringen. Und obwohl die Details nicht so scharf sind wie bei einem Stück aus massivem Silber, hielt das Stück dennoch 138 Jahre, ohne dass es neu beschichtet werden musste.
Die Methode des Innenschweißens von extra starkem Beschichtungsmetall zum Gravieren von Wappen
Um 1789 waren auf den meisten Tee- und Kaffeekannen sowie Teekesseln Silberstreifen für dekorative Gravuren aufgelötet und extraharte, versilberte Schilde für Wappen oder Monogramme eingelötet. Dieses Datum kann grob als der Beginn der Einführung separater Schilde für Gravuren jeglicher Art angesehen werden. Diese letztgenannte Vorgehensweise war damals eine der brillantesten Errungenschaften des Handwerks, und selbst heute ist die Lötlinie um den Schild herum kaum wahrnehmbar. Aus der Vorderseite des Gegenstands wurde ein rundes oder ovales Stück Metall ausgeschnitten. Anschließend wurde, nachdem man sorgfältig ein Schild ähnlicher Größe aus einem Stück extraharten, versilberten Metalls geformt und ausgeschnitten hatte, dieses fachmännisch mit dem Messing im freien Raum verlötet und so letzteres dauerhaft zusammengehalten. Nachdem das überschüssige Lot sorgfältig vom Schild entfernt worden war, wurde eine kleine, geschwungene Linie leicht um die Vorderseite geritzt, sodass der Blick von der fast unsichtbaren Lötlinie an den Kanten des Schildes abgelenkt wurde. Besonders bemerkenswert ist, dass solche Silberschilde im doppelt plattierten Metall offenbar mit den gleichen minimalen Schwierigkeiten auf Messing gelötet wurden wie einseitig plattiertes Metall. Letzteres wurde anschließend auf der Rückseite verzinnt und wies offensichtlich keine Spuren des inneren Lots auf der Rückseite auf. Findet man diese Schilde auf doppelt plattierten Gegenständen, fällt auf, dass das Lot durch das anschließende Flachhämmern in die Silberoberfläche hineingezogen wurde, sodass die Abgrenzungslinien nur noch erkennbar sind, wenn man den behandelten Teil bei schwachem Licht betrachtet. Die Abbildung der Mitte eines Teekannenständers auf dieser Seite, die den Vorgang veranschaulicht, zeigt Vorder- und Rückseite und bedarf keiner weiteren Erläuterung. Im Gegensatz dazu gibt die abgebildete Seite des Katalogs die zusätzlichen Kosten an, die um 1789 für diese Art von Arbeit berechnet wurden. Die Tatsache, dass die späteren Kataloge zwar Silberschilde (die den verschiedenen Gegenständen beigefügt waren) erwähnen, im Gegensatz zu den frühen Katalogen jedoch keine zusätzlichen Kosten für deren Herstellung angeben, ist ein deutlicher Hinweis auf die Arbeitsersparnis durch das spätere Einreiben der Schilde . Es wurde beispielsweise eine Zuckerdose mit einem gravierten Silberband gefunden – ähnlich dem auf der Teekanne unten auf der Seite abgebildeten –, das offensichtlich durch das auf S. 93 beschriebene Verfahren, bekannt als „ Einreiben oder Aufbringen durch Hitze“, befestigt wurde. Für die Behandlung einer so großen Oberfläche muss diese Aufbringungsmethode jedoch sehr schwierig und mühsam gewesen sein.
Die Firma D. Holy, Wilkinson & Co. war besonders gut darin, extrastarke, versilberte Schilde innen zu verlöten. Offensichtlich verfügten sie über äußerst geschickte Arbeiter in ihren Werkstätten, und die Perfektion dieser in Einzelteilen erhaltenen Schilde ist so groß, dass man sie noch heute mit dem berühmten Markenzeichen findet. 59
Die Kunst des Lötens hatte zu dieser Zeit ein fast wissenschaftliches Niveau erreicht. Zwei schöne Beispiele für das Können des Handwerkers sind hier abgebildet. Die Ränder um die Platte und die gewellte Schale bestehen aus massivem Silber und wurden mit Messing auf das plattierte Metall gelötet. Die Arbeit ist jedoch so kunstvoll ausgeführt, dass die Trennlinie zwischen den beiden Metallen erst erkennbar ist, wenn die Gegenstände oxidiert sind, wie in diesem Fall. 60 Solche massiven Silberränder findet man häufig bei Gegenständen wie Soßen- und Butterschiffchen usw., deren Ränder, die Butter oder Fett ausgesetzt sind, nur schwer gründlich zu reinigen wären, wenn sie mit spitz zulaufenden, mit Zinn gelöteten Kanten hergestellt würden.
Die Erfindung der Anwendung von Silberschilden durch Hitze
Die nächste Erfindung im Zusammenhang mit der Gravur von Wappen und Mustern in Silber war das „ Einreiben eines Silberschildes “. Dieser Vorgang ließ sich viel schneller und zufriedenstellender durchführen als das „ Einlassen “. Stücke mit dieser letzteren Form von Silberschilden werden viel wichtiger , als sie verdienen. Sie wurden offenbar vor 1810 nicht flächendeckend verwendet und sind weit davon entfernt, eine Garantie für gute Qualität zu sein – im Gegenteil. Zu dieser Zeit erschöpften sich die Silbervorkommen, und dünn plattierte Metallstücke waren schwer zu handhaben, wenn die Schilde der Graveure innen verlötet waren.
Das Einreiben eines Silberschildes war zwar im Grunde einfach, aber dennoch eine wirklich brillante Erfindung. Wäre da nicht die Mischung aus Geheimniskrämerei und Eifersucht unter den konkurrierenden Herstellern jener Tage gewesen, wären über Wilks, dem die Erfindung zugeschrieben wird, sicherlich mehr Informationen bekannt. Wäre er der Erfinder sowohl des fortschrittlichen Drahtgalvanisierungsverfahrens als auch der Anwendung von Silberschilden , wäre es kein kleines Rätsel, warum er für diese beiden Erfindungen nie ein Patent angemeldet hat. Hätte Samuel Roberts das fortschrittliche Drahtgalvanisierungsverfahren für sich beanspruchen können, hätte er zweifellos ein Patent erhalten, aber das war nicht der Fall. Wie es bei Erfindungen häufig der Fall ist, wurde Wilks' Methode, soweit wir wissen, von Roberts weiterentwickelt, aber leider ist aus der Geschichte nicht bekannt, wie oder in welchem Umfang.
Nachdem der Handwerker die Oberfläche, auf der der Schild befestigt werden sollte, durch Hämmern geglättet hatte, schnitt er ein rundes oder quadratisches Stück aus „dünnem“ Silber, normalerweise etwa 4 Gauge dick, passend für den zu befestigenden Gegenstand. Mit Ausnahme von Tellerdeckeln wurden solche Schilde vor dem Formen angebracht – die größten Schilde maßen 4 x 4 1/2 Zoll. Schilde wurden im Allgemeinen nicht an Gegenständen angebracht, die kleiner als die kleinsten Teekannen waren, obwohl dies bei großen Zuckerdosen und Sahnekännchen der Fall war. Nachdem der Handwerker den Schild über kleiner Flamme erhitzt hatte, glättete er ihn auf der gesamten Oberfläche und hämmerte die Kanten ab, um sie so dünn wie möglich zu machen. Anschließend bereitete er die beiden zu verbindenden Oberflächen vor, indem er sie mit feinem Ziegelmehl einrieb und sorgfältig alle Verunreinigungen entfernte. Der Schild wurde so nah wie möglich an der Mitte des Gegenstands platziert und mit einem um die Mitte des Blechs gebundenen Draht befestigt. Anschließend wurde er in der Flamme vorsichtig bis zur matten Rotglut erhitzt. Der Schild war nun mit der Blechoberfläche verbunden, und der Draht konnte entfernt werden. Der Arbeiter begann dann, seinen Polierer von der Mitte aus und ohne ihn anzuheben, schnell über die Schildfläche hin und her zu bewegen, bis die gesamte Oberfläche glatt gestrichen und somit vollständig geglättet war. Dabei musste darauf geachtet werden, dass keine Luft in den Weg des Polierers gelangte, da sich sonst Blasen bilden würden, die sichtbar würden, wenn der gesamte Gegenstand erneut der Hitze der Flamme ausgesetzt würde. In diesem Fall müsste der gesamte Gegenstand erneut bei matter Rotglut poliert werden, und sobald die Blasen verschwunden wären, könnte der Poliervorgang fortgesetzt werden.
Nachdem die Verbindung hergestellt war, wurde der Rohling mit Säure gereinigt und mit Wasser gewaschen und dann gehämmert, bis die Abschirmung bündig mit der Oberfläche des Gegenstands abschloss, in die sie poliert worden war. Mit anderen Worten: Die silberne Abschirmung wurde in die plattierte Oberfläche „gedrückt“. Am besten lässt sich dieser Vorgang als Verdickung des Metalls beschreiben.
Der Rohling war dann bereit zum Glühen, aber der Schild wurde noch einmal sorgfältig poliert, während er noch heiß war. Um sicherzustellen, dass er absolut stabil war und keine Blasen sichtbar waren, wurde die gesamte Oberfläche (mit einem Hammer, dessen Schlagfläche mit einem sorgfältig ausgewählten Stück glatten Stoffs bedeckt war) auf einen sauberen, polierten Hammerblock gehämmert.
Die hier gegebene Beschreibung hat hinreichend veranschaulicht, wie sorgfältig dieser äußerst heikle Prozess bei der Herstellung antiker Keramik durchgeführt werden muss. Es überrascht nicht, dass ein erfahrener Arbeiter diesen Vorgang in der Hälfte der Zeit seiner weniger kompetenten Kollegen durchführen konnte. Tatsächlich war die Fähigkeit eines Arbeiters in diesem Bereich einer der aussagekräftigsten Tests seiner Fertigkeit. Viele waren völlig erfolglos, und es war üblich, die allgemeine Unfähigkeit eines Arbeiters mit der Aussage auszudrücken, er sei der Aufgabe, einen Silberschild richtig einzureiben, nie gewachsen gewesen.
Der Grund, warum ein Silberschild auf einem unpolierten Stück Old Sheffield Plate so deutlich zu erkennen ist, liegt nicht, wie allgemein angenommen, an den umgebenden Haftpunkten, die auf seine Anwesenheit hinweisen, sondern daran, dass das Schild aus reinem Silber bestanden haben muss, während die Oberfläche, in die es eingerieben wurde, aus gewöhnlichem Silber oder 925/1000-legiertem Silber bestand. Bei genauer Betrachtung fällt der Farbunterschied zwischen reinem und gewöhnlichem Silber auf. Es ist durchaus üblich, dass das Schild nur leicht verfärbt ist, während die Oberfläche des Gegenstands durch die Witterungseinflüsse stark angelaufen erscheint. Allerdings lief selbst gewöhnliches Silber, mit dem Kupfer plattiert wurde, doppelt so schnell an wie heutige galvanisierte Gegenstände. Das liegt daran, dass das in Partikeln abgelagerte Silber, wie es bei der elektrolytischen Sedimentation entsteht, porös ist und nie die wesentlich höhere Härte erreicht, die durch das Walzen erreicht wird. Nach längerer Lagerung wird man feststellen, dass das Silberschild mit der Zeit eine dunklere Farbe angenommen hat als die anhaftende Silberoberfläche des Gegenstands selbst. Manche Leute neigen dazu zu glauben, dass Old Sheffield Plate ohne dieses eingravierte Silberschild von minderer Qualität sei, da sie das Fehlen als Zeichen minderer Qualität betrachten, aber sie irren sich. Dennoch sollte das Vorhandensein des Schildes ein greifbarer Beweis dafür sein, dass es sich bei dem Gegenstand um echtes Old Sheffield Plate handelt und auch, dass er ursprünglich richtig hergestellt wurde, auch wenn er nicht unbedingt sehr gut plattiert wurde. Obwohl es in Sheffield heute Arbeiter gibt, die erfolgreich Silberschilde auf das Blech aufbringen können, wäre es für den Hersteller derzeit nicht praktisch, auf diese Methode zurückzugreifen, da beim Galvanisierungsprozess die Gravur nach dem Aufhellen erfolgen kann und die Plattierung des Artikels anschließend erfolgt, wodurch eine gleichwertige Silberablagerung auf seiner gesamten Oberfläche sichergestellt wird.
DER FRANZÖSISCHE PLATTENVERFAHREN
Die französische Galvanomethode wurde wie folgt durchgeführt: Der Arbeiter entnahm einem kleinen Päckchen ein dünnes Blatt aus reinem Silber, kratzte und reinigte das zu bearbeitende Teil sorgfältig ab und brachte dann das Blatt an, nachdem er es erheblicher Hitze ausgesetzt hatte (obwohl auf den Gegenstand selbst keine Hitze angewendet wurde). Anschließend polierte er das Blatt vorsichtig und übte dabei erheblichen Druck aus, bis es vollständig auf der zu behandelnden Oberfläche haftete. Während der Arbeiter ein Blatt polierte, erhitzte er ein anderes, bis es einsatzbereit war. Dies sparte viel Zeit, und die Blätter wurden übereinander aufgetragen, bis die erforderliche Dicke erreicht war. Es konnten mehrere Blätter gleichzeitig aufgetragen werden, wobei sorgfältig darauf geachtet werden musste, schnell die nötige Hitze zu erreichen. Wie viele andere Methoden war auch diese einfach; die Hauptziele waren Schnelligkeit und Liebe zum Detail beim Polieren. Je nach Wunsch des Arbeiters konnten auf diese Weise bis zu 50 Platten behandelt werden. Bei der Reparatur von Gegenständen aus Sheffield-Plate waren 3 oder 4 ausreichend.
Auf die französische Galvanisierung ist kein ewiger Verlass. Ihre anerkannte Nützlichkeit zeigte sich bei kleinen Reparaturen, wenn bei der Herstellung eines Artikels versehentlich ein Fehler auftrat, der das blanke Kupfer freilegte. Jeder Arbeiter hatte für solche Reparaturen ein Bündel dünner Silberbleche bereit und musste ein Experte in der Kunst der französischen Galvanisierung werden. Ein geschickter Arbeiter konnte die Aufgabe so schnell erledigen, dass die alte Schule der Mechaniker auch viele Jahre nach der Einführung der Galvanisierung noch regelmäßig auf diese Methode zurückgriff. 61 Die französische Methode der Galvanisierung war bei großen Kupferflächen ziemlich mühsam anzuwenden, und was die Herstellung von Silberschilden mit dieser Methode betrifft, ist es höchst fraglich, ob der Druck des Graveurwerkzeugs nicht dazu neigte, die verschiedenen dünnen Silberbleche, aus denen eine Oberfläche bestand, zu verschieben.
Aus der Abbildung auf der gegenüberliegenden Seite geht ganz klar hervor, dass ohne diese raffinierte Restaurierungsmethode viele Geschirrteile, die ihre heutige Existenz der rechtzeitigen Hilfe durch die Anwendung des französischen Beschichtungsverfahrens verdanken, auf dem Schrottplatz gelandet wären.
Die Anmerkungen zu diesem Thema im französischen Abschnitt dieses Werks (siehe S. 167) weisen darauf hin, dass das französische Galvanisierungsverfahren viele Jahre vor der flächendeckenden Einführung der Schmelzgalvanisierung erfunden wurde. Die Annahme, es sei auf die Kanten dünner, rauer Oberflächen wie Kerzenständerfüße, Servierbretter usw. anwendbar, wird jedoch durch die Forschung nicht gestützt; die Haltbarkeit der französischen Galvanisierung hing ausschließlich davon ab, ob sie auf Teile aufgebracht wurde, die übermäßiger Reibung oder starkem Verschleiß ausgesetzt waren. Beachten Sie den schmelzgalvanisierten Dollar auf S. 395. Hätten sich die Birminghamer Hersteller solcher Artikel auf das französische Galvanisierungsverfahren zur Kantenbeschichtung verlassen können, wäre ihre Herstellung recht einfach gewesen; die Schwierigkeit lag jedoch in der Plattierung der Kanten.
34 Englische Bezeichnung für Flachrelief-Hämmern ( Anmerkung der Redaktion ).
35 Obwohl das Gesetz von 1696 „jedem Wirt einer Taverne, eines Bierhauses oder einer Gaststätte oder jedem Verkäufer von Wein, Bier oder Spirituosen im Einzelhandel untersagte, Gegenstände aus bearbeitetem oder verarbeitetem Silber oder sonstige Gebrauchsgegenstände, mit Ausnahme von Löffeln, öffentlich zu verwenden oder zur Verwendung auszustellen, bei Androhung der Beschlagnahmung derselben“, besaß dieses Hotel zum Zeitpunkt seiner Geschäftsaufgabe vor etwa 15 Jahren eine beträchtliche Menge Silbergeschirr , von dem sich ein beträchtlicher Prozentsatz während der Geltungsdauer des Gesetzes in den Räumlichkeiten befunden haben muss.
36 Unter anderem wird in diesem Hotel noch immer eine Aalpastetenform von Old Sheffield Plate verwendet, die aussieht, als wäre sie vor weit über einem Jahrhundert hergestellt worden.
37 Soziale Gruppe, die Personen mit vermögendem Status umfasst, die jedoch nicht dem Adel angehören. Zum Landadel zählten insbesondere die Grundbesitzer ( Anmerkung der Redaktion ).
38 Herr James Dixon von J. Dixon & Sons erklärt, dass „bis zur Mitte des 19. Jahrhunderts der Handel seiner Firma mit Amerika so wichtig war, dass einer der Seniorpartner es praktisch fand, dort zu leben, und sie hatten dort sogar vier Vertreter. Als 1861 der erste große Schutzzoll in Kraft trat, kam der Handel der Firma mit diesem Land zum Erliegen.“
39 Im britischen Rechtssystem ist er der Anwalt, der befugt ist, Fälle vor unteren Gerichten zu vertreten ( Anmerkung des Herausgebers ).
40 Die reich verzierten Formen aus der späten georgianischen Zeit, die sich noch immer im Besitz der Familie Sissons befinden und insbesondere für die Herstellung großer Tabletts und Servierplatten bestimmt waren, sind sehr zahlreich. Die Firma beschäftigte zeitweise nicht weniger als 13 Formenbauer, die in den Gebäuden arbeiteten.
41 Wie wir im letzten Teil des Werkes lesen werden, könnte der Begriff sowohl eine Variante der Terrine als auch der Sauciere bezeichnen ( Anmerkung des Herausgebers ).
42 Sorten Butterbehälter ( Butter ) in Form eines Bootes ( Boot ) ( Ed. ).
43 Die Karosserien wurden von Hand gefertigt.
44 Genau, „Teekessel“ ( Anmerkung des Herausgebers ). Matthew Boulton aus Birmingham schreibt in einem Brief aus London an seine Frau im Jahr 1767: „Ich muss Ihre Majestät wieder besuchen, sobald unsere dreibeinige Teeküche angekommen ist.“
45 Der Begriff „Bit“ bezeichnet im Allgemeinen den schneidenden Teil eines Werkzeugs, genauer gesagt den Bohrer, den Meißel, den Schraubstock einer Zange, den Bit im Schlüssel oder das Pferdegebiss ( Anmerkung der Redaktion).
„ Es war nicht möglich, die Bedeutung des Wortes wiederherzustellen, da es in den zwei- und einsprachigen Wörterbüchern nicht vorhanden ist ( Anmerkung des Herausgebers ).
„ Es war nicht möglich, die Bedeutung des Wortes wiederherzustellen, da es in den zwei- und einsprachigen Wörterbüchern nicht vorhanden ist ( Anmerkung des Herausgebers ).
¨ Britische Gewichtseinheit, entspricht 6,35 kg. ( Anmerkung der Redaktion ).
© Bezeichnungen, die auf die Eisen- bzw. Behältersorte hinweisen ( Anmerkung der Redaktion ).
45 Unter „Strippen“ versteht man das Entfernen der Metallablagerung durch Elektrolyse ( Anmerkung der Redaktion ).
46 Wort mit verschiedenen Bedeutungen, hier im Sinne von „Abfall“ verwendet ( Anmerkung der Redaktion ).
47 Gilbert Dixon, von 1736 bis 1777 stellvertretender Anwalt der Sheffield Cutlers' Society, war der Neffe des ersten Richard Dixon und Onkel von John Dixon. In der History of the Cutlers' Society, Band I, S. 295, berichtet er von einigen Glasflaschen, die sein Vater hergestellt hatte.
48 „ Rotherham “ von Guest, S. 687.
49 Siehe „ An Essay on the Manufacture in Ireland “ von Thomas Wallace, Dublin, 1798; siehe auch die Proceedings of the Royal Irish Academy, Bd. XXIX, Abschnitt C Nr. 3, „ Glass Manufacture in Ireland “, herausgegeben von M. S. D. Westropp.
50 Wörtlich „Feuervergoldung“ ( Anmerkung des Herausgebers ).
51 Übersetzung des Ganzen, einschließlich der Maßangaben: „Sheffield leichte Versilberung, 77,75 g (und sogar 62,22 g) für 3,628 kg“. 1 dwt oder Pennyweight entspricht 1,555 g, während 1 lb. (Unze) 453,6 g entspricht. ( Anmerkung des Herausgebers )
52 Übersetzt: „Sheffield schwere Versilberung, 124,44 g x 3,628 kg“. ( Anm. d. Red. )
53 Es fällt auf, dass Messing während der gesamten industriellen Periode von den Sheffielder Galvaniseuren häufig verwendet wurde, allerdings immer verborgen. Die Innenrohre für Teleskopleuchter, die Verschlüsse für Hauptgerichtteller, die Sockel von Krügen und die Schrauben für Leuchter wurden üblicherweise aus diesem Material hergestellt.
54 Siehe S. 106 und 107.
55 Dieser neue Drahttyp sollte plattierten Draht nicht aus Festigkeitsgründen ersetzen, sondern den Gegenstand während des Gebrauchs schützen und sogar sein Aussehen verbessern. Da er aus 925/1000 Silber besteht, bleibt die blanke Kupferoberfläche auch nach Jahren des Tragens nicht an den Gewindekanten sichtbar, wie dies bei plattiertem Draht der Fall ist.
56 Die so veredelten Artikel sind nicht zu verwechseln mit der preisgünstigen Veredelung mit einer abgeschrägten Kante auf der Trägerrückseite (wie in Abbildung 3 auf der vorherigen Seite).
57 Bradbury verwendet das Verb „ scoop “, das normalerweise verwendet wird, um das Graben im Sand mit einer Schaufel oder einem anderen Werkzeug zu bezeichnen ( Anmerkung des Herausgebers ).
58 Wörtlich: „Der Seitenhieb“ ( Anmerkung der Redaktion ).
59 Weitere Einzelheiten zu diesem Unternehmen und den von ihm verwendeten Marken finden Sie auf S. 433.
60 Herr Dudley Westropp aus Dublin besitzt einen Kammerleuchter ohne Stütze, dessen Kanten am Sockel ähnlich behandelt wurden. Es gibt auch andere Exemplare mit der Marke Boulton.
61 Bei kleinen blanken Stellen auf Artikeln, die durch Galvanisieren entstanden waren – während des Poliervorgangs –, griff der 1890 verstorbene Direktor der Werke von Bradbury & Sons, Castleton, regelmäßig auf das französische Galvanisierungsverfahren zurück, anstatt die Artikel abzuziehen und vollständig neu zu galvanisieren, und die Ergebnisse waren immer zufriedenstellend.
TEIL V
Überlebensmethoden mit Abbildungen von Laboren, Werkzeugen und Materialien 62
Bei der Behandlung des Themas „Old Sheffield Plate“ ist es nicht notwendig, den Leser mit langen Beschreibungen von Prozessen zu ermüden, die er ohne eine praktische Demonstration der im Laufe der Geschichte der Branche angewandten Methoden nicht verstehen kann.
Der Autor hielt es daher für vorzuziehen (da dieses Werk das allgemeine Thema der „ alten “ Sheffield-Platte behandeln soll), wenn möglich anhand von Abbildungen verschiedene Methoden zu zeigen, die bis heute überlebt haben und weitgehend auf die gleiche Weise wie vor über einem Jahrhundert durchgeführt werden. Die Abbildungen wurden aus alten Werkstätten, Werkzeugen, Formen und üblichen Umweltbedingungen entnommen und bewusst ausgewählt, da sie den Zeitraum abdecken, in dem die Industrie florierte.
Oben wurden ausführliche Beschreibungen gegeben, deren Vorgehensweisen in einigen Fällen nicht ganz denen entsprechen, die heute gängig sind. Wann und wie die allerersten Stücke Old Sheffield Plate entstanden, lässt sich nur grob feststellen, insbesondere durch Schlussfolgerungen. Vor einem halben Jahrhundert gab es mehr Material, um dieses Thema umfassend und genau zu behandeln. Damals jedoch befanden sich die alten Plattierer in einer Notlage; und wer von ihnen hätte den Mut gehabt, irgendjemanden für das zu interessieren, was die Welt damals weitgehend als dekadente Branche betrachtete? Es stellte sich heraus, dass die alten Hersteller, mit ein oder zwei kleinen Ausnahmen, die verschiedenen Entwicklungsstadien ihres Handwerks nicht für interessant genug hielten, um sie zum Nutzen und zur Belehrung nachfolgender Generationen aufzuzeichnen. Sie wären zweifellos sehr erfreut gewesen, wenn sie hätten erkennen können, in welchem Ausmaß die Künstlerwelt heute die Sorgfalt und Präzision zu schätzen gelernt hat, die sie bei der Herstellung ihrer Kunstwerke an den Tag legten.
DIE VERWENDUNG VON STAHLFORMEN
Die Verwendung von Stempeln zum Prägen von Münzen und anderen Gegenständen im Silberschmiedehandwerk ist sehr alt, und ihre Verwendung zum Formen und Verzieren von Messergriffen in Sheffields Messerschmiedegeschäften war den Bürgern schon viele Jahre vor Boulsovers Entdeckung vertraut. Natürlich wurde das Prägen daher bald in einem Maße in der Keramikproduktion angewendet, dass es der Kunst des Stempelmachers neuen Schwung verlieh. Das Schneiden dieser Stempel aus Stahl vor dem Tempern erforderte äußerstes handwerkliches Geschick. Wie der Bildhauer verwendete der Stempelmacher kleine, gehärtete Meißel, um die verschiedenen Details seiner Modelle vollständig von Hand zu schnitzen, und die beiden Vorgehensweisen waren nahezu identisch, außer dass der Stempelmacher Stahl bearbeitet und konkave Formen herstellt, während der Bildhauer Marmor und Stein bearbeitet und seine Produkte konvex sind.
Es wurde darauf hingewiesen, dass die Formen der frühesten Beispiele plattierter Waren nicht die klare, scharfe Kontur aufweisen, die in der Adam-Zeichnung und anderen späteren Zeichnungen zu finden ist. Es wurde argumentiert, dass die Waren zunächst nur grob durch die Matrizen geformt wurden und den starken Belastungen des kontinuierlichen Stanzens nicht so gut standhalten konnten wie die späteren, als das Abschrecken und Anlassen von Gussstahl deutlich verbessert worden war.
Bei genauer Betrachtung der frühesten erhaltenen Exemplare fällt sofort auf, wie verhältnismäßig wenige Gegenstände gleichen Designs in all ihren Details eine absolute Ähnlichkeit aufweisen. Dieser Punkt ist bemerkenswert, da er deutlich zeigt, dass es bei den ersten Herstellern üblich war, mit sogenannten Metallgussformen zu stempeln, deren Haltbarkeit nur für die Herstellung einer relativ kleinen Anzahl von Gegenständen eines bestimmten Designs ausreichte, bevor das Detail durch den Gebrauch unkenntlich wurde. Ein anderes Design wäre dann an seine Stelle getreten. Mit diesen Metallgussformen hergestellte Gegenstände wurden üblicherweise von Hand filetiert. Aus diesem Grund ist es schwierig, einen vollständig von Hand gefertigten und gefüllten Gegenstand von einem durch eine Kombination aus Stempeln und Handarbeit entstandenen zu unterscheiden. Gegenstände wie Tabletts , die umfangreiche Perlen und verzierte Ränder erfordern, können ohne die Hilfe von Formen nie vollständig zufriedenstellend hergestellt werden. Die Abbildung eines Tabletts der ersten Generation auf S. 99 verdeutlicht dies und auch das Scheitern des Versuchs, einen ähnlichen Gegenstand vollständig aus einem Stück Metall herzustellen.
Hier sehen Sie Abbildungen von Kerzenständerformen. Die Formen für die Hauptgerichte und deren Halter sind auf den beiden vorhergehenden Seiten abgebildet.
Das vielleicht feinste handgefertigte Stahlgeschirr, das jemals in Sheffield hergestellt wurde, waren die feinen Stahlformen, aus denen die Kerzenständer der Adam-Zeit geprägt wurden.
A - DIE DRUCKEREI
Die Abbildung auf der nächsten Seite stammt aus der angeblich ältesten Druckerei in Sheffield.
Diese Werkstätten befinden sich ausnahmslos in den Kellern von Fabriken, und in der gezeigten Abbildung wurde das Formbett tief in die massiven Steinfundamente eingegraben, wodurch die durch den Formprozess verursachten Vibrationen so weit minimiert wurden, dass sie fast nicht mehr wahrnehmbar sind.
Der Arbeiter im Vordergrund der Abbildung verwendet einen Entformungsstempel zum Entformen kleiner Hälse oder „ Spannhülsen “, wie sie beispielsweise bei der Herstellung von Kerzenständern und Kandelabern sowie für die Sockel von Zuckerdosen usw. benötigt werden. Links von ihm ist eine Schachtel mit kleinen Stempeln zu sehen, mit denen die kleinen Zwischenräume ausgestanzt werden, in denen die kleineren Teile mit „Kraft“ nicht aus der Form gelöst werden können.
Die Form besteht aus einem großen Metallbett, an dem zwei vertikale Stangen befestigt sind, die mit dem Kopf- und Heckgetriebe verschraubt sind. Eine Riemenscheibe läuft über ein großes rotierendes Rad, das oben am Wellenantrieb der Form sichtbar ist. Daran ist ein dickes Seil befestigt, das wiederum mit einem losen Fallhammer mit geriffelten Seiten verbunden ist, der für die vertikalen Stangen geeignet ist und es der Form ermöglicht, während des Gebrauchs leicht auf und ab zu gleiten. Heute wird dieses Rad durch Dampfkraft ständig in Rotation gehalten.
In der Antike wurde am Ende dieses Seils ein Steigbügel befestigt, in den der Arbeiter seinen Fuß stellte und so mit seinem gesamten Körpergewicht den schweren Hammerkopf anhob. Für schwere Gussteile waren die Dienste eines Mannes mit außergewöhnlicher Kraft erforderlich, um die schwersten Gesenkköpfe anzuheben. Vor der Einführung der Dampfkraft war mit Hilfe der Gesenkhämmer viel harte Arbeit nötig, um die feinen Profile der Träger mit ihrer komplexen Verzierung anzuheben.
B - BEFESTIGUNG DER FORMEN
Die Form wurde genau in der Mitte des Schlägers platziert, auf halbem Weg zwischen den vertikalen Stützen. Mithilfe einer Metalllehre wurde sichergestellt, dass der Schlägerkopf genau in der Mitte der Form lag, um übermäßigen Druck auf beiden Seiten der Stützen zu vermeiden. Die Form wurde mithilfe von verschieden großen Formen, sogenannten „ Hunden “, platziert und an Ort und Stelle gehalten. Vor dem Einschrauben der Form wurde sie unten mit dickem Papier oder Karton ausgestopft. All diese Details mussten sorgfältig beachtet werden, um zu verhindern, dass die Form platzte, riss oder zerbrach, wenn der Schlägerkopf plötzlich fallen gelassen wurde.
Oben und unten an diesen beiden vertikalen Stangen sind in der Abbildung die Schrauben zu sehen, mit denen die Breite der vertikalen Stangen vergrößert oder verkleinert werden konnte, um den unterschiedlich großen Hammerköpfen – ob groß oder klein – gerecht zu werden. Früher war dies sehr praktisch, da man mit diesem Verstellsystem nicht viele verschiedene Hämmer benötigte.
In den alten Hammerköpfen – die auch heute noch häufig verwendet werden – befindet sich ein quadratisches Loch. Darin wurde ein Block aus Schmiedeeisen befestigt, der im Fachjargon als „ Lickup “ bezeichnet wird. Dieser Gegenstand war wie eine Raspel gezahnt, sodass beim Drücken des Hammerkopfes auf die Oberfläche der darunterliegenden Form das inzwischen abgekühlte geschmolzene Blei nach oben gezogen wurde, das den Abdruck der Form angenommen hatte, in der das Metall geprägt werden sollte.
Nachdem die Form befestigt und der Hammerkopf, der den Bleiabdruck des herzustellenden Gegenstands trug, angehoben worden war, wurden mehrere Kupfermünzen (oder Kupferauskleidungen) in die Form gelegt, um zu verhindern, dass das Metall beim Fallenlassen des Hammers zu schnell getroffen wurde und so ein Zerbrechen des Metalls verhindert wurde. Während der Hammerkopf kontinuierlich angehoben und abgesenkt wurde, wurden diese Kupfermünzen nach und nach entfernt, bis der Gegenstand seine endgültige Form annahm, bis schließlich der Hohlkörper in den Vertiefungen der Form mit Hilfe dieser schützenden Kupfermünzen fertiggestellt war.
Kupfermünzen erfüllten noch einen weiteren Zweck: Sie verhinderten, dass die im Kopf des Prägehammers eingelassenen Zinn- und Bleikolben einen Teil ihrer Substanz auf dem Prägestempel ablagerten.
Wäre dies während des anschließenden Glühvorgangs passiert, hätte sich ein Loch durch den Gegenstand selbst gebrannt. Bei Nichtgebrauch wurde der Hammer mit Hilfe eines Hakens, der deutlich sichtbar an den Seiten der vertikalen Halterung befestigt war, von der Form ferngehalten.
DIE BANK ZUM DRAHTZIEHEN
Die Abbildung zeigt eine alte „Drahtziehbank“, die zweifellos als Teil der Ausstattung einer alten Fabrik in Sheffield im Jahr 1775 erwähnt wurde (siehe S. 64). Es ist schwierig zu sagen, wie alt diese Bank tatsächlich ist, aber sie war mit Sicherheit genau 140 Jahre lang ununterbrochen in Gebrauch.
Die im „ Wirtel “-Loch gezeigten Drahtstücke sind Teil des Gewinde- oder Lamellenmusters, das häufig zur Herstellung der Arme verschiedener Kandelabermodelle verwendet wird.
Unter der Bank sind zwei Maundrills zu sehen; sie wurden verwendet, um die verschiedenen Modelle und Größen der Schnäbel, Reifen und Ringe der Kerzenständer zu „zeichnen“. 63 Auf jedem dieser Maundrills sind zwei Wirtel zu sehen, einer zum perfekten Zeichnen der glatten Ringe , dicht auf dem Maundrill selbst, und der andere zum Herausziehen des einmal gezeichneten Rings . Letzterer ist etwas kleiner und daran zu erkennen, dass er am anderen Ende des Wirtels angebracht war. Er konnte erneut gezeichnet werden, indem man ihn umdrehte und um sich selbst rotieren ließ.
Dieselbe Bank wurde auch zum Ziehen verwendet, d. h. zum Strecken und Formen von Metalldrähten in verschiedene Größen und Muster. Das Verfahren lief wie folgt ab: Um zunächst einen „gelenkigen Draht“ herzustellen, einen hohlen Metalldraht, der zur Herstellung von Teekannenrändern verwendet wurde, wurde ein Stück Flachmetall in einen schmalen Streifen geschnitten – nur auf einer Seite plattiert –, dessen Größe und Dicke je nach Größe der Löcher in der Wirtelform variierte, durch die das Stück gezogen werden sollte. Die Kanten des Metalls wurden dann mithilfe einer Feile leicht nach innen abgeschrägt, und ein Ende des Streifens wurde zu einer bleistiftähnlichen Spitze ausgedünnt. Nachdem man es vorsichtig gehämmert hatte, bis es fast halbrund war, wurde ein kleines Stück Runddraht hineingesteckt, das zur Verstärkung an das Ende des anderen Drahtes gelötet wurde. Dieses dünne Ende wurde dann durch das Loch in der Wirtelform gefädelt, das den Draht während des Ziehvorgangs aufnehmen sollte. Die Pinzette wurde dann an diesem dünnen Ende befestigt, wobei sich die beiden Metallschlaufen in der ∩-förmigen Metallschlaufe befanden (wie in der Abbildung gezeigt). Durch allmähliches Drehen des Griffs wurde der Griff der Pinzette fester und das Metall in die Form eines hohlen, runden Drahtes gezwungen. Nachdem der Draht mehrmals der Länge nach über die Werkbank gezogen wurde, zuerst durch die größeren Löcher im Wirtel und dann durch die kleineren, kam er schließlich als vollkommen hohler Draht zum Vorschein, der sich zum Herstellen von Verbindungen und Kanten für verschiedene Artikel eignete, wobei das zentrale Loch immer rund war. Drähte aller Größen und Arten wurden konsequent auf diese Weise gehandhabt.
PEDALDREHBÄNKE
Diese beiden Drehbänke sind interessant, weil sie beide sehr alt sind. Eine davon ist vermutlich diejenige, die in der Inventarliste von 1775 erwähnt wird. Sie befindet sich auf dem „Kerzenständerboden“ und wird als „Drehmaschine“ beschrieben. Sie ist die älteste bekannte Maschine der Branche. Auf der linken Drehbank sehen Sie ein Paar „Klammern“, mit denen Muttern und Schrauben, kleine Kerzenhälse und andere Kleinteile gedreht werden. Auf der rechten Drehbank sehen Sie ein „Futter“ (siehe S. 116), mit dem bei der Herstellung von Kandelaber - Ausgießern Rohre geschnitten wurden. Die Futter wurden auch zum Drehen und manchmal Rotieren der kleineren Teile verwendet, die am häufigsten bei der Herstellung von Kandelaberarmen verwendet werden.
MANUELLE WALZWERKE
Ein Old Sheffield Plate- Werk war ohne ein Paar dieser Walzwerke nie komplett. Obwohl sie später nie in großem Maßstab eingesetzt wurden, waren sie für die Zerkleinerung kleiner Metallstücke unverzichtbar. So sparten sie Zeit beim Zurückschicken der Bleche an die Rotationswalzwerke, wenn kleine Mengen kleiner Stärke benötigt wurden.
Wie bereits erwähnt, erfolgten in den Anfangsjahren sowohl das Schmelzen und Hämmern des Metalls als auch das Walzen zu Blechen vollständig auf dem Gelände einer Fabrik in Old Sheffield Plate . Als dieser Handwalzprozess jedoch in großem Maßstab durchgeführt wurde, war er so aufwendig, dass es leicht verständlich ist, warum Boulsover und Hancock beschlossen, die Fertigung aufzugeben und sich dem lukrativeren Geschäft des Walzens von Blechen (zunächst mit Hilfe von Wasserkraft und später Dampfkraft) für den allgemeinen Handel zuzuwenden.
AUFZÜCHTEN
Das Formen der flachen Oberfläche mit Hilfe eines Holzhammers, in der Branche als „Raising“ bekannt, war ein sehr wichtiger Vorgang, der von der Person, die ihn ausführte, äußerste Geschicklichkeit erforderte, und gehörte zu den bestbezahlten Jobs, die das Handwerk einem Arbeiter zu bieten hatte.
Es lohnt sich zu beachten, wie dieser Vorgang durchgeführt wird. Nehmen wir zum Beispiel eine Teekanne, eine Kaffeekanne, einen Wasserkocher oder einen anderen Hohlgegenstand . Um ihm Form zu geben, muss ein kleiner Dübel in den Körper gesteckt werden – wie in der Abbildung gezeigt – und dann wird der Körper nur mit dem Hammer geschlagen, der auf diesen Dübel einwirkt. Der Hammerschlag hinterlässt am Ende nur einen etwa erbsengroßen Abdruck auf dem Gegenstand. Jeder dieser Schläge muss so ausgeführt werden, dass der vorherige verwischt wird, bevor eine vollkommen glatte, polierte Oberfläche entsteht. Man kann sich daher die unzähligen Schläge vorstellen, die ausgeführt werden müssen, bis das gewünschte Ergebnis erreicht ist.
In der ersten Abbildung ist der Arbeiter beim Formen des Korpus einer Kaffeekanne zu sehen. Nachdem er ein Blech zylindrisch geformt hatte, schweißte er es schwalbenschwanzförmig zusammen, um dem Stück beim Prägen besondere Stabilität zu verleihen. Eine „Klemmverbindung“, wie sie technisch genannt wurde, war weniger bruchanfällig als eine gerade Schweißnaht.
Nachdem das Glasstück in einer kochenden Vitriollösung von allen Verunreinigungen gereinigt wurde, wird die Verbindung zunächst gehämmert, bis sie fast nicht mehr wahrnehmbar ist. Das Stück, das erneut gebrannt wird, um den Scherben auf der gesamten Oberfläche zu erweichen, wird in einem Schraubstock über einem kleinen Block von der in der Abbildung gezeigten Art gehalten. Dann beginnt der Arbeiter mit einem scharfkantigen Holzhammer, den Teil zu „formen“, der später den Hals der Kaffeekanne bilden wird. Mit einem Hammer mit Stahlkopf wird der Scherben dann mit einer Reihe heftiger Schläge bearbeitet, bis die gewünschte Form erreicht ist. Schließlich werden alle Dellen entfernt und mit Hilfe dieses Hammers eine glasähnliche Oberfläche erzeugt.
In der zweiten Abbildung arbeitet der Arbeiter ohne Hilfe an einem Gegenstand aus „flachem Blech“ und schweißt die Teile wie im vorherigen Fall zusammen. Diese Methode wurde konsequent bei der Herstellung von Tassen und Tellerhauben angewendet. Zunächst wird ein rundes Blech auf die für die gewünschte Form erforderliche Größe zugeschnitten. Dann werden breite Rillen in das Blech gehämmert, das wiederum auf einen kleinen, in einem Schraubstock befestigten Dübel gehämmert wird – wie in der Abbildung der getriebenen Kaffeekanne gezeigt – und mit Hilfe eines scharfen Holzhammers wird der Körper in die Form einer Halbkugel gehämmert, die er allmählich annimmt. Mit jedem Schlag wird der Körper ein Stück weiter zurückgezogen, bis die exakte Größe und Form des Gegenstands erreicht ist. Dieses Hand-Repoussé-Verfahren wurde verwendet, um sehr große Gegenstände herzustellen, für die sonst riesige Formen erforderlich gewesen wären (wie Tellerhauben, Teekessel, Kesselkörper, Salatteller usw.).
HEISSPRÄGEN (Stauchen)
Das Heißprägen ist seit frühester Zeit mit der Herstellung von Old Sheffield Plate verbunden. In Sheffield findet man heute noch Prägestempel, die seit über einem Jahrhundert im täglichen Gebrauch sind. Hier wird ein Heißprägewerkzeug gezeigt, bei dem es sich vermutlich um dasselbe handelt, das in der zuvor zitierten Inventarliste aus dem Jahr 1775 erwähnt wird. Dieses Werkzeug war besonders gefragt für die Herstellung von Tellern und Chafing Dishes mit geformten Seiten, Karaffenständern, Teetabletts, Servierplattenrändern , Suppen- und Fleischtellern sowie einer Reihe anderer Artikelteile, für die der Hersteller den Kauf von Stanzstempeln nicht für lohnenswert hielt.
Die Abbildungen auf den folgenden beiden Seiten erläutern die Methode zur Verwendung dieser Formen. Eine erfolgte vollständig von Hand, die andere mit Hilfe eines Hammers. In der ersten Abbildung wird, nachdem der untere Teil eines Tabletts, an dem der Arbeiter arbeitet, flachgehämmert wurde , ein Stück Leder an der „Kiefer“ der Form befestigt, sodass die Silberbeschichtung nicht durch die Oberfläche der Form beschädigt oder abgerieben werden kann (der untere Teil wurde als Oberfläche bezeichnet, der bewegliche obere Teil als Kiefer).
Normalerweise wurde ein Stück hartes, poliertes Kupfer oder sogar ein Stück Leder verwendet, um die Kanten des Gegenstands während des Heißprägens vollkommen glatt zu halten, nachdem dieser zunächst in die Form der Matrize entformt worden war. Unterstützt wurde diese Methode – und das Kupferstück wurde durch ein „Fallgewicht“ an Ort und Stelle gehalten –, das in Abbildung 2 deutlich zu sehen ist, wo der Arbeiter den Rand eines Hauptgerichttellers heißprägt. In Abbildung 1 drückt der Arbeiter das Tablett, nachdem es in die Backen der Matrize gelegt wurde, sanft gegen sich, während er gleichzeitig mit der handgeführten Backe der Matrize auf den Rand schlägt; oder er konnte zu diesem Zweck einen Hammer verwenden, wie in Abbildung 2, wobei jedoch mehr Kraft erforderlich ist, da ein dickeres Metallstück bearbeitet wird. Während Sie den Gegenstand mit jedem Schlag langsam der Länge nach bewegen, müssen Sie sehr darauf achten, ihn nicht auf einmal zu weit zu bewegen, da sonst deutlich ausgeprägte Vorsprünge sichtbar werden und das Aussehen des fertigen Gegenstands ruiniert wird. Nach dem perfekten Heißprägen muss das Tablett sorgfältig erneut laminiert und dann durch die Montagewerkzeuge geführt werden.
Zu den Formen kann man sagen, dass sie außerordentlich zahlreich und in Form und Größe sehr unterschiedlich sind. Die größte, die jemals in Sheffield verwendet wurde, erreichte nie eine Länge von 12 Zoll, und die beiden in den Abbildungen gezeigten sind nur 9 Zoll lang.
ZEICHNEN AUF DER DREHBANK
Was die Sheffield-Platte betrifft, muss das Drehen auf der Drehbank als späte Erfindung betrachtet werden. Der 64-jährige Thomas Nicholson schrieb 1850: „In den letzten Jahren wurden viele Dinge erreicht, indem man mit einem Glätteisen speziell geformte Holzstücke drechselte, was vor 40 Jahren noch unvorstellbar war. Ich erinnere mich, dass man mich dafür ausgelacht hat, aber heute ist es ein wichtiger Vorteil bei der Bearbeitung einzelner Formen.“
Daraus lässt sich ersehen, dass die alten Plattierer bei der Herstellung kleiner Einzelteile eng an ihren Formen festhielten, und bisher konnte keine Forschung die Existenz einer separaten Dreh- und Ziehabteilung (wie sie heute in einer modernen Silberschmiede in Sheffield unverzichtbar ist) vor dem Jahr 1820 nachweisen. Man kann sogar mit Sicherheit sagen, dass dies ungefähr das Datum ist, an dem das Drehziehen in Sheffield als Teil des Plattierprozesses in all seinen Formen eingeführt wurde.
Mit dieser Methode konnte ein Hersteller eine größere Produktpalette herstellen und alternativ auch auf das Drehziehverfahren zurückgreifen. Dieses war zwar etwas teurer, aber auch deutlich schneller, da die Herstellung der Formen sehr zeitaufwändig war und die Herstellung eines neuen Modells vor der Erfindung des Drehziehverfahrens genauso viele Monate in Anspruch nahm wie heute mit Hilfe eines Drehtisches.
Die Erfindung und Einführung des Drehziehverfahrens ist vielleicht den Franzosen zuzuschreiben, denn es ist bemerkenswert, wie sie um 1820–1825 in der Herstellung von plattierter Gusskeramik Fuß fassten. Es ist auch zu beachten, dass dieser Zeitraum als ungefähres Datum für die Invasion der Franzosen auf unseren englischen Märkten mit ihren schnell und billig hergestellten und plattierten Waren angegeben wird. Die Franzosen erledigen diese Arbeit viel bequemer als in unseren englischen Werkstätten. Ihre Methode hat mittlerweile einen solchen Grad wissenschaftlicher Perfektion erreicht, dass ein Mann während der Arbeit auf einem Drehhocker sitzt und praktisch am Ende des Polierers schwingt, wodurch er sein gesamtes Körpergewicht auf den Gegenstand konzentriert, den er zeichnet; der Engländer hingegen steht während der Durchführung des Vorgangs immer und bringt daher nicht mehr Kraft auf, als er durch den Einsatz seiner Arme und das Gewicht seines Kopfes und seiner Schultern aufbringen kann.
Wie aus der Abbildung ersichtlich, befestigt der Arbeiter das zu bearbeitende Metall zunächst mithilfe eines losen Stahlnagels, eines sogenannten „Stifts“, fest auf dem „Dorn“ (so nennt man das zuvor gedrehte Modell, dessen Form dem Ziehteil verliehen werden soll). Anschließend drückt er das Metall mit einem Holz- oder Stahlpolierer nach und nach auf den Dorn, bis es schließlich die exakte Form des Dorns annimmt und so fest und gleichmäßig auf ihm sitzt, als wäre es ein Teil davon. Während dieser ganzen Zeit wird der Dorn mithilfe von Maschinen mit hoher Geschwindigkeit rotiert.
Dieses Schrumpfen des Metalls muss natürlich in Schichten erfolgen, und während des Prozesses muss das Metall ständig geglüht (d. h. erweicht oder, wie es im Fachjargon heißt, „aufgehellt“) werden. Dies geschieht, indem man das Metall zunächst über eine Stich- oder Gasflamme oder anfangs über eine Lampe hält und es dann in einen heißen Ofen legt. Sobald der Kohlenstoff durch die Hitze verschwindet, kann der Prozess erneut begonnen werden, nachdem das Metall wieder den gewünschten Weichheitsgrad erreicht hat.
Nach dem Polieren bis nahe an die Dornränder wird mit einem Heliotrop-Polierer eine vollkommen glatte Oberfläche erzielt und sichergestellt, dass keine Unregelmäßigkeiten oder Vorsprünge zurückbleiben, die sich nur schwer entfernen lassen. Gleichzeitig wird darauf geachtet, die Form des Artikels nicht zu verzerren.
Auf beiden Seiten der Ziehbank befinden sich Heliotrope und Poliermaschinen, von denen viele seit über 80 Jahren im Dauereinsatz sind und noch immer täglich mithilfe des Drehtisches verwendet werden.
DAS BOHREN
Die Laubsägearbeiten an Old Sheffield Plate entstanden um 1765. Die frühesten bekannten Exemplare stammen möglicherweise aus der Zeit vor etwa fünf Jahren, doch ihre Herstellung war damals zu außergewöhnlich, um wie später als gängige Produktion eingestuft zu werden. Es ist leicht zu erkennen, dass die Ergebnisse für das plattierte Metall verheerend gewesen wären, wenn die Plattierer das Laubsägeverfahren der Silberschmiede verwendet hätten. Die Abbildung zeigt ein Stück gussplattiertes Metall, das mit einer Laubsäge bearbeitet wurde. Dadurch entstanden gezackte Kanten, die ohne Feilen nicht entfernt werden konnten. Dieses Verfahren hätte die Kupferoberflächen schnell freigelegt und das Stück unansehnlich gemacht.
Hier ist eine Illustration des Prozesses, mit dem die ersten Tackler dieses Ziel erreichten. Soweit es Sheffield betrifft, wurde es in dieser Arbeitskategorie nie ersetzt und wird auch heute noch durchgeführt.
Die Bedienung der Stanz- und Perforiermaschine erfolgte wie folgt: Ein kleines, gehärtetes Werkzeug, das dem zu perforierenden Muster entspricht, wurde am Maschinenkopf befestigt und mit Schrauben festgeklemmt. Die Auflagefläche, in die die obere oder Schlagfläche des kleinen Meißels passte, wurde wiederum fest in den großen C-förmigen Unterarm (siehe Zeichnung) eingeklemmt, bis sie direkt unter der Schneidfläche des Schneidwerkzeugs saß. Dieses kleine Gerät ähnelte, in kleinerem Maßstab, der Befestigung von Stempelhammer und Unterstempel beim Stanzen von Gegenständen aus Stempeln.
Der Gegenstand selbst – in diesem Fall der Boden einer Ölkanne – mit den am Rand sorgfältig markierten Stellen für die Lochung wurde in einem ausreichend korrekten Winkel fixiert, um ein Verschieben durch den Druck des Stempels zu verhindern. Darunter ist ein kleiner Eimer zu sehen, in den die winzigen Reste fielen, die der Stempel bei diesem Vorgang entfernte.
Aus der Abbildung wird sofort deutlich, dass der Arbeiter durch Ziehen des Hebels zu sich hin oder von sich weg den Stempel in das Bett drücken oder ihn nach Belieben anheben konnte, wodurch die Schraube (die oben an der Maschine zu sehen ist) angehoben oder abgesenkt wurde. Die Kraft des Schlags war beträchtlich, da die Gewichte an den gekreuzten Armen oder am hier abgebildeten Hebel einen enormen Druck auf die Schraube ausübten. Der große Haufen Baumwollabfälle am anderen Ende des Arms war normalerweise befestigt, um das Risiko eines schweren Schlags auf einen vorbeigehenden Arbeiter während des Maschinenbetriebs zu vermeiden.
Hier sind einige der in dieser Laubsägemaschine verwendeten Betten und Stempel abgebildet. Sie veranschaulichen die Genialität der Methode, mit der diese Aufgabe bewältigt wurde.
Abgebildet ist hier ein Querschnitt eines plattierten und durchbrochenen Fischstücks aus Old Sheffield , das zwischen 1775 und 1885 hergestellt wurde. Bei genauer Betrachtung werden die großen Vorteile dieser Methode des „fliegenden“ durchbrochenen Old Sheffield-Platten deutlich. Die allmähliche Kompression des Metalls unter dem Lochwerkzeug hatte zur Folge, dass die Oberfläche des Silbers nach unten gezogen wurde, wodurch gleichzeitig die blanken Kanten des Kupfers bedeckt wurden, die sonst durch den Sägevorgang freigelegt worden wären. Auf der unteren durchbrochenen Seite verhinderte das Setzwerkzeug, nachdem es fest auf das Muster geschraubt wurde, dass die Kanten der unteren Seite aus der Matrize herauskommen mussten. Dieselbe Maschine wurde auch verwendet, um vor und nach dem Durchbohren verschiedene Muster auf die Kanten zu pressen, und durch den Austausch verschiedener Stempel mit unterschiedlichen Emblemen konnten je nach Geschmack des Benutzers verschiedene Mustervarianten erzeugt werden.
SCHWEISSEN UND MONTAGE
Die Abbildung zeigt, wie dieser Prozess seit der Einführung von Gas vor etwa 90 Jahren in den Fabriken in Sheffield durchgeführt wurde. Heute wird der Bereich, in dem die Arbeiter in Sheffield schweißen, als Lampenbereich bezeichnet – ein Relikt aus der Zeit, als die Männer zum Schweißen Öllampen und einen Schweißbrenner verwendeten.
Eine kleine Anzeige von Green & Pickslay ist hier enthalten, da sie das Datum angibt, an dem die Sheffielder Hersteller schließlich die alten Öllampen zugunsten von Gas zum Löten aufgaben. Es wird gesagt, dass nach der flächendeckenden Einführung von Gas in Sheffield in den ersten Nächten viele Einwohner am Stadtrand kampierten, da sie befürchteten, die Stadt könnte durch die Explosionen völlig zerstört werden.
Es gibt zwei Lötmethoden; die früher unter den Sheffielder Galvaniseuren am häufigsten verwendete Methode war das sogenannte Messinglot, das weniger Hitze benötigte als das Zinnlöten. Zinnlot enthielt zwar einen hohen Bleianteil, der andere Bestandteil war Zinn, doch die Prozentsätze dieser Metalle variierten stark und richteten sich nach der Hitze, die der jeweilige Gegenstand aushalten konnte. So verwendete man beispielsweise beim Anbringen dünner Silberträger an einem Tablett oder Kerzenständer im Godron- und Muschelstil eine leichtere und feinere Mischung als für die deutlich höhere Hitze, die beim Löten eines schweren Silberträgers an ein Tablett erforderlich war, wie in der Abbildung.
Der Arbeiter auf der gegenüberliegenden Seite ist beim Löten einer Halterung zu sehen – wie unter der Überschrift „Die Einführung von Silberrändern“, S. 82, beschrieben – für ein Tablett, das gehämmert und heißgeprägt wurde, wie auf S. 136 abgebildet. Nachdem er die Platte zunächst auf die Größe des Halterungsmusters zugeschnitten und gefeilt hat (das etwas kleiner ist als das Tablett, auf das sie gelötet wird), überzieht er die Kanten sorgfältig mit einem Lötkolben mit Zinn, nimmt dann die aufgefädelte Silberkante (die zuvor durch eine Wirtelschnur gezogen wurde) und lötet sie vorsichtig an die Unterkante des Tabletts. Er hat sie zuvor so geformt, dass sie genau den Gravuren auf der Halterung folgt. Dann befestigt oder klemmt er das Ganze vorübergehend mit kleinen Stücken gebogenen Drahts zusammen (siehe Abbildung) und fährt fort, den Lötbrenner rund um das Tablett anzusetzen. Bevor er den Träger endgültig auf die Platte lötete, bedeckte er die zu lötenden Teile mit Bleiweiß, um Verfärbungen durch Überhitzung zu vermeiden und auch, um zu verhindern, dass das Lot auf die Platte tropfte (während die Kanten des Trägers mit Harz behandelt wurden, das als Flussmittel fungiert).
Durch die Hitze des Lötbrenners schmilzt das Lot und versiegelt den Rand hermetisch mit der Trägerplatte. Nach dem Löten und Entfernen der Klemmen sollte die Trägerplatte mit Perlsand gereinigt werden, um alle durch den Lötvorgang entstandenen Verunreinigungen zu entfernen.
Eine andere Methode zum Löten von Stützen oder Kanten funktionierte wie folgt: Nachdem der Rand des Tabletts wie oben beschrieben rundherum gefeilt worden war, bis er knapp kleiner war als die gesamte fertige Stütze, klemmte der Arbeiter die Stütze oben ein und lötete sie unten an. Dabei achtete er darauf, dass die silberne Stütze unter den Rand fiel und den freiliegenden Kupferrand des Tabletts vollständig bedeckte. Dazu befestigte der Arbeiter eine Kappe am Ende der Zange, um die Stütze nach dem ausreichenden Erhitzen des Lots nach unten zu drücken. Bei diesem Vorgang wurde üblicherweise eine dünne Kupferstütze verwendet, um die silberne Stütze zu schützen und so zu verhindern, dass sie durch den Druck, der beim Herunterdrücken ausgeübt werden musste, zerdrückt oder verbeult wurde. Nach dem Löten und der sorgfältigen Reinigung des Tabletts wurden die Kanten der Stütze poliert und sorgfältig mit dem äußeren Rand der Tablettplatte überlappt. Die Fabrik des Autors verfügt über alte Stahlformen für verschiedene Arten von Stützen, von denen jedoch relativ wenige regelmäßig verwendet werden. Einige Beispiele sind auf der vorherigen Seite abgebildet.
Messinglot ist eine Verbindung, die hauptsächlich aus Silber und Messing besteht. Das Messinglöten wurde auf die gleiche Weise wie das Zinnlöten durchgeführt, wurde von den Sheffielder Galvaniseuren jedoch nicht häufig verwendet, außer bei der Herstellung von Gegenständen aus massivem Silber. Die Haltbarkeit eines mit dieser Methode behandelten Gegenstands ist im Vergleich zu einem weichgelöteten Gegenstand bemerkenswert, Messinglot konnte jedoch bei Sheffield-plattierten Gegenständen nicht in großem Maßstab angewendet werden, da die Gefahr bestand, dass die dünnen Silberstützen und Gewindekanten aufgrund der zum Schmelzen der Legierung erforderlichen hohen Hitze vollständig schmelzen. In den Anfängen der Industrie und vor der Einführung von silbernen Gewindekanten und -stützen war das Messinglöten häufiger üblich. Vor 1785 fügten einige Kerzenmacher die Teile vollständig mit Messinglot zusammen.
Auf der folgenden Seite wird eine eher ungewöhnliche Methode zur Herstellung und Verstärkung der abgerundeten Kanten von Tabletts veranschaulicht. Dieses Beispiel ist aufgrund seiner Seltenheit interessant. Außerdem wird auf eine ähnliche Methode zur Befestigung am Rand eines Plattenrings hingewiesen, die am Ende von Seite 279 abgebildet ist. Man geht davon aus, dass dieser Ring in Irland hergestellt wurde, da er von den herkömmlichen Herstellungsmethoden abweicht. Dies ist jedoch nicht unbedingt der Fall.
Ein Stück Draht wurde über eine Außenkante des Kellnertellers sowie über den Tellerring gelegt, um ihm Stabilität zu verleihen. Die Handhabung war wesentlich einfacher als bei allen anderen Befestigungsmethoden, die an anderer Stelle ausführlich beschrieben werden. Das verwendete Metall besaß in der Regel eine außergewöhnliche Festigkeit, doch kann man nicht behaupten, dass die auf diese Weise hergestellten Artikel im Gebrauch besonders zufriedenstellend sind, da sie dazu neigen, Schmutz unter den Halterungen anzusammeln. Diese Methode setzte sich daher nie durch, obwohl sie im Herstellungsprozess weniger Schwierigkeiten bereitete.
FLACHHÄMMER
Das Flachhämmern war zweifellos der wichtigste Teil des Old Plate -Herstellungsprozesses. Ohne die Hilfe eines Hammers konnte kein Gegenstand hergestellt werden. Das ultimative Ziel des Hämmerns war es, jedem Gegenstand während des Herstellungsprozesses die richtige Form sowie eine vollkommen glatte, spiegelähnliche Oberfläche zu verleihen.
Das Hämmern der Artikel war zu Zeiten des Old Sheffield Plate eine noch schwierigere Angelegenheit als heute. Die Schwierigkeit bestand darin, eine vollkommen glatte Oberfläche zu erhalten, wo zuvor das Schild des Graveurs innen gerieben worden war. Das Metall um dieses Schild war durch die Hitze und das anschließende Hämmern, dem es ausgesetzt war, aufgequollen und gedehnt. All diese Unregelmäßigkeiten mussten mit Hilfe des „Flachhammers“ beseitigt werden.
Der „Flachhammer“ ist auf dem Foto vom Flachhämmern zu sehen. Er ist ein sehr wichtiges Werkzeug. Er wiegt etwa 4 Pfund und hat eine Schlagfläche von typischerweise 2,5 Zoll Durchmesser. Trotz seiner Größe hinterlässt der stärkste Schlag aufgrund der leicht konvexen Wölbung zur Mitte hin nur einen etwa schillinggroßen Abdruck auf dem Tablett. Und selbst dann müssen die Schläge vom ersten bis zum letzten Schlag abgeschwächt werden, um die gewünschte vollkommen glatte Oberfläche zu erzielen. Die verwendeten Einsätze bestehen alle aus poliertem Stahl. Wenn das Tablett richtig flachgehämmert wurde, muss es nach der Fertigstellung nur noch poliert und von Hand geglättet werden. Durch das Flachhämmern wird das Tablett absolut starr und stabil.
Hammerbohrer wurden durch Reinigen und Polieren konserviert, im Wesentlichen mit der gleichen Sorgfalt, die ein Chirurg bei der Konservierung seiner Instrumente walten lassen würde. Und um zu verhindern, dass während des Gebrauchs winzige Staubpartikel von der Basis des Bohrers aufgewirbelt werden, wurde eine Lederhülle um die Halterung gebunden und dann auf die Holzunterlage genagelt, auf der der Bohrer befestigt war. Es war nicht ungewöhnlich, dass Lehrlinge in der Nähe des Bohrers saßen, wenn ein Großteil des Flachhämmerns durchgeführt wurde, und während der Hämmer die folgenden Schläge ausführte, bliesen diese Jungen auf die Vorderseite des Bohrers, um sicherzustellen, dass zwischen den Schlägen keine Ruß- oder Staubpartikel aufgewirbelt und auf der Oberseite des Bohrers oder des zu hämmernden Gegenstands abgesetzt wurden. Angesichts dieser großen Sorgfalt bei der Konservierung ist es daher nicht überraschend, dass in Sheffield heute noch viele Bohrhämmer im Dauereinsatz sind, die seit weit über 100 Jahren regelmäßig ihren Dienst verrichten.
Flachhämmereinsätze sind an den Außenkanten flach, während sie zur Mitte hin eine kaum wahrnehmbare Kuppel bilden. Auch der Hammerkopf selbst ist nicht völlig flach, da er zur Mitte hin leicht konvex ist. Diese Kombination aus Hammerkopf und Einsatz macht es leicht verständlich, dass darauf geachtet wird, dass die Schläge keine äußeren oder scharfen Kanten hinterlassen, wie es natürlicherweise der Fall wäre, wenn sowohl der Einsatz als auch der Hammerkopf flach wären.
Londoner Silberschmiede verwenden eine andere Hammermethode und auch einen anderen Hammertyp. Dieser ist etwa 15 cm lang und hat eine viel kleinere Schlagfläche als die Hämmer der Sheffielder Hersteller.
Die frühen plattierten Tabletts und die heute in Sheffield hergestellten Tabletts werden, wie in der Abbildung gezeigt, von der Rückseite her gehämmert, während die Londoner Silberschmiede von der Vorderseite der Tabletts und Servierplatten her hämmerten.
VERZINNEN
Der unbedingt notwendige Verzinnungsprozess wurde bei der Herstellung von Old Sheffield Plate umfassend eingesetzt. Zinn konnte als unverzichtbarer Bestandteil des antiken Plattierhandwerks bezeichnet werden, so häufig wurde seine Verwendung während des gesamten Schmelzgalvanisierungsprozesses benötigt.
Man hat herausgefunden, dass bereits im 15. Jahrhundert der Apostel und andere Löffelmodelle aus Blech oder Messing hergestellt und anschließend verzinnt wurden, damit der Kontakt mit Lebensmitteln keine schwerwiegenden Folgen hatte. Zinn muss schon viele Jahrhunderte zuvor ein notwendiger Bestandteil des Lötprozesses gewesen sein.
Die Methode der Hersteller von Sheffield Plate zum Verzinnen ihrer Waren war einfach, doch musste vor Beginn des Prozesses mit großer Sorgfalt jedes Schmutzpartikel entfernt werden. Dies geschah wie folgt: Nach dem sorgfältigen Reinigungsvorgang – im Fall von Teekannen, Kaffeekannen, Samowaren oder anderen Gefäßen mit gegossenem Körper – musste die Außenseite des Geschirrs gründlich mit Leim und Bleiweiß bestrichen werden, um zu verhindern, dass das Zinn die plattierten Teile beschädigte, falls es beim Auftragen versehentlich auf den Körper des Geschirrs spritzte. Anschließend wurde die gesamte Oberfläche sofort mit Ammoniumchlorid übergossen und gründlich erhitzt. Anschließend wurde das Geschirr über eine Pfanne oder Schöpfkelle mit geschmolzenem Zinn gehalten. Anschließend wurde Zinn in die Pfanne gegossen, bis die gesamte Kupferoberfläche bedeckt war und ihr Glanz dem von reinem Silber ähnelte. Serviertabletts und flache, glatte Gegenstände wurden auf die gleiche Weise behandelt, aber um eine vollkommen glatte Oberfläche zu erhalten, wurde das Objekt über kleiner Flamme erhitzt und, während es noch heiß war, mit einem Stück weichem Leinengarn das Zinn entfernt. Dies erzielte den gewünschten Effekt.
In allen Fällen, in denen nur eine Seite plattiert wurde, wurden die unteren und inneren Teile der Artikel immer mit größter Sorgfalt mit Zinn bedeckt.
DAS POLIEREN
Das Polieren, auch Brünieren genannt, war und ist seit jeher die Aufgabe von Frauen. Es ist der letzte Arbeitsschritt bei der Herstellung eines Gegenstands, bevor dieser sorgfältig geprüft, von Hand poliert und gebrauchsfertig gemacht wird. Vor Beginn des Vorgangs wird die gesamte Oberfläche des Gegenstands mit einem feuchten, in Calaiser Sand getauchten weißen Leinenlappen abgerieben. Anschließend werden die glatteren Stellen gründlich abgerieben und die verzierten Stellen mit einer ebenfalls in Calaiser Sand getauchten Haarbürste gebürstet. Anschließend wird der gesamte Gegenstand in klarem Wasser abgewaschen. Dies ist notwendig, um Fett und andere Substanzen zu entfernen, die sonst in den Polierspuren verbleiben und so verhindern, dass diese an der Oberfläche haften bleiben.
Die Abbildung zeigt ein kleines Gefäß namens „ Suppentopf “ 65 , in das die Frau das Ende des Polierers fortwährend taucht, um zu verhindern, dass es sich in das Silber „eingräbt“. Auf der Abbildung ist auch ein Lederriemen zu sehen, der verwendet wird, um den Polierer während des Prozesses durchgehend glatt und glänzend zu halten. Auf diesem Lederriemen wird sogenannter „Bläukitt“ verteilt. Zuerst wird der Polierer mit großem Druck schnell über die Oberfläche des Gegenstands hin und her geführt. Diese Methode wird „ Stählen “ genannt. Dann kommt der „blaue“ oder „blutrote“ Stein zum Einsatz. Mit diesem Instrument kann eine dunklere oder bessere Farbe erzeugt werden, und alle Spuren, die der Stahlpolierer hinterlassen hat, können entfernt werden. Nach dem gründlichen Bläuen der gesamten Oberfläche – wobei darauf zu achten ist, dass der Polierer alle Fasen in den Zwischenräumen der Stützen findet – wird der Gegenstand von Hand mit etwas feuchtem Poliermittel geglättet. Dadurch werden alle vom Polierer hinterlassenen Spuren entfernt und der Gegenstand erhält nach der Fertigstellung außerdem eine hellere, spiegelähnliche Oberfläche.
Es besteht kein Zweifel, dass das Polierverfahren seit den frühesten Tagen der Old Sheffield Plate- Produktion angewendet wurde, wahrscheinlich mit Hilfe der damals verwendeten Werkzeuge, denn wie aus der in diesem Buch veröffentlichten Lagerliste hervorgeht, wird bereits 1775 eine separate Polierabteilung mit ihrem „Zubehör“ erwähnt. Dazu gehören ein „blutroter Stein und Stahlpolierer“ usw. (siehe S. 63).
TEIL VI
DIE INNOVATIONEN, DIE DAS ALTE HANDWERK REVOLUTIONIERTEN
DIE LETZTEN STUFEN DER GUSSKERAMIKPRODUKTION UND EINE BESCHREIBUNG DURCH EINEN ALTEN ARBEITER
Das Verfahren zur Herstellung plattierter Gegenstände verschwand allmählich; in ein oder zwei Einzelfällen wurde es beibehalten und mit dem elektrolytischen Sedimentationsverfahren verschmolzen, bis es 1855 völlig verschwand. Zwischen 1830 und 1840 (der Übergangszeit) begann Neusilber Kupfer als Grundmetall für plattierte Gegenstände zu ersetzen. Bis 1850 wurden alle Lehrlinge sorgfältig in die verschiedenen Methoden des älteren Verfahrens zur Herstellung von Gegenständen auf der Basis von Kupferschmelzplattierung eingewiesen. Um 1845 scheinen die verschiedenen Firmen gleichmäßig aufgeteilt gewesen zu sein zwischen solchen, die Neusilber als Grundmetall verwendeten, und solchen, die noch Kupfer verarbeiteten. Es ist auch leicht zu verstehen, warum die Arbeiter es vorzogen – solange sie konnten – ein Metall zu verwenden, für das sie ausgebildet und geschult worden waren und an das sie sich durch die Macht der Gewohnheit gewöhnt hatten. Daher sind Exemplare aus der frühen Übergangszeit schwer zu finden.
Es gibt noch ein oder zwei Arbeiter, die nach Abschluss ihrer Lehrzeit mehrere Jahre lang keinen Versuch unternahmen, Neusilber zu verarbeiten. Einer von ihnen, F. T. Burdekin, heute 87 Jahre alt und früher bei Walzer, Knowles & Co. beschäftigt, hat den folgenden Bericht über die Herstellung von Tabletts , Esstellern und vielen anderen schwereren Silberwaren vor 60 oder 70 Jahren gegeben. Burdekins Beschreibung ist äußerst interessant, da sie zeigt, wie wenig das moderne System der Arbeitsteilung damals in Mode war.
Wer Töpferwaren herstellte, musste unbedingt auf höchste Sauberkeit achten. Der Arbeiter hielt seine Werkbank peinlich sauber und ließ vor Arbeitsbeginn den Werkstattboden fegen und mit Wasser besprühen, um Staub fernzuhalten, da Staub und Schmutz während des Produktionsprozesses unerlässlich waren.
„Um die Methode zur Herstellung der Old Sheffield Plate zu veranschaulichen, schlage ich vor, ein 12-Zoll -Tablett durch die verschiedenen Prozesse zu führen, vom „rohen“ Stadium bis zum fertigen Artikel, wie er in den Anfangstagen meiner Arbeit hergestellt wurde.
Für diese Verfahren waren äußerst qualifizierte Arbeiter erforderlich, die mit Flachhämmern aus poliertem Stahl arbeiten mussten, deren Gewicht zwischen 4 und 6,5 Unzen variierte. Diese waren allgemein als Flachhämmer und große Messingschmiede bekannt. Damals war es üblich, dass ein Mann die Gegenstände sowohl hämmerte als auch montierte und sie vom Rohzustand bis zum Polieren und Polieren herstellte. Dieser letzte Teil der Handarbeit wurde von Arbeiterinnen ausgeführt.
Der Arbeiter begann mit einem Rohling aus gewalztem, versilbertem Kupfer, den er zu einer runden Platte von 1/32 bis 1/16 Zoll Dicke zugeschnitten hatte. Dann hämmerte er diese mit größter Sorgfalt, bis sie vollkommen flach war, bereit, in ihre Mitte den Silberschild zu legen, der zuvor aus einem Stück Feinsilber auf die erforderliche Größe zugeschnitten und dann durch Hämmern an den Kanten stark verdünnt worden war; der Rohling wurde dann einem Holzkohlefeuer ausgesetzt, das ihn zu einer mattroten Flamme erhitzte. Nachdem der Schild in Säure und Wasser gereinigt und sorgfältig getrocknet worden war, wurde er in die Mitte der Platte gelegt, ebenfalls auf die erforderliche Temperatur erhitzt und schließlich kräftig mit einem Stahlglätter gerieben, bis er fest auf der Platte haftete; er achtete sehr darauf, ihn nicht aus der gewünschten Position zu verschieben und auch zu vermeiden, dass Luft oder Verunreinigungen zwischen ihm und der Platte verblieben, da sich sonst Blasen bilden würden.
Nach der Verklebung wurde der Rohling in Säure und Wasser gereinigt und dann vorsichtig gehämmert, bis der Schild bündig mit der Blechoberfläche abschloss. An diesem Punkt war das Stück bereit zum Glühen, wobei der noch heiße Schild erneut poliert wurde, um die absolute Festigkeit des Stücks und die Blasenfreiheit auf der Oberfläche zu demonstrieren. Nach weiterer Reinigung wurde das Stück schließlich auf einem polierten Stahlblock vollflächig gehämmert. Anschließend wurde es auf die Drehbank gelegt, um die Kanten nach unten zu biegen und so den Prägevorgang vorzubereiten. Dabei wurden die Kanten angehoben oder „heißgeprägt“, auf die die geprägten und gefüllten Silberträger gelötet (oder bei völlig flachen Trägern auf der Drehbank gedreht) wurden. Diese Träger, einmal in dünnes Silber geprägt, wurden auf der Vorderseite weiß gefärbt und mit einer Mischung aus Zinn und Blei gefüllt. Anschließend wurden sie auf der Rückseite gefeilt, bis die Kante oder der Rest des Trägers abfiel. Danach wurden sie an die Kante des Rohlings angepasst, geschnitten und gefeilt, bis sie die gewünschte Form annahmen. Anschließend wurden sie leicht geschrumpft, um Platz für den Silberrand zu schaffen, der dann aufgelötet wurde. Dies geschah, nachdem das scharfkantige Tablett gefeilt und zugeschnitten worden war, um die Befestigung des Silberdrahts zu ermöglichen. War die Unterlage geformt (wie bei dem muschelförmigen Tablett in der Abbildung), wurde der Draht mit einem kleinen Werkzeug, einer sogenannten Drahtgabel, auf die Kante gelegt, in alle Ecken der Gravur geschoben und anschließend sorgfältig verlötet.
Da die Platte nun bereit war, die Stützen dauerhaft zu befestigen, wurden diese wieder entfernt und mit einer Mischung aus Leim und Bleiweiß bestrichen, um ein Anhaften des Lotes an der Außenseite zu verhindern. Die wieder befestigte Stütze wurde mit kleinen Eisenklammern an ihrem Platz gehalten. Anschließend wurde der Teller zum Herd gebracht und langsam erhitzt, bis die Stützen dauerhaft mit der Blechform verbunden waren.
An diesem Punkt wurden die kleinen Lötstücke abgebürstet oder entfernt, solange sie noch heiß waren. Der Artikel war dann bereit, an die Füße gelötet zu werden, die zuvor ähnlich wie die dünnen Silberstützen behandelt, das heißt mit einer Mischung aus Blei und Zinn gefüllt und nun sorgfältig an die Unterseite der Platte gelötet wurden. Nach dem Kochen in perlmuttartigem Wasser zum Entfernen von Fett, Harz usw. wurde die Kante der Stütze entlang der Drahtkante poliert, an diesem Punkt war die Arbeit abgeschlossen und das bearbeitete Objekt war bereit zum Polieren. Dieser letzte Arbeitsgang wurde von Frauen durchgeführt und bestand darin, einen harten, glatten Stahlpolierer rasch hin und her über das Gesicht des Kellners und die Innenkanten der Stützen zu führen, bis das Ganze einem Spiegel ähnelte. Mit ein paar letzten Schliffen Rouge und Glätten von Hand und anschließendem Waschen war das Tablett einsatzbereit.
„Die hier abgebildeten Gussteile wurden aus alten Sheffield- Formen für ein großes, gewöhnliches Tablett mit farbenfrohem Godroning -Dekor hergestellt und durchliefen alle diese Herstellungsprozesse. Nach dem Anbringen der Stützen an der Form wurde an jedem Ende der Platte ein Raum gelassen, um die Griffe anzulöten. Diese bestehen aus dünnem, geformtem Silber und wurden in jeder Hinsicht ähnlich wie die Stützen behandelt.“
Das auf der vorhergehenden Seite abgebildete Tablett (Nr. 4) wurde vor einem Jahrhundert hergestellt und ist seither fast ständig in Gebrauch. Es hat ein eingeriebenes Silberschild und gerundete Silberränder. Daneben befindet sich Nr. 3, ein Ersatztablett , das kürzlich aus denselben Formen gegossen wurde und bis zur Endstufe alle verschiedenen Prozesse antiker Walzware durchlaufen hat. Es ist beidseitig plattiert, hat Fassungen aus gegossenem Silber, gerundete Silberränder und ein eingeriebenes Silberschild. Die Herstellung dieses Artikels sollte die Frage nach der Möglichkeit einer originalgetreuen Reproduktion des Old Sheffield Plate endgültig klären, und jede Vermutung, diese Kunst sei völlig verloren, kann daher verworfen werden.
Selbst bei den größten Stücken, die nach dem antiken Verfahren hergestellt wurden, waren viele Jahre harter Arbeit und eine spezielle Ausbildung von Arbeitern und Lehrlingen erforderlich, um ein mit dem der Vergangenheit vergleichbares Fachwissen zu erreichen. Sammler müssen sich jedoch keine allzu großen Sorgen machen, wenn sie auf solche Reproduktionen stoßen. Erstens waren die Kosten für die Reproduktion des neuen Kellners fast so hoch wie die eines gleich schweren 925/1000-Silberstücks. Zweitens und vor allem fehlt dem Kellner die warme, alters- und abgenutzte Optik, die der sicherste Beweis für das Alter ist, und er kann nicht so genau reproduziert werden, dass er einen erfahrenen Sammler täuschen könnte, egal wie sehr sich der Verkäufer bemüht.
Daraus lässt sich ersehen, dass die Herstellung größerer Old Sheffield Plate- Waren nach dem alten Verfahren nie „vollständig“ außer Gebrauch geriet, wie die Öffentlichkeit leicht hätte glauben können.
DIE EINFÜHRUNG VON NEUSILBER
„ Neusilber “, das aus Nickel, Kupfer und Zink in unterschiedlichen Anteilen besteht, wird seit etwa 1845 allgemein als Basis für feinste plattierte Gegenstände verwendet, da es sich in jeder Hinsicht als stärkeres und haltbareres Metall als Kupfer erwies, obwohl seine Herstellung teurer ist. Der Name „Neusilber“ scheint daher zu stammen, dass 1830 ein gewisser Herr Guitike aus Berlin mit dem ersten Exemplar dieses zusammengesetzten Metalls nach Sheffield kam, nachdem ein ähnliches Exemplar in Wien eingetroffen war, wo ein Chemiker viel Zeit damit verbracht hatte, seine Bestandteile zu erforschen. Das Metall stammte ursprünglich aus China, wo seine Zusammensetzung den Chinesen seit jeher bekannt war. (Bei der Eroberung des Kaps 1795 wurden Gegenstände aus Neusilber oder einem ähnlichen, aus dem Osten importierten Material entdeckt.) Samuel Roberts war 1830 der erste, der dieses Metall verwendete. Er meldete ein Patent für die Plattierung von Kupfer mit Neusilber an und verschmolz die beiden unedleren Metalle anschließend mit einer Silberschicht. Dieses Verfahren reduzierte die benötigte Silbermenge, ohne die Haltbarkeit zu beeinträchtigen. Guitikes Metall war jedoch zunächst zu spröde, um im großen Maßstab verwendet zu werden, und es scheint, dass Kupfer erst einige Jahre später durch Variationen des neuen Verbundwerkstoffs ersetzt wurde, den einige Hersteller als patentiertes „Alpacca“ bezeichneten – eine Bezeichnung, unter der einige Großhandelsfirmen bereits 1850 für ihre Waren warben.
Im Jahr 1836 meldete ein Metallurge aus Birmingham namens Merry ein Patent für die Plattierung von Silber durch Gießen in Neusilber an. Als er jedoch nach Sheffield fuhr, um Bestellungen für dieses neue Mischmetall einzuholen, stellte er zu seiner Überraschung fest, dass ihm jemand mit dieser Idee zuvorgekommen war. Man zeigte ihm, dass sein Verfahren zuvor von Thomas Nicholson erfunden und erprobt worden war, der damals mit Robert Gainsford zusammenarbeitete. Dadurch wurde sein Patent ungültig und das Verfahren der Industrie überlassen, die es eifrig übernahm. Es verdrängte schließlich alle anderen bis zur Einführung des galvanischen Verfahrens. Einige Jahre später wurden wichtige Verbesserungen bei der Farbe des Metalls vorgenommen, und seit etwa 1845 bis heute wurde in diesem Land, um den praktischen Bedarf an plattiertem Tafelgeschirr im Haushalt zu decken, kaum etwas anderes als das sogenannte „ Neusilber “ als Grundlage verwendet.
Das hochwertigste Neusilber zum Plattieren besteht aus einer Mischung der folgenden Zutaten:
Kupfer 65 %, Handelszink 20 %, Nickel 15 %,
Dadurch liegen die Kosten beim Kauf von Kupfer zu einem Durchschnittspreis von 65 £ pro Tonne deutlich über 10 % über dem Preis des zuvor verwendeten Kupfermaterials.
Expertenmeinung zum Vergleich von Neusilber und Kupfer als unedle Metalle
Die größte Autorität in der Frage der Metallmischung bei der Galvanisierung ist zweifellos Herr Alfred S. Johnstone, Direktor der Firma Henry Wiggin & Co. Auf die Frage, warum Neusilber Kupfer als Basismetall für Galvanisierungszwecke ersetzte, lieferte er freundlicherweise die folgende Erklärung. Die Einzelheiten sind sehr interessant; Herr Johnstone liefert uns nicht nur bestätigende Beweise für das genaue Datum, an dem Neusilber das ältere Metall für Galvanisierungszwecke fast vollständig verdrängte, sondern auch das genaue Datum, an dem das Gießverfahren praktisch aufgegeben wurde, nämlich 1850:
Ich bedauere, dass meine Erinnerung nicht weit genug zurückreicht, um einen praktischen Bericht über den unmittelbaren Übergang von der Schmelzplattierung zur Galvanisierung bei der Herstellung von Haushaltsartikeln geben zu können. Obwohl in gewissem Sinne allmählich, war der Wandel abgeschlossen, und als ich 1850 mit meiner Arbeit begann, war das Walzen von Silber auf Kupfer und Kupferlegierungen dem Galvanisierungsprozess gewichen. Neusilber war als temporäre weiße Legierung aufgetaucht, deren Silberschicht, wenn sie durch Abnutzung oder auf andere Weise abgetragen wurde, weniger sichtbare Defekte hinterließ als Kupfer; darüber hinaus waren die Verfahren der Elektro- und Galvanisierung so perfektioniert, dass die Methode einfach und das Ergebnis sehr kostengünstig war, da eine viel dünnere Silberschicht aufgetragen werden konnte als bei der Schmelzplattierung. Es gab noch weitere große Vorteile, beispielsweise die Tatsache, dass sich nun selbst komplizierteste Verzierungen ebenso leicht mit Silber überziehen ließen wie glatte und regelmäßige Oberflächen, was die Handarbeit weniger kostspielig machte.
Was die Oxidationsneigung und die daraus resultierende Schädlichkeit von Kupfer und seinen Legierungen betrifft, war Kupfer sicherlich das weitaus weniger bedenkliche Metall. Es ist bemerkenswert, dass für Teekessel, Einmachtöpfe und andere Küchenutensilien stets Kupfer verwendet wird, während dieselben Gegenstände selten oder nie aus Neusilber hergestellt werden. Tatsächlich scheint die Zugabe von Nickel zur Kupferlegierung in feuchter Umgebung eine galvanische Wirkung zwischen den Metallpartikeln auszuüben, die zu Oxidation und Zersetzung führt. Man denke nur daran, wie oft Teekannenausgüsse nach längerem Gebrauch abfallen, weil der untere Teil ständig feucht ist (siehe Abbildung, S. 144).
Zu den Vorteilen von Neusilber gegenüber Kupfer zählen seine weiße Farbe, seine Festigkeit und seine längere Lebensdauer bei unvermeidbarem Verschleiß. Auch die Eignung zum Löten von Messing spricht für seine Verwendung.
Es ist mittlerweile allgemein anerkannt, dass die geringe Duktilität von Neusilber teilweise auf seinen karbonisierten Zustand zurückzuführen ist – Nickel hat eine merkwürdige Affinität zu Kohlenstoff – und dies ist besonders bei dem Metall zu beobachten, das für Hohlwaren wie Tee- und Kaffeeservice, Tellerhauben, Vorspeisenteller usw. verwendet wird. Andererseits müsste die erforderliche Legierung für Löffel und Gabeln usw. besonders hart sein.“
DER URSPRUNG DES GALVANISCHEN VERFAHRENS
Anders als die meisten revolutionären Erfindungen lässt sich das Schmelzplattierungsverfahren auf eine Person zurückführen, die sich besonders hervorhebt: Boulsover. Die Umstände der Erfindung der Galvanik sind völlig anders, da so viele Fortschritte gleichzeitig stattfanden und so viele Patente etwa zur gleichen Zeit angemeldet wurden, dass es absolut unmöglich ist, eine einzelne Person herauszuheben und zu behaupten, sie habe dieses Verfahren allein erfunden oder perfektioniert.
Die Idee entstand in ihrer ursprünglichen Form zweifellos durch die Entdeckung der Fähigkeit der galvanischen Batterie durch den Elektriker Dr. Smee, die unsichtbaren Atome reinen Metalls in einer Lösung zu sammeln oder zu zerstreuen und sie in kompakter Verbindung an die Oberfläche metallischer Präparate zu leiten.
Als diese Methode der wissenschaftlichen Welt erstmals vorgestellt wurde, löste sie Staunen aus – als wäre damit der Stein der Weisen entdeckt und alle Geheimnisse der Natur der Welt offenbart worden. Um 1840 demonstrierte Dr. Smee diese Entdeckung in seinem Haus vor achtzig führenden Wissenschaftlern der Stadt. Zu diesem Zeitpunkt herrschte unter den Anwesenden offenbar Einigkeit darüber, dass das uralte Verfahren der Schmelzbeschichtung bald für fast alle kommerziellen Zwecke ausgedient haben würde.
An einer der Wände der Aston Hall Chapel in Birmingham lehnt die angeblich erste Galvanisierungsmaschine, die von der Firma Prime & Son aus dieser Stadt hergestellt wurde. Diese Maschine, die auf Faradays großer Entdeckung der Induktion basiert, wurde vom verstorbenen John Stephen Woolrich aus Birmingham erfunden. Sie wurde 1844 von Prime & Son gebaut und viele Jahre lang betrieben, bis sie durch besser konstruierte und leistungsstärkere Maschinen ersetzt wurde. Es ist die ERSTE magnetische Maschine, die jemals Silber, Gold oder Kupfer abscheiden konnte, und der Vorgänger aller großartigen Dynamomaschinen, die seither erfunden wurden. Professor Faraday besuchte anlässlich der Tagung der British Association in Birmingham mit einigen wissenschaftlichen Freunden die Werke von Prime & Son, um die praktische Anwendung dieser großartigen Entdeckung zu sehen, und äußerte seine große Freude darüber, dass seine Entdeckung so schnell und umfassend angewendet und mit solchem Erfolg für praktische Zwecke eingesetzt wurde. Birmingham gebührt nicht nur die Ehre, die Galvanisierung eingeführt zu haben, deren Anwendung sich auf alle zivilisierten Nationen ausgeweitet hat, sondern auch, als erstes die Entdeckung Faradays, die Möglichkeit, Elektrizität aus Magnetismus zu gewinnen, übernommen zu haben – eine Entdeckung, die einen enormen Einfluss auf Wissenschaft und Kunst hatte.“
DIE EINFÜHRUNG DER GALVANOSTEGIE
Zweifellos waren die Herren Elkington & Co. aus Birmingham die ersten, die die Erfindung in die Praxis umsetzten und damit einen soliden Gewinn erzielten. Beide Firmen erhielten 1840 ein Patent und kauften fast alle potenziell für die praktische Anwendung des neuen Verfahrens nützlichen Produkte auf. Elkington & Radcliffe kannten auch das Geheimnis der „Bright Galvanization“, die durch die Verbesserung von Tucks Methode mit Ammoniak erreicht wurde, einem wirksamen Mittel zur Entfernung der während des Verfahrens angesammelten Fremdstoffe.
Sobald Elkington & Co. Elektrizität nutzte, um Gold- und Silberatome auf den Oberflächen unedler Metalle zu verteilen, fürchteten sich die Hersteller von Old Sheffield Plate um die Zukunft ihrer seit fast einem Jahrhundert etablierten Branche. Die Firma hatte sich so erfolgreich alle Patente gesichert, die mit der Galvanisierung in Zusammenhang standen, dass jeder Hersteller aus Sheffield, der sich in dem neuen Verfahren ausbilden und es zum Galvanisieren seiner Waren anwenden wollte, nach Birmingham reisen, der Firma eine Lizenzgebühr von 150 Pfund zahlen und garantieren musste, nicht weniger als 1.000 Unzen Silber pro Jahr zu hinterlegen.
Expertenmeinung zur Zukunft der Galvanotechnik
Die Erfindung der Galvanisierung senkte die Kosten und erleichterte die Herstellung von plattiertem Geschirr so sehr, dass das neue Verfahren das alte bald verdrängte. Einige der konservativeren Hersteller hielten noch einige Jahre an der Laminierungsmethode fest, stellten aber schließlich fest, dass die Bemühungen vergeblich waren.
Die Übergangsphase verlief zweifellos dramatisch schnell. Der Verfasser der Sheffield List von 1849 war von deren Umfang so beeindruckt, dass er Silberschmiede, die Galvanik anwendeten, einer besonderen Kategorie zuordnete. Der letzte ernsthafte Versuch, das alte Tafelgeschirr zu etablieren, findet sich in den Dokumenten der Weltausstellung von 1851. Damals konnte nur T. J. & N. Creswick die Gunst der Jury gewinnen. Ihre preisgekrönte Kollektion bestand aus Gegenständen, „die nach dem alten Verfahren der Hitzeverschmelzung plattiert und mit silbernen Rändern und Fassungen versehen wurden. Die Artikel waren beträchtlich groß und geschmackvoll.“ Besonders erwähnt wurden die Kandelaber im Stil Ludwigs XIV. und Ludwigs XV., während die Verarbeitung der Tellerdeckel, Teekannen und Tabletts „als sorgfältig ausgeführt und perfekt für den Langzeitgebrauch geeignet“ gelobt wurde.
Die Bemühungen der Galvanikindustrie in Sheffield wurden ignoriert; die Erwähnung der Elkington-Sammlung ist jedoch aufschlussreich und zeigt, wie angesehene Theoretiker, die dem Alten verhaftet waren, die Möglichkeiten des neuen Verfahrens mit Vorsicht und Zweifel betrachteten, als es seinen Vorgänger bereits kommerziell verdrängte. Der Beschreibung der Elkington-Sammlung und dem Lob des Werts der Galvanik für dekorative Zwecke wurden diese zögerlichen Worte hinzugefügt: „Die Jury möchte vor dem Glauben warnen, sie habe sich bereits zu den Vorzügen der Anwendung des Galvanikverfahrens auf Haushaltsgegenstände geäußert. Sie möchte lediglich die künstlerische Anwendung dieser Entdeckung loben, für die sie sie ihrer Ansicht nach allein für geeignet hält. Gleichzeitig erkennt sie an, dass die Aufbringung von Gold mit diesem Verfahren eine höchst verdienstvolle Erfindung ist...“
Die letzten uns vorliegenden Aufzeichnungen über einen Hersteller, der noch immer mit gussplattierten Artikeln arbeitet, finden sich in den Ortsverzeichnissen von 1852.
Die Pariser Firma Christofle, deren Geschäft im letzten halben Jahrhundert stark gewachsen ist, war die erste in Frankreich, die das Galvanisierungsverfahren auf Haushaltsgegenstände anwandte. Sie erwarb 1840 ein Patent für dieses Verfahren vom Chemiker Ruoby und produzierte auch dank Lizenzgebühren der Firma Elkington, deren Patente 1860 ausliefen. 67 Herr Christofle berichtet, dass seine Firma zur Verteidigung ihrer erworbenen Rechte zahlreiche Prozesse führen musste, was das Unternehmen fast an den Rand des Bankrotts brachte.
Die Methode der Silberbeschichtung durch Galvanisierung
Der heutige Galvanisierungsprozess läuft wie folgt ab: Es werden schmiedeeiserne Pfannen oder Bottiche verwendet, in der Regel 1,2 bis 2,4 Meter lang und mit Portlandzement verstärkt, um Querschlüsse und Kurzschlüsse zu vermeiden. Die Lösung in diesen Bottichen ist für den Bediener von größter Bedeutung und besteht aus Kaliumcyanid, gelöst in destilliertem Wasser. Um eine geeignete Abscheidung zu gewährleisten, sollte sie 2 bis 4 Unzen Silber pro Gallone enthalten. Dazu muss die benötigte Menge in verdünnter Salpetersäure aufgelöst, das entstandene Silbernitrat gründlich gewaschen und in einer starken Kaliumcyanidlösung erneut gelöst werden, bis es vollständig aufgelöst ist und die Lösung vollkommen klar ist. Für diesen Zweck sowie für die Folie und die Anode sollte ausschließlich Feinsilber verwendet werden, da die im Normalsilber enthaltene Legierung den Galvanisierungsbottich vollständig zerstören würde. Der Dynamo für den Strom muss speziell für die Galvanisierung gefertigt sein und eine niedrige Spannung aufweisen, wobei der Pluspol mit der Silberfolie und der Minuspol mit dem zu beschichtenden Gegenstand verbunden werden muss. Für ein gutes Beschichtungsergebnis ist eine perfekte Sauberkeit des Gegenstandes unerlässlich, da bereits der kleinste Fettfleck oder die Berührung mit einem nassen Finger während der Vorbereitung ausreicht, um Blasenbildung auf dem Silber zu verursachen.
Zur Reinigung kommen zahlreiche Verfahren zum Einsatz; die zuverlässigste Methode besteht darin, den Gegenstand in eine kochende Kalilauge zu tauchen und anschließend mit Ätzmittel abzuspülen, bevor er in Quecksilber umgewandelt wird. Dieser Vorgang wird mit einer Quecksilberlösung durchgeführt. Dadurch wird die Oberfläche mit einem dünnen, bläulich-grauen Film überzogen und die Oxidation verhindert. Der Gegenstand wird dann mit einer dünnen Silberschicht überzogen und einige Sekunden lang in einer Silberlösung auf einem Messingstab aufgehängt, der mit dem Minuspol verbunden ist. Anschließend wird er mit einer Malzlösung auf feinen Messingdrahtbürsten, sogenannten Kratzbürsten, gebürstet. Nach dem Abspülen mit klarem Wasser ist der Gegenstand bereit für den Galvanisierungsbottich und wird in die Lösung auf einem Messingstab aufgehängt, der mit Kupferdrähten verbunden ist. Der durch die Silberplatte fließende Strom leitet die kleinsten Kristalle durch die Lösung und sorgt dafür, dass sie fest am Gegenstand haften.
Die Menge der Ablagerung, die ein Gegenstand erhält, hängt von der Zeit ab, die er im Bottich verbleibt. Eine am Bottichrahmen befestigte mechanische Vorrichtung hält die gesamte Baugruppe in sanfter Vor- und Rückbewegung. Dies verhindert, dass Linien die abgeschiedene Oberfläche ätzen, und beschleunigt den Ablagerungsprozess, sodass mehr Strom verwendet werden kann. Wenn eine sehr dicke Ablagerung erforderlich ist, muss der Gegenstand während des Prozesses herausgenommen und zwei- oder dreimal mit der Kratzbürste gebürstet werden. Das Silber hat dann ein reinweißes, porzellanartiges Aussehen, und wenn genügend Gewicht abgeschieden wurde (was sich leicht feststellen lässt, indem man den Gegenstand vor und nach dem Plattieren wäscht), wird das Polieren entweder durch Bürsten mit der Kratzbürste oder durch Überführen des Gegenstands in eine Standard-Glanzgalvanisierungslösung mit der Zugabe von etwas Kohlenstoffbisulfat durchgeführt, was dem Silber ein leuchtendes Aussehen verleiht.
Die Arbeitsersparnis durch die Einführung der Galvanik
Die Erfindung der Galvanotechnik wurde im Handwerk besonders von den Bitmachern begrüßt. Die Herstellung und das Löten kleiner Henkel für Terrinen, Füße für Salzfässchen, Saucieren, Tintenfässer für Schreibtische, Kappen für Gelenke und Rillen für Kellnerfüße und Tabletts usw. usw. war eine mühsame Angelegenheit, bei der man sich eines zufriedenstellenden Ergebnisses kaum sicher sein konnte. Während diese Zusätze früher in zwei Hälften gegossen, mit Blei gefüllt und sorgfältig zusammengelötet wurden, konnten sie jetzt vollständig aus Neusilber gegossen, galvanisiert und dann an den verschiedenen Artikeln befestigt werden. Es zeigte sich, dass in den Anfängen der Galvanotechnik diese Methode zur Herstellung kleinster Teile bereits lange vor dem Guss der Körper der Artikel selbst aus Neusilber und diesem Verfahren unterzogen wurde. Samowarhähne, eine nie endende Quelle von Problemen für Hersteller und Kunden, wurden früher in zwei Hälften gegossen. Sie gehörten zu den allerersten kleineren Gegenständen, die aus Neusilber gegossen, galvanisiert und dann mit Zinn auf den plattierten Kupferkörper gelötet wurden. Probleme mit undichten Samowarhähnen bestanden schon lange, da sich die Kappen nur schwer richtig aufsetzen ließen und die Hähne sich aufgrund der Weichheit des Kupfers leicht verbogen. Sammler rätseln oft, warum so viele Samoware, die vor der Entdeckung des Neusilbers und der Galvanisierung hergestellt wurden, über diese Hähne aus Gussmetall verfügen. Der Grund dafür ist, dass der Hersteller empfahl, diese neuen Hähne durch die älteren, stark abgenutzten und häufig reparierten gegossenen Exemplare zu ersetzen, die er besaß. Auf Seite 364 ist ein großer, gravierter Samowar abgebildet, auf dem ein typisches Exemplar dieser Hähne aus Gussmetall montiert ist. Gelegentlich stellt man fest, dass die Hähne aus Gussmetall bestehen und galvanisiert sind, wie auf den Abbildungen unten.
Aus dem einen oder anderen Grund ist aufgrund ihres Stils und ihrer Form ganz klar, dass die großen Samoware mit Körpern aus Kupferguss hergestellt wurden, lange nachdem die meisten anderen Artikel vollständig aus Neusilber hergestellt und galvanisiert worden waren.
Dieselbe Beobachtung lässt sich auch bei Tellerdeckeln beobachten. Vielleicht lag es an der Härte des Metalls, dass die Arbeiter, die diese größeren Gegenstände prägten, feststellen mussten, dass sie Neusilber nicht so schnell und erfolgreich bearbeiten konnten wie verkupfertes Blech.
TEIL VII
DER STANDORT DER HERSTELLUNG
DIE BEKANNTEN ALTEN SHEFFIELD PLATE-PRODUKTIONSSTANDORTE
Die technische und topografische Genauigkeit der Bezeichnung „ Old Sheffield Plate “ kann nicht klar genug erklärt werden. Nach der Entdeckung des Verfahrens gab es über 25 Jahre lang außerhalb von Sheffield keine Fabrik zur Herstellung von geschmolzenen plattierten Artikeln außer der von Matthew Boulton Sr. aus Birmingham, und es wird gesagt, dass sein Sohn zu dieser Zeit einige Zeit in Sheffield verbrachte und das Handwerk in seinen verschiedenen Zweigen unter der Aufsicht eines unserer ersten und fähigsten Hersteller, des genialen Mr. Morton, erlernte. 68 Von Boultons Firma kann gesagt werden, dass sie während der Blütezeit der Branche ihren zahlreichen Konkurrenten aus Sheffield ebenbürtig war. Die Adaption der Namen „Plater“ und „French Plater“ 69 in alten Verzeichnissen und Zeitungsanzeigen war irreführend, da sie Kommissionäre, Einzelhändler, Reparaturbetriebe und diejenigen einschloss, die Knöpfe, Kutschenlampenteile, Zierbeschläge und ähnliche kleinere Artikel herstellten, die hauptsächlich durch dichtes Plattieren hergestellt wurden. Die einzigen Londoner Plattierer, die sich für wichtig genug hielten, um ihre Marken beim Sheffield Assay Office eintragen zu lassen, waren Stanley und Thomas Howard. Der Name und das Abzeichen dieser Firma, die 1809 registriert wurden, findet sich häufig auf Dessertmessern und -gabeln mit geschlossener Plattierung . Die vielen Hersteller aus Birmingham, die ihre Marken in Sheffield eintragen ließen, waren fast alle Plattierer mit geschlossener Plattierung, und ihre Namen und Abzeichen finden sich noch heute sehr häufig auf allen Arten von Waren mit geschlossener Plattierung .
Die Feingalvanisierung scheint plötzlich fast ausschließlich auf die Region Birmingham beschränkt gewesen zu sein, und ihre hervorstechenden Merkmale waren die Durchführung der Galvanisierung kleinerer Gegenstände, deren Basis aus Stahl oder Eisen bestand (siehe S. 6). Diese Betriebe erforderten im Vergleich zu den größeren und schwereren Industrien, die als Sheffield Plate- Fabriken bekannt sind, außerordentlich geringe Investitionen in Werkzeuge. Forschungen haben immer wieder ergeben, dass die Namen, die oft als Londoner Sheffield Plate- Hersteller gelten, Last-Minute-Auswanderer aus Sheffield nach London darstellen, entweder als Agenten, Händler oder als Akkordarbeiter, zu einer Zeit, als die größeren Ladenbesitzer Reparaturen nach lokalem Bedarf benötigten, ohne sie mit der Verzögerung und den Kosten einer Entsendung nach Sheffield betrauen zu müssen. Keiner von ihnen kann daher im allgemein akzeptierten Sinne als Fabrikleiter bezeichnet werden. Um nur ein Beispiel zu nennen: Nehmen wir einen Mann, der als „bekannter Londoner Fabrikant namens Hattersley“ (ein Name, der übrigens eindeutig aus Sheffield stammt) beschrieben wird, aus Bennett's Place, Betnal Green Road. Er war nachweislich ein Experte und beschäftigte nur zwei oder drei Arbeiter. Er ließ sich erst 1830 in London nieder (ungefähr in den letzten Tagen der Industrie), und es war unmöglich, seine Bewegungen nach 1858 zurückzuverfolgen. Er hatte den Ruf, Artikel von höchster Qualität herzustellen, ausschließlich aus Metall, das er von den Walzwerken in Birmingham kaufte. Den alten Büchern im Besitz von Mr. W. A. Ellis (aus Birmingham) zufolge kaufte Hattersley nur zwischen 1830 und 1845 plattiertes Metall von seiner Firma, und im selben Zeitraum waren auch die bekannten Silberschmiede Garrard aus London Kunden, die ein- und beidseitig plattiertes Metall des Barrens kauften. 70
Die Herstellung von Gusskeramik in Nottingham
Bezüglich dessen, was informell als bestehende „Fabriken“ in Nottingham beschrieben wurde:
Mit Hilfe des verstorbenen Mr. Ellis machte der Autor Thomas Oldham aus Nottingham ausfindig, der noch immer Maßkrüge und Krüge nach alter Tradition (und aus gegossenem Silberblech ) herstellt, indem er sie von den Blechen auf die Becher hämmert – ein Handwerk, das mittlerweile ein Jahrhundert alt ist und das er selbst seit fast fünfzig Jahren ausübt. Heute beschränkt sich sein Geschäft offenbar weitgehend auf die Befriedigung der Nachfrage lokaler Kunden. Er gibt an, dass das Geschäft früher unter dem Namen Henry Askew (seines Onkels) geführt wurde, und führt weiter aus, dass, obwohl galvanisierte Maßkrüge weniger als die Hälfte seines eigenen Preises kosten, immer noch eine beträchtliche Nachfrage nach seinen Waren besteht, da sie bei regelmäßiger Verwendung dreimal so lange halten wie die von Konkurrenzprodukten aus Neusilber und galvanisiert. Askew selbst machte vor etwa einem Jahrhundert eine Lehre in diesem Handwerk und machte sich 1828 in Nottingham selbstständig. Leider kann Oldham nicht angeben, wo sein Onkel das Handwerk erlernt hat, vermutet aber, dass es wahrscheinlich in Sheffield war.
Eine sorgfältige Untersuchung dieser Krüge zeigt, dass sie (ohne silberne Fassungen und Tüllen) heute meist mit Fassungen aus Neusilber hergestellt werden, die an den Griffen und Körpern aus Kupferguss befestigt und genau nach den Methoden der alten Hersteller in Sheffield behandelt werden. Oldham und sein Neffe stellen diese Krüge ohne fremde Hilfe her und durchlaufen die verschiedenen Herstellungsschritte ohne weitere Hilfe von Polierern und Handfinishern. Sie stellen auch Reflektoren für Straßenbahnlampen her, die jedoch kaum noch nachgefragt werden. Oldham behauptet, dass es außerhalb seiner kleinen Fabrik in Nottingham nie eine andere Töpferei gegeben habe und dass seine Belegschaft nie mehr als zwei oder höchstens drei Personen beschäftigte.
Der verstorbene Mr. Ellis erklärte weiter, dass die Herstellung von Kutschenlampenteilen, Kutschenbesatz und versilberten Knöpfen für Armeeuniformen und Dienstboten-Livreen aus gegossener Folie in vielen Teilen des Landes noch immer in großem Umfang betrieben wird. Die Nachfrage nach diesen Artikeln hat das alte Verfahren praktisch vor dem völligen Aussterben bewahrt. Diese Aktivitäten können jedoch, mit Ausnahme der Herstellung von plattierten Krügen, in keiner Weise mit der Herstellung von Hohlwaren für dekorative und häusliche Zwecke in Verbindung gebracht werden, wie sie früher von Handwerkern in Sheffield betrieben wurde.
DAS ALTE SHEFFIELD-PLATTE IN IRLAND
Lassen Sie uns nun unsere Aufmerksamkeit für einen Moment von diesem Land abwenden und sehen, was sich von der Herstellung des Old Sheffield Plate, das heute in Irland und anderswo zu finden ist, rekonstruieren lässt.
Bis vor kurzem war Dublin zweifellos der beste Markt für altes Sheffielder Blech , und die Zeit des größten Wohlstands Irlands scheint mit der Blütezeit dieser Industrie zusammenzufallen. Doch heute sind viele der älteren Familien aufgrund finanzieller Sorgen und Sorgen um den Besitz von Grundstücken in eine sehr erbärmliche Lage geraten und müssen sich von einem Großteil ihres Hausrats trennen.
In Dublin wurde offenbar mehr Old Sheffield Plate im Einzelhandel verkauft als in jeder anderen Stadt außer London. Jeder bedeutende Hersteller suchte nach einer Möglichkeit, seine Waren in Irland zu verkaufen.
In vielen Fällen nannten Anzeigen der Sheffielder Hersteller die Namen von Vertretungen, die es nur in London und Dublin gab. Das Einzelhandelsunternehmen William Law, das sich in denselben Räumlichkeiten wie die Juweliere und Silberschmiede Hopkins in der Sackville Street in Dublin befindet, wird oft mit der Sheffielder Firma Thomas Law & Co. verwechselt, zu der es wahrscheinlich nie eine Verbindung gab. Das Einzelhandelsunternehmen „Waterhouse & Co.“ in der Dame Street in Dublin war ein Ableger der verschiedenen Sheffielder Plattenhersteller im Besitz von Waterhouse, der das Unternehmen in dessen Niedergang aufgab, um nach Dublin auszuwandern und dort ein weitgehend erfolgreiches Geschäft als Juwelier und Silberschmied weiterzuführen. Mr. S. S. Waterhouse, der dieses Unternehmen gründete, kam 1844 nach Dublin; er war einer der Birmingham Waterhouses, zu denen verschiedene Familienmitglieder gehörten, die sowohl in Sheffield als auch in Birmingham Silber und Plattwaren herstellten.
Wir wenden uns nun der Herstellung von walzplattierten Waren in Irland zu. Mr. Dudley Westropp vom Irischen Nationalmuseum glaubt, dass es keine Fabrik gab, weist aber darauf hin, dass die Royal Dublin Society in diesem Zusammenhang 1783 einen Preis für die Herstellung von walzplattierten Waren in Irland auslobte und betonte, dass durch die Produktion der Waren in Irland jährlich 40.000 Pfund gespart werden könnten. Im November des folgenden Jahres erhielt John Lloyd, ein Goldschmied aus Harold's Cross in Dublin, einen Preis von 22 Schilling und 11 Pence, was einem Anteil von 6 % am Wert der von ihm hergestellten walzplattierten Waren entspricht. Dies scheint die einzige Reaktion auf das Angebot gewesen zu sein und stellt den einzigen eindeutigen Beweis für einen irischen Versuch dar, walzplattierte Waren herzustellen.
In den alten Dubliner Adressbüchern von 1790 und später werden „Silberplattierer“ erwähnt, ebenso in denen von Cork. Untersuchungen haben jedoch bisher ergeben, dass es sich dabei lediglich um Hersteller von Gürtelschnallen, Besätzen, Uniformknöpfen und anderen Kleinigkeiten handelt oder, was wahrscheinlicher ist, um Einzelhändler solcher Artikel.
Herr Westropp merkt an, dass er nach sorgfältiger Durchsicht der Aufzeichnungen des Dubliner Goldschmiedeamts und von Zeitungsanzeigen der letzten 150 Jahre zu dem Schluss gekommen sei, dass weder die Hersteller von Massivsilber noch die Einzelhändler von Silber- und Plattierungswaren in ihren Bemühungen zurückgeblieben seien, mit den Moden und Fortschritten Schritt zu halten, die im Untersuchungszeitraum von Zeit zu Zeit in England Einzug hielten. Es gibt Aufzeichnungen über regelmäßige Besuche der Vorsteher der Dubliner Goldschmiedezunft in London und anderen englischen Städten auf der Suche nach neuen Designs. Lokale Zeitungen warben für die Rückkehr von Einzelhändlern, die Waren importierten, von denen sie überzeugt waren, dass sie bei den Kunden gut ankommen würden, da sie den neuesten Stilen und einer großen Auswahl entsprachen.
Während dieser Besuche sicherten sich die Silberschmiede gelegentlich die Dienste der besten Arbeiter Londons und machten dies öffentlich, um so das Ansehen ihrer eigenen Betriebe zu stärken. Bezeichnenderweise wird in dieser Zeit der Einsatz von Facharbeitern für die Herstellung von Artikeln im Zusammenhang mit dem Schmelzbeschichtungsverfahren nicht erwähnt. Diese Anzeigen beziehen sich stets auf den Import versilberter Waren und ähneln weitgehend den hier wiedergegebenen, alten Zeitungen entnommenen Anzeigen.
„ Faulkners Dubliner Tagebuch “, 22. Mai 1762:-
Henry Clements hat gerade französisches Porzellan in sein Spielzeuggeschäft in Crampton Court, Dublin, importiert, sowie lackierte Kerzenständer, geschmackvolle, hell plattierte Andreaskreuze und Tafelaufsatzringe.“
Und am 7. Dezember desselben Jahres:-
„Gerade von Henry Clements importiert: die neuesten Modelle von Kerzenleuchtern, Tellerständern usw., plattiert im Sheffield-Stil, im französischen Stil und emailliert.“
„ Dublin Mercury “, 24. November 1768;-
Henry Sullivan aus Dublin ist gerade aus England zurückgekehrt und hat plattierte Kerzenständer der besten Hersteller, Kaffeekannen, Kocher, Salzstreuer, Lichtlöscher (d. h. Tabletts für Lichtlöscher), Menagen, Untersetzer, Zaumzeug und andere plattierte Artikel sowie einfache holländische Küchen mit plattierten Möbeln importiert.“
„ Dublin Chronicle “, 4.-6. Oktober 1770:-
„William Fuller aus Pill Lane, Dublin, ist gerade aus England und Holland zurückgekehrt und besitzt unter anderem plattierte Untersetzer aus Papier und Leder, plattierte Kerzenleuchter, Menagen, Tassen, Gefäße, Kochtöpfe, Fischschaufeln, Schüsselkreuze, Salzfässer, Butterpfannen, Zangen und Zuckerzangen, Schnallen, Dosen, Zahnstocherbehälter, Flaschenetiketten, Etuis für Skalpelle und Messer, Rasiermesser, Scheren und Sheffield-Skalpelle.“
5. Dezember 1785:-
„John Mc Clean berichtet im „ Belfast Newsletter “, dass er gerade plattierte Artikel, Kreuze und Ringe für Tafelaufsätze usw. importiert hat.“
Und am 12. August 1791:-
„John Knox berichtet in derselben Zeitung, dass er gerade aus Sheffield und Birmingham Geschirr und Tellerwaren, Tellerringe mit und ohne Lampen, Teeschalen (wahrscheinlich Löffel für Teedosen) usw. importiert hat.“
Aus der „ Cork Ibernian Chronicle “, 1786:-
„John Warner, Goldschmied aus Cork, der aus London zurückkehrte und eine große Auswahl der folgenden Artikel mitbrachte: Uhren, Goldketten, plattierte Sporen aller Art, einige Paar doppelt plattierte Sportsporen, Messer, Gabeln und Rasiermesser usw., alle Arten von Silbergeschirr , hergestellt in London und Dublin, „eine neue Art doppelt plattierten Tafelgeschirrs .“
Und schließlich, um zu zeigen, wie die Hersteller aus Sheffield später Niederlassungen und Lager in Irland gründeten:
„ The Star “, Dublin, 12. Oktober 1824-
Nach dem Tod zweier Partner der Firma Roberts, Cadman & Co. in Sheffield wird der gesamte Bestand an exklusivem Tafelgeschirr aus eigener Herstellung an die Warenabteilung in der Fleet Street 5 in Dublin verkauft. In den letzten 25 Jahren betrieb RC & Co. den Handel in Irland, zunächst über die Firma Clarke & West und später über ihren Vertreter R. Moore.
„Zu den Vorräten gehören Tabletts, Patentdeckel, Suppenteller, Épergnes , Vorspeisen- und Abschlussteller, Beilagen und dergleichen, Teekannen und Kaffeekannen, Terrinen und Saucieren, Likör- und Eierbecher, Menagen, Eiskübel, Brot- und Kuchenkörbe, Kerzenständer und Kandelaber, Tabletts usw. usw. sowie ein komplettes tragbares Service mit Ess- und Teebesteck.“
Wenn in der Galvanikindustrie von Arbeitern die Rede ist, die Artikel nach Irland importieren, ist immer das Close-Plating -Verfahren gemeint.
Doch schon bevor 1783 die oben erwähnte Prämie für die Herstellung von Silbergeschirr angeboten wurde, bekamen die örtlichen Silberschmiede die Auswirkungen der großen Einfuhr von plattiertem Geschirr zu spüren. Aus dem Protokoll vom 13. November 1773 schließen wir, dass eine Resolution verabschiedet wurde, die die Aufhebung der Abgabe auf Silbergeschirr forderte, mit der Begründung, die große Menge importierten plattierten Tafelgeschirrs sei zum Nachteil der irischen Silberschmiede. (Es besteht keine einheitliche Meinung darüber, dass in Irland seit 1730 eine Abgabe von 6 Pence pro Unze auf Silbergeschirr erhoben wurde und dass die Figur Hibernia als Abgabenmarke eingeprägt wurde; 1807 wurde die Abgabe auf 1 Schilling pro Unze erhöht und der Kopf des Souveräns als Abgabenmarke eingeprägt, die Marke Hibernia blieb jedoch bestehen.)
Die in den Listen genannten Plattierer waren zweifellos Einzelhändler oder Hersteller von Veredelungszubehör, wie Herr Westropp andeutet, doch die Herstellung bestimmter Gegenstände, wie z. B. irischer Plattenringe, aus gewalztem Metallblech dürfte für erfahrene irische Silberschmiede kein Problem gewesen sein. Es scheint jedoch eine nahezu unbestreitbare Tatsache zu sein, dass sich die Herstellung von Sheffield-Platten in Irland nie als Industrie etabliert hat, und dieselbe Beobachtung gilt heute für galvanisierte Gegenstände. Es gibt überzeugende Beweise für ungewöhnliche Gegenstände, die in der Vergangenheit aus altem Sheffield-Platten für den irischen Markt hergestellt wurden und in Irland einzigartig sind.
Der abgebildete Kelch weist Spuren der Ziselierung durch einen irischen Silberschmied auf, sowohl im Stil der Verzierung als auch darin, dass der Handwerker nach dem Ziselieren offenbar das Risiko des heiklen, aber notwendigen weiteren Flachhämmerns vermieden hat. Die Tasse mit zwei Henkeln weist eine charakteristische irische Ziselierung auf. Derartig geformte Gegenstände findet man nur in Irland, obwohl in diesem Fall die gesamte Ausführung Sheffield zugeschrieben werden kann.
Die Gründe, warum es keine Belege für die Theorie gibt, dass in Irland gussplattierte Keramik hergestellt wurde, müssen nicht lange gesucht werden.
Anders als die französischen hätten irische Hersteller, hätten sie eine Plattierwarenindustrie aufbauen wollen, weder auf Unterstützung durch königliche Preise noch Schutzzölle hoffen können. Ohne diese beiden Anreize hätte es sehr lange gedauert, das handwerkliche Niveau der Sheffielder Hersteller zu erreichen. Darüber hinaus wäre das erforderliche Investitionskapital beträchtlich gewesen, selbst um mit den zahlreichen, bereits in Sheffield bestehenden, voll ausgestatteten Fabriken konkurrieren zu können. Auch das Schneiden von Matrizen, das Walzen und Gießen des Metalls, die Einrichtung der Matrizenwerkstatt und die Anschaffung der zahllosen Werkzeuge, die für die Ausführung der kleinsten Details benötigt wurden, hätte erhebliche Kosten verursacht. Das Bohren und Durchstanzen der Maschinen, die Hämmermatrizen, das Zubehör für die Zaumzeug-Plattierwerkstatt usw. usw. hätten die Beschaffung der für die Produktion notwendigen Materialien in enormem Umfang erfordert, ausreichend, um selbst die unternehmungslustigsten Förderer der englischen Industrie in den Tagen ihres größten Wohlstands ins Wanken zu bringen. Selbst ausländische Hersteller versuchten nie, eine mit den Sheffielder Fabriken vergleichbare Produktpalette zu produzieren, und ihre Arbeiter waren auch nicht qualifiziert genug, um alle Methoden der einheimischen Hersteller erfolgreich anzuwenden. Warum sollten Arbeiter, von denen die besten stets gut bezahlte Jobs hatten, ihre Sicherheit in Sheffield für ein schwieriges Leben in Irland aufgeben, vorausgesetzt, dort wäre eine Industrie entstanden? Eine solche Fabrik hätte preislich offensichtlich nicht mit etablierten Unternehmen konkurrieren können.
Herr L.A. West aus Dublin ist nach sorgfältiger Prüfung der Angelegenheit der Meinung, dass Old Sheffield Plate nicht in Irland hergestellt wurde. Da die Firma West & Son Silberwaren herstellte und verkaufte, sind seine Beobachtungen zu diesem Thema äußerst bemerkenswert. Hätte es in Dublin jemals eine Galvanikfabrik gegeben, hätten die Geschäftsbücher seiner Firma dies zweifellos bewiesen, während sie eine vollständige Abhängigkeit von den bekannten Sheffielder Firmen zur Deckung ihres Bedarfs belegen. Es dürfte schwierig sein, überzeugendere Beweise zu finden, um die Annahme zu widerlegen, dass die Herstellung von Old Sheffield Plate in Irland jemals ernsthaft betrieben wurde.
Um eine Vorstellung von der Nachfrage nach Old Sheffield Plate Ware in England zu vermitteln, folgt hier eine Liste aus den Geschäftsbüchern von Watson & Bradbury mit verschiedenen Personen, die zwischen 1795 und 1813 in Dublin mit diesen Artikeln handelten. Der Wert der Waren, die Einzelhändler in diesem Zeitraum von dieser einen Firma kauften, belief sich auf 60.613 Pfund, 15 Schilling und 1 Pence. Ein kleiner Prozentsatz der Waren bestand jedoch offensichtlich aus massivem Silber.
Um sich eine Vorstellung von der enormen Menge plattierter Waren zu machen, die damals nach Dublin verschifft worden sein müssen, muss man bedenken, dass die erwähnte Firma nur eine von etwa 20 anderen war, die Sheffield Plate herstellten und vermutlich in dieser Region einen Markt für ihre Waren suchten. So umfangreich ihr Handel in Irland auch war, es ist äußerst wahrscheinlich, dass die Herren Daniel Holy, Wilkinson & Co. dort einen viel größeren Kundenstamm hatten. Sogar heute noch übersteigt die Zahl der zwischen 1784 und 1804 hergestellten Old Sheffield Plate -Artikel, die ihr Zeichen tragen und in Dubliner Antiquitätenläden zu finden sind, bei weitem die der Artikel, die die Zeichen anderer Hersteller tragen oder eindeutig einem anderen Hersteller zugeordnet werden können (siehe S. 433).
Angesichts der Mengen an altem Sheffield-Platten , die man vor einigen Jahren in Irland finden konnte, fragte man sich sofort: „Wo kam das alles her?“ Nach der Untersuchung dieser Gegenstände könnte man sich die Frage stellen: „Wo ist das alles hin?“
DAS ALTE SHEFFIELD-PLATTE IN SCHOTTLAND
Diese Beobachtungen zur Herstellung von Old Sheffield Plate könnten mit geringfügigen Änderungen auch auf Edinburgh und Glasgow zutreffen. Was das Verkaufsvolumen in Schottland bis zum Ende der Industrie betrifft, zeigen die Bücher der oben erwähnten Firma, dass der Handel nördlich des Tweed bis zum Ende der Industrie gewachsen war, und es ist höchst unwahrscheinlich, dass vor Ort mehr als ein sehr kleines Reparatur- und Einzelhandelsgeschäft existierte. Der Wert der zwischen 1795 und 1812 von Watson & Bradbury in Schottland verkauften Waren belief sich auf 17.631 Pfund, wobei die größten Abnehmer in Edinburgh die Juweliere Morton & Milroy in der North Bridge Street 35 und in Glasgow Robert Gray waren. Es konnten keine größeren Geschäfte mit Schmieden rekonstruiert werden, und sicherlich hat es in Schottland nie ein Rotationswalzwerk gegeben, sonst wäre es schon vorher bekannt geworden. Die örtlichen Silberschmiede mussten daher hier wie in London die Invasion ihres Marktes durch die Plattierer von Old Sheffield ertragen. Andererseits begrüßte die schottische Öffentlichkeit die Einfuhr von Artikeln, deren künstlerisches Erscheinungsbild ebenso wie die durch ihre Verwendung ermöglichte Wirtschaftlichkeit sowohl ihren guten Geschmack als auch ihre bekannte und übliche Sparsamkeit widerspiegelte.
Herr Andrew Sharp aus Edinburgh hat uns freundlicherweise die folgenden Angaben zur Verfügung gestellt. Seine Informationen sind wertvoll, sowohl wegen seines Interesses an diesem Thema als auch weil er während seiner 30-jährigen Berufserfahrung zahlreiche Gelegenheiten genutzt hat, Einzelheiten über interessante Exemplare aufzuzeichnen, die durch seine Hände gegangen sind, sowohl in antikem Silber als auch in Old Sheffield Plate :
Es ist eine völlig irreführende Annahme, dass Edinburgh neben seinen verschiedenen Industrien auch das Zentrum einer Gruppe von Herstellern war, die sich der Produktion von Sheffield Plate widmeten. Es stimmt, dass Goldschmiede, Silberschmiede und Uhrmacher in dieser Stadt zwei oder drei Jahrhunderte lang gleichermaßen starke und solide Berufe bildeten und Tafelgeschirr herstellten, dessen Exzellenz heute von Kennern und anderen anerkannt wird. Angesichts der vergleichsweise geringen Kosten von Sheffield Plate und seiner optischen Überlegenheit gegenüber Zinngeschirr (von dem beträchtliche Mengen in den Hammerschmieden oder Blechschmieden hergestellt wurden) wäre die Übernahme der neuen Erfindung durch Meister, die ihre Arbeiter und ihr Geschäft zusammenhalten wollten, naheliegend gewesen. Doch nach langen Untersuchungen konnten keine Beweise dafür gefunden werden, dass Sheffield Plate in Edinburgh hergestellt wurde. Es ist möglich, dass von Zeit zu Zeit ein einzelnes Stück hergestellt wurde, aber Beweise für eine allgemeine und systematische Produktion durch Facharbeiter fehlen völlig. Die Untersuchung wurde unter den älteren Arbeitern der Stadt durchgeführt, deren Erfahrung 50 bis 60 Jahre umfasst, und hätte die Industrie nie Hätte es sie gegeben, hätten sie von den Herstellern gehört und Werkzeuge und Formen gesehen, vielleicht sogar von einigen Stücken gewusst, die sich noch im Bestand der Silberschmiede der Stadt befanden. Diese alten Arbeiter sind sich jedoch alle einig, dass sie ihres Wissens nach nie von der Herstellung von Sheffield-Platten in der Gegend gehört oder welche gesehen haben, außer wenn sie zur Reparatur in die Werkstätten gebracht wurden. In den alten Stadtverzeichnissen finden sich Namen von Männern, die als „ Plater “ bezeichnet werden, ein Beruf, der in Verbindung mit dem von Karosseriebauern, Sattlern und Eisenwarenhändlern ausgeübt wurde. Ihre Produkte bestanden in der Regel aus Eisengegenständen, die durch dichtes Plattieren gewonnen und zur Herstellung von Geschirren, Kutschen und Artikeln für andere Branchen verwendet wurden. Sie verfügten weder über die Arbeiter noch über die Werkzeuge, um Sheffield-Platten herzustellen, selbst wenn es Kunden gegeben hätte. Eine interessante alte Ausgabe des Edinburgh Courant aus dem frühen 19. Jahrhundert enthält eine Anzeige, die die Öffentlichkeit darüber informiert, dass einer der Partner einer bekannten, inzwischen aufgelösten Firma gerade mit einer Lieferung feinster plattierter Waren aus Sheffield zurückgekehrt sei. Dies zeigt deutlich, wie Manchmal war es notwendig, den Herstellungsort dieser Waren zu besuchen, die offensichtlich nicht vor Ort produziert wurden.“ Herr Sharp fährt fort:
„Ein Experte aus Edinburgh, dem ich die hier zitierten Anfragen verdanke, teilte mir mit, dass er trotz langjähriger Erfahrung im Handel mit Old Sheffield Plate weder ein Stück gesehen noch davon gehört habe, das als in Edinburgh oder jedenfalls in Schottland hergestellt identifiziert werden könne.“
Aus den Sheffielder Zeitungen vom 27. und 30. Oktober 1821 erfahren wir, dass die Burns Association der Witwe des Dichters Burns ein Paar silberne Kerzenleuchter, Lichtschaber und ein Tablett nach neuestem Muster und in bester Verarbeitung, hergestellt von Watson & Bradbury in der Mulberry Street, geschenkt hat. Die Inschrift (gestochen von Mr. Tompkin) lautet: „Ein Geschenk einiger Schotten aus Sheffield an die Witwe Burns.“
Er durchlebte die stürmische Nacht des Lebens,
Helles, flackerndes Nordlicht,
In den kommenden Jahren leuchtet es von weitem,
Fester, destabilisierender Polarstern.“ – JM 73
In einer Zeitung wird der Name Watson, Pass & Co. als Hersteller der Löschschale erwähnt.
Es wäre interessant zu wissen, ob diese Artikel noch existieren.
DAS ALTE SHEFFIELD-KENNZEICHEN IN AMERIKA
Es besteht kein Zweifel daran, dass in Amerika noch eine gewisse Menge an reinem Old Sheffield Plate vorhanden sein muss, denn von 1795 bis 1831 war der Exporthandel aus Sheffield groß und konstant. Die Geschäftsbücher von T. Bradbury & Sons zeigen, dass Mr. George H. Newbould (ihr Agent in Amerika) allein im Jahr 1826 Waren im Wert von 4.671 Pfund, 7 Schilling und 5 Pence verkaufte; in den Jahren 1828 und 1829 für 6.000 Pfund und im Jahr 1830 für 2.058 Pfund, 9 Schilling und 7 Pence. Ungefähr zu diesem Zeitpunkt endete dieser Exporthandel nach Amerika praktisch, obwohl noch 1831 sowohl die Firma Taylor & Brown aus Baltimore als auch die von William Antony Rasch aus New Orleans weiterhin Artikel aus Old Sheffield Plate kauften.
Es existiert noch ein Tagebuch des Großvaters des Autors, in dem er von seinen Geschäftsreisen durch Kanada und Amerika vor etwa einem Jahrhundert berichtet. Der hier abgebildete Kerzenständer ist ein Duplikat eines Kerzenständers aus Old Sheffield Plate , den ein Amerikaner vor etwa 15 Jahren nach Sheffield brachte, um ihn nachmachen zu lassen. Er gab an, dass seine Familie, die ihn ursprünglich in Amerika gekauft hatte, ihn sorgfältig aufbewahrt hatte. Das Herstellungsdatum liegt zwischen 1770 und 1880.
Das Geschäftsvolumen der Firma Watson & Bradbury mit Amerika und die Namen ihrer Kunden in verschiedenen Städten zwischen 1795 und 1825 sind recht interessant. In den Büchern der Firma findet sich ein ungeöffnetes Konto in Höhe von 13 Pfund, 3 Schilling und 6 Pence aus dem Jahr 1815, das Herrn Thomas Willets Junior aus New York geschuldet wird. In einem Brief nach Sheffield vom 30. September 1816 schreibt der Agent Herr Newbould: „Ich habe ihn lange nicht gesehen und glaube, er hat New York verlassen.“ In diesem Fall muss man natürlich annehmen, dass Herr Willets die Stadt „für immer“ verlassen hatte.
Der Old Sheffield Plate schien damals in Kanada keinen großen Markt zu finden.
Der Handel mit Westindien war jedoch angesichts der geringen Größe des Landes wichtig, wie die folgenden Auszüge beweisen:
Herr E. Holbrook aus New York, der vor kurzem die Wolsey-Sammlung alter Sheffield-Platten erworben hat, hat freundlicherweise die folgenden Informationen zu dieser Liste amerikanischer Kunden bereitgestellt:
„Zweifellos waren B. & P. Cooper und Jerh. Cooper die Gründer der Firma, die später als Copper, Fellows & Co. bekannt wurde; Fellows & Read gehörten ebenfalls zu dieser Firma und später zu Read, Taylor & Co. Beide Firmen waren vor 25 oder 30 Jahren im Geschäft, sind heute aber vollständig geschlossen.
In der Liste wird jedoch eine Firma erwähnt, Erastus Barton & Co., an die 1821 Waren verkauft wurden. Dies wäre von erheblichem Interesse, wenn es sich bei dieser Firma um die Gründer der heutigen Firma Black, Starr & Frost handeln würde. Nachfolger von Erastus Barton & Co. wurden Frederic Marquand, dann Marquand & Barton, dann Marquand & Bros., dann Marquand & Co., die wiederum 1839 von Ball, Tompkins & Black, 1851 von Ball, Black & Co. und schließlich von Black, Starr & Frost abgelöst wurden, das noch heute existiert und an der Ecke 39th Street und Fifth Avenue tätig ist und zu den bedeutendsten Firmen der Branche zählt.
Ich muss allerdings darauf hinweisen, dass die meisten dieser Unternehmen nicht mehr existieren und an einige von ihnen heute kaum noch jemand erinnert wird.“
Das alte Sheffield-Plattenstück auf dem Kontinent – Import nach England und Produktion im Ausland
Zahlreiche Beispiele für plattierte Keramik aus Old Sheffield sind in verschiedenen europäischen Städten zu finden, viele davon stammen aus England.
Die hier abgebildete Teekanne erwarb der Autor 1896 in Rom bei einem Händler. Später wurde sie als Teekanne aus Sheffield identifiziert, die von einem in Liverpool erworbenen silbernen Duplikat stammte, das von N. Smith & Co. aus Sheffield hergestellt und auf 1808 datiert wurde. Die abgebildete Teedose gehört Herrn Alfermann aus Berlin und wurde dem Autor bei einem Besuch in dessen Haus im Jahr 1907 entdeckt. Der Besitzer hatte sie einige Jahre zuvor in dieser Stadt für 50 Mark erworben. Sie ist perfekt erhalten und ein schönes Beispiel für das im frühen 19. Jahrhundert beliebte Design mit schwerem Rahmen und Eichenblättern und Muscheln. Es könnten weitere Abbildungen verschiedener Stücke beigefügt werden, die der Autor in Hamburg, Holland, Belgien und anderswo auf dem Kontinent kaufte. Aus den alten Geschäftsbüchern von Watson & Bradbury geht hervor, dass in den Jahren 1790–1815 ein umfangreicher Exporthandel mit kontinentalen Städten betrieben wurde und Waren per Schiff nach Hamburg, Amsterdam, Antwerpen, Altona und Lübeck verschifft wurden. Einige der wichtigeren Lieferungen in diese verschiedenen Städte werden hier detailliert beschrieben. Dieser Handel mit dem Kontinent wurde 1825 eingestellt.
Die abgebildete Teedose ist eines der frühesten Designs von Sheffield Plate und stammt aus der Zeit um 1762. Es sind noch viele Varianten erhältlich. Aufgrund ihrer extremen Leichtigkeit – bedingt durch das Fehlen von Silberschilden und -montierungen – sowie ihrer unenglischen Form werden sie oft als im Ausland hergestellt beschrieben. Dies ist jedoch nicht der Fall, da sich an anderen Sheffield-Beispielen aus dieser Zeit häufig doppelte Hähne, Henkel und Montierungen finden. Gegossenes Tafelgeschirr aus ausländischer Herstellung vor 1800 ist heute in England kaum noch zu finden. Eine sorgfältige Untersuchung dieser Gefäße konnte bisher keine einzige Initiale des Herstellers aufdecken, wie es bei kleineren zeitgenössischen plattierten Waren üblich ist. Es ist daher schwierig, genau anzugeben, welchem Hersteller wir sie zuschreiben können.
Der Import von Tafelgeschirr aus gegossener Kupferfolie nach Großbritannien machte bis 1820 keine nennenswerten Fortschritte. In diesem Zeitraum muss bis zum Ende dieser Industrie eine beträchtliche Zahl in Frankreich hergestellter Artikel ins Land gelangt sein. Diese sind jedoch fast alle aus eher spärlich plattiertem Metall hergestellt. Man hat nur wenige Stücke mit eingefädelten Silberrändern gefunden und der Autor ist nie auf ein Stück mit einem eingelegten Silberschild gestoßen. Vermutlich waren die ausländischen Hersteller nicht geschickt genug, um diese kleine, aber äußerst heikle Arbeit durchzuführen. Die Preise der zum Verkauf in diesem Land bestimmten Artikel müssen sehr niedrig und erschwinglicher gewesen sein als alle erhältlichen englischen Produkte. Die Stärke des von den Franzosen verwendeten plattierten Metalls war normalerweise viel dünner als die in England üblicherweise verwendete. Das Kupfer hat außerdem eine rötlichere Farbe, was auf die geringere Menge der enthaltenen Legierung zurückzuführen ist.
Die meisten der heute in England erhaltenen ausländischen Exemplare sind französische Importe; der am häufigsten vorkommende Name ist Balaine. Balaine selbst soll zwischen 1860 und 1870 gestorben sein. Seine Firma war nachweislich bereits 1810 in Betrieb. Die Firma Boulenger & Cie., die seit 1810 im Geschäft war, war vor fast einem Jahrhundert ebenfalls ein großer Pariser Hersteller von Old Sheffield Plate- Geschirr. Sie betrieben einen ausgedehnten Exporthandel in die ganze Welt und verwendeten [Warenzeichen] [Warenzeichen] als ihr Warenzeichen.
Den anderen ausländischen Herstellern, deren Waren England erreichten, kann nur eine begrenzte Bedeutung beigemessen werden. Der Name Rosenstrauch taucht auf einem großen, gusseisernen Tablett (siehe Abbildung unten) sowie auf anderen Gegenständen auf, darunter ein schlichter, rechteckiger Kuchenkorb mit godroniertem Rand und vergoldeter Innenseite – zweifellos im Ausland hergestellt – neben einem Adler. Dieses Zeichen ist jedoch so verwirrend, dass die Herkunft nicht ermittelt werden konnte, obwohl es höchstwahrscheinlich österreichisch oder deutsch ist.
Hier sind zwei interessante russische Marken abgebildet. Die erste stammt von einem 56 cm großen Tablett mit Henkeln, einer glatten, gegossenen Form und einem Gewinde. Der Name des Herstellers bedeutet übersetzt „Petz“, vermutlich ein Deutscher, während der auf dem Körper des Adlers eingeprägte Buchstabe darauf hinweist, dass dieser Hersteller ein kaiserlicher Agent von Zar Nikolaus I. von Russland war. Das Tablett muss daher zwischen 1825 und 1855, der Regierungszeit von Zar Nikolaus I., hergestellt worden sein.
Das nächste Zeichen stammt von einem russischen Samowar. Die oberste Zeile steht für die Abkürzung der Stadt „St. Petersburg“. Die zweite Zeile ist eine Abkürzung für „ Silberplattenladen “ (Lagerhaus oder Laden?). Die dritte Zeile gibt den Namen des Herstellers an, der im Englischen wie „Charkoff“ ausgesprochen würde. [Zeilen] 75
DIE HERSTELLUNG VON SHEFFIELD-TELLER IN FRANKREICH
Der Autor ist Herrn Pinton von der Firma Ch. Boulenger & Cie. in Paris für seine große Unterstützung bei der Zusammenstellung der folgenden interessanten Informationen zum Thema französische Plattkeramik zu Dank verpflichtet.
Die Gold- und Silberschmiede des 17. und 19. Jahrhunderts besaßen staatliche Lizenzen und lebten stets im Louvre. Die von ihnen hergestellten Objekte waren das Ergebnis individueller Handarbeit in den verschiedenen Herstellungsphasen, wie es auch bei englischen Gold- und Silberschmieden dieser Zeit der Fall war. Es gab keine Fabriken zur Herstellung von Silberwaren, wie wir sie heute kennen (zumindest nicht im 17. und frühen 19. Jahrhundert).
Das Privileg der staatlichen Lizenz wurde in Paris zu Beginn des 19. Jahrhunderts abgeschafft, und die erweiterten Möglichkeiten für das Silberschmiedehandwerk förderten die Eröffnung von Galvanikfabriken durch Boulenger, Balaine und einige andere. Die meisten dieser Firmen überlebten jedoch nicht lange. Wie die lokalen Fabriken in Sheffield stellten sie, mit Ausnahme von Boulengers Firma, kurz nach 1840 mit der Einführung des Galvanikverfahrens ihren Betrieb ein.
Ein Verfahren zum Versilbern unedler Metalle scheint französischen Ursprungs zu sein und wurde im frühen 18. Jahrhundert in Frankreich entdeckt, als der französische Regent die Mehrheit an der Produktion hielt. Dieses auf Seite 96 beschriebene Verfahren wurde in England als „French Plating“ bekannt. Die späteren Sheffielder Plattierer verwendeten zwar eine ähnliche Methode, stellten aber eine Weiterentwicklung dieser französischen Erfindung dar.
Was die Verwendung von Boulsovers Erfindung durch die Franzosen angeht, lässt sich bis 1770 nichts Genaues rekonstruieren. In diesem Jahr wurde im Pariser Hôtel de la Fère in der Rue Beaubourg im Marais eine Fabrik eröffnet. Später wurde sie in das Viertel Pont aux Choux in der Rue Popincourt verlegt, um unter königlicher Schirmherrschaft versilberte Gefäße herzustellen. Dieses Geschäft wurde ursprünglich von einem gewissen Degournay, dem Ingenieur des Königs, geführt und lief erfolgreich weiter, bis das Schmelzplattierungsverfahren Mitte des 19. Jahrhunderts durch die neu erfundene Galvanotechnik verdrängt wurde.
Die Gründung dieser Fabrik in Paris beunruhigte die damaligen Hersteller von massivem Silbergeschirr so sehr, dass sie 1772 eine Protestnote gegen die Einführung dieser Produktklasse in Paris an den Herzog von Vrillière richteten. Diese neue Industrie sollte jedoch weiterhin vom König gefördert werden. Das damals in Mode gekommene, sehr teure massive Silber war für die französische Mittelschicht zu teuer, und Ludwig XVI., der aufgrund seiner geistigen Veranlagung zur Mechanik neigte (er widmete seine Freizeit der Erlernung der Feinheiten des Schmiedehandwerks), wollte ihren Bedarf mit einer günstigeren Art von Tafelgeschirr befriedigen. Er beschloss daher, eine eigene Fabrik zu finanzieren und errichtete schließlich im Hôtel Pomponne in der Rue de la Verrerie eine Galvanikfabrik. Diese Fabrik wurde von Marie Joseph Tugot und dem Schwiegersohn des Königs, Jacques Dauny, geleitet. Die Firma florierte so sehr, dass Ludwig XVI. ihr erlaubte, ihr Tafelgeschirr „königliche Manufaktur“ zu nennen. Die Goldschmiedezunft hingegen, neidisch auf den Erfolg der Firma, übte ihren Einfluss beim Monies Court aus, um den Umfang der ihr gewährten Privilegien einzuschränken. Dies hatte jedoch den gegenteiligen Effekt, denn dank des Einflusses des Königs erhielt die Firma „per Patent vom 17. März 1787“ die Erlaubnis, Messing und andere für den Gebrauch als Tafelgeschirr geeignete Gefäße zu vergolden und zu plattieren. 76
In Paris sind noch heute einige Beispiele der von dieser Fabrik hergestellten Gegenstände im Musée des Arts Décoratifs zu sehen. Unter anderem ist hier eine sehr schöne Terrine mit flötenförmigem Körper zu nennen (ehemals im Besitz von Alfred Darcel, dem ehemaligen Direktor des Cluny-Museums).
Es war vor allem der Initiative und dem großen Geschick der Herren Tugot und Daumy zu verdanken, dass die Pariser Mittelschicht bereits 1787 auf ihren Tischen plattiertes Tafelgeschirr mit kunstvollen Motiven aus lokaler Produktion präsentieren konnte. Vor diesem Datum kann man davon ausgehen, dass fast das gesamte gegossene Tafelgeschirr in Frankreich in Sheffield hergestellt wurde.
Heutzutage findet man in England so viele antike, gegossene Waren ausländischer Herstellung, dass es angebracht erschien, eine recht vielfältige Auswahl abzubilden. So kann sich der Sammler schneller mit den Formen und Stilen vertraut machen, die bei ausländischen Herstellern vorherrschend waren. Die meisten französischen Waren tragen die Namen Balaine, Durand, Gandais und Levrat, dem berühmtesten französischen Hersteller. Levrats Handwerkskunst ist vielleicht die feinste. Gelegentlich stößt man auf Stücke aus seiner Herstellung mit auffälligen Silberfassungen und -rändern, die – abgesehen vom Fehlen eingeriebener Silberschilde – durchaus mit der späten handwerklichen Produktion aus Sheffield mithalten können. Die Wappen scheinen separat aus Feinsilber gegossen und dann auf die Waren gefeilt und gelötet worden zu sein. In Frankreich hergestellte Gusswaren sind sofort an den Punzen zu erkennen, die immer darauf erscheinen.
Der Name des Herstellers wurde normalerweise eingraviert, ebenso wie sein Zeichen, seine Initialen oder andere Insignien. In Frankreich war die Punzierung für alle versilberten Gegenstände vorgeschrieben, und sie mussten entweder das Wort doublé [Zeichen] oder plaqué [Zeichen] tragen. Die Hersteller waren auch verpflichtet, die Dicke des Silbers auf den plattierten Gegenständen anzugeben, z. B. [Stempel] (E, M und EM sind Abkürzungen für Dixième ). Punzen zeigen an, dass 1 kg Silber auf einen Kupferbarren mit einem Gewicht von 9 oder 19 kg aufgetragen wurde. [Zeichen] und [Zeichen] weisen auf die schlechteste Qualität der Plattierung hin, d. h. eine Auflage von 1 kg Silber auf 29 oder 39 kg Kupfer. Obwohl die Hersteller plattierter Gegenstände in Frankreich heute nicht mehr gesetzlich verpflichtet sind, die auf die Gegenstände aufgetragene Silbermenge anzugeben, wird dieser Brauch immer noch befolgt.
In manchen Fällen finden Sie die Aufschrift garniture argent [Markierung], was darauf hinweist, dass Artikel mit dieser Aufschrift mit Silberrändern (mit Lot gefüllt) versehen sind.
TEIL VIII
HINWEISE FÜR SAMMLER – DESIGNER
WIE MAN DAS ALTE SHEFFIELD-PLATTE BEURTEILT
Eine der Hauptschwierigkeiten bei der Beurteilung von altem Sheffielder Tafelsilber besteht darin, dass viele Gegenstände irgendwann neu galvanisiert wurden und dabei ihre Farbe verändert haben, wodurch sie wieder eine große Ähnlichkeit mit dem Original aufweisen. Stücke, die zur Zeit der Verbreitung der Galvanisierung auf der Rückseite verzinnt waren und geringste Spuren von Kupfer aufwiesen, wurden in der Regel einem neuen Restaurierungsprozess unterzogen. Wenn die Gegenstände durch diese Restaurierung nicht tatsächlich beschädigt wurden, lässt sich nur schwer sagen, ob sie vor oder nach der Erfindung der beidseitigen Galvanisierung des Barrens hergestellt wurden. Die endgültige Entscheidung über Alter und inneren Wert muss im Wesentlichen von Tests der Farbe, Struktur, des Aussehens oder in gewissem Maße vom Stil der Epoche abhängen, aus der ein Gegenstand stammt.
Erfahrene Männer, die mit der Handhabung aller Arten von plattiertem Geschirr vertraut sind, können Old Sheffield Plate in der Regel auf den ersten Blick oder durch Berühren erkennen. Gussplattiertes Geschirr ist aus drei Gründen haltbarer als galvanisch hergestelltes. Erstens ist dies die Wirkung der Legierung; zweitens das Walzen und Hämmern, dem es ausgesetzt war; und drittens scheint das Galvanisierungsverfahren eine weichmachende Wirkung auf das Grundmetall zu haben. Auch in der Farbe gibt es Unterschiede. Reines Silber ist immer weiß, während das im alten Verfahren verwendete gewöhnliche Silber aufgrund der Legierung einen leicht bläulichen Farbton aufweist.
REPRODUKTIONEN ODER „FÄLSCHUNGEN“
Was die Frage der Old-Sheffield- Reproduktionen und die enorme Menge solcher Artikel auf dem Markt betrifft, ist die Situation aus Käufersicht recht einfach. Der Händler hat diese Artikel zweifellos von Fabriken ähnlicher Produktion in London, Birmingham oder Europa gekauft. Festzuhalten bleibt, dass die enorme Nachfrage nach gefälschtem Old-Sheffield-Teller bisher nicht zur Gründung einer Kupfergalvanikfabrik in Sheffield geführt hat. Sammler können die gewünschten Artikel gerne erwerben, sofern der Verkäufer sich im Falle einer Reproduktion zur Rücknahme und Rückerstattung des Kaufpreises verpflichtet. Antwortet der Verkäufer auf die Frage des potenziellen Käufers nach der Echtheit des betreffenden Artikels ausweichend, sollte der Käufer den Kauf umgehend abbrechen. Vertraut der Sammler jedoch seinem eigenen Wissen und möchte mit dem Händler an Intelligenz und Erfahrung konkurrieren, sollte er sich selbst die Schuld geben, wenn er bei der Transaktion betrogen wird, und klaglos von der Erfahrung profitieren. Angenommen, er betritt den Laden mit der Absicht, etwas zu einem Preis zu kaufen, der unter seinem Wert liegt; stellt er fest, dass das Geschäft anders ausgeht und versucht, es abzulehnen, handelt er sicherlich unfair, es sei denn, er ist bereit, den Händler für etwaige Fehler zu seinem Nachteil zu entschädigen. Beim Kauf von Antiquitäten sollte der Neuling immer das Motto „ caveat emptor “ im Hinterkopf behalten.
Ein aufstrebender Käufer von Old Sheffield Plate würde gut daran tun, sich von den folgenden Ratschlägen leiten zu lassen, wenn er seine Sammlung von Exemplaren erweitern möchte:
Vermeiden Sie mittelgroße oder große Gegenstände ohne ein zum Gravieren vorgesehenes Silberschild , es sei denn, er kennt sich mit der Zeit und der Ausführung ausreichend aus, um sie als vor 1789 entstanden zu erkennen. Vermeiden Sie auch Gegenstände, deren Fassungen und Ränder aus Kupfer bestehen und die das Ergebnis von Anpassungen von Designs aus der Zeit sind, in der Silberfassungen in Mode waren.
Kaufen Sie unbedingt keine Artikel, die schlecht verarbeitet, mangelhaft verarbeitet, angepasst oder bearbeitet sind oder deren Unterseite verdächtig matt und kohleartig aussieht. Vermeiden Sie vor allem alle unvollkommenen Exemplare und solche, die unscharfe Details in der Formgebung der Stützen und Kanten aufweisen. Heutzutage beschäftigen Hersteller von Old Sheffield Plate in der Regel ungelernte Arbeiter zum Schneiden der Formen.
WIE MAN REPRODUKTIONEN UNTERSCHEIDET
Reproduktionen lassen sich grob in mehrere Klassen einteilen. Die erste umfasst jene, die in Sheffield ganz im alten Stil aus gegossener Keramik mit silbernen Schildern und Fassungen und versilberten Rändern hergestellt wurden. Die Herstellung dieser Gegenstände ist so aufwendig, dass sie in etwa zum gleichen Preis wie Antiquitäten verkauft werden müssen, und natürlich fehlt ihnen die altersbedingte Pracht, die den besten Beweis für das Alter eines Gegenstandes darstellt. Die zweite Kategorie von Reproduktionen umfasst jene, die in Birmingham hergestellt wurden und anhand noch vorhandener Zeichnungen und Formen ausgegraben wurden. Diese wurden hergestellt, als die Industrie in dieser Stadt in ihre dekadente Phase eingetreten war, etwa um 1820–1830. Sie weisen typischerweise protzige oder eher protzige Fassungen auf und wirken in ihrer grotesken Form für einen ernsthaften Kunstsammler unattraktiv – insbesondere in Form von großen Tabletts, Kerzenleuchtern und Kandelabern. Die Kerzenständer weisen typischerweise schlecht zusammenpassende und unproportionale Säulen, Sockel, Wappen und Stützen mit prunkvollen Akanthusblättern und anderen Mustern auf (die Details sind schlecht definiert), die als Dekoration angelötet und gelegentlich aus Feinsilber gegossen wurden. Anschließend werden sie im Ganzen in den Galvanikbehälter gelegt und erhalten dort ohne Polieren eine endgültige, undurchsichtige Form, um die Ähnlichkeit mit dem Old Sheffield Plate zu verstärken.
Betrachten wir nun die in London hergestellten Reproduktionen. Sie sind schwieriger zu erkennen, da sie vollständig galvanisiert und dann ohne Brünierung dunkel, halb oxidiert wurden, während das Kupfer der Sockel an bestimmten Stellen freiliegt. Einige sind sehr frühen Designs nachempfunden – Kerzenständern, Teekannen, Tintenfässern und Tabletts usw. Da es sich um Adaptionen aus einer Zeit vor der Erfindung des galvanisierten Drahtes und der Einführung von silbernen Gewinderändern und -stützen handelt, sind sie leichter irreführend. Der Käufer sollte jedoch sehr genau hinsehen und versuchen, mit einer Lupe sichtbare Löcher auf der Oberfläche zu entdecken. Löcher stehen immer im Zusammenhang mit dem Gussprozess, einer Methode, die bei der Herstellung von Old Sheffield Plate völlig fremd ist. Die Hersteller von Old Sheffield Plate verwendeten sie nie, außer in den Anfangsstadien der Barrenproduktion, bevor sie mit dem Galvanisierungsprozess begannen.
Bei den heute in Imitation des Old Sheffield Plate reproduzierten ausländischen Artikeln handelt es sich hauptsächlich um durchbrochene und verzierte Flaschenständer, gewöhnliche Teedosen und verschiedene andere kleine Artikel, die alle im Galvanoverfahren hergestellt werden und deren Angebot jedes Jahr zunimmt. Erst kürzlich wurden in diesem Land einige Warensendungen zum Verkauf angeboten, bei denen Silberdrähte mit Zinn auf elektrolytisch versilberte Kupferkörper gelötet wurden. Auf die Deckelränder dieser Artikel ist, wie es gelegentlich bei echten alten Exemplaren der Fall ist, der Schriftzug „SILVER EDGES“ eingestanzt, und sie finden in den sogenannten Raritätenläden kleiner, abgelegener Provinzstädte großen Anklang. Bei genauer Betrachtung solcher Stücke gibt es immer kleine Details, die Verdacht erregen. Die Seiten sind uneben, weil sie nicht richtig flachgehämmert wurden, während das Kupfer am Boden blank ist – sehr klare Anzeichen dafür, dass die Artikel dem Antiquierungsprozess unterzogen wurden. Durch das völlige Fehlen der ursprünglichen Endbearbeitung ist die Oberfläche uneben, die Körper der Artikel sind im Fall von Teedosen und ähnlichen Waren ebenfalls uneben und die Knöpfe und Füße wurden nicht unter Berücksichtigung der Zeit ausgewählt, zu der sie gehören sollten.
Draht-Dessert- und Kuchenkörbe in all ihren verschiedenen Stilen sind beliebte Reproduktionen und werden in Massen von Herstellern nach dem Vorbild der alten Sheffield -Plattenware hergestellt. Selbst in diesem Bereich sind die Hersteller nicht geschickt genug, um die vielen verschiedenen Drahtformen der alten Plattenmodelle herzustellen, noch die sehr filigranen Beschläge, sowohl die üblichen als auch die mit Godronierung verzierten. Die Teile sind nicht sorgfältig verlötet, und bei genauer Betrachtung weisen alle Artikel unwiderlegbare Spuren der Verwendung einer Feile auf.
Waren aus der Übergangszeit des Old Sheffield Plate wurden zwischen 1830 und 1840 hergestellt, als Neusilber Kupfer allmählich als Basismetall für gegossenes Tafelgeschirr ersetzte und das Galvanisierungsverfahren noch nicht entdeckt war. Diese Stücke haben Sammler oft verwirrt, da sie alle Merkmale gussplattierter Waren aufweisen, einschließlich silberner Ränder und Fassungen usw. Das um 1837 am häufigsten verwendete Basismetall wurde in Katalogen als Neusilber beschrieben. Die Praxis, Feinsilberfassungen hinzuzufügen, hielt sich bis 1862.
Alle Reproduktionen, mit Ausnahme derjenigen, die vollständig nach dem alten Verfahren hergestellt wurden, weisen nach längerer täglicher Beanspruchung ein sehr unansehnliches Aussehen auf. Dies liegt hauptsächlich am Weglassen des Polierprozesses. Obwohl dieser für die vollständige Veredelung eines gut verarbeiteten plattierten Gegenstands unerlässlich ist, wird er bei allen Reproduktionen von Old Sheffield Plate sorgfältig vermieden, da er ihnen den verräterischen Anschein von Reproduktionen verleiht.
Hier sind drei Exemplare abgebildet, die man treffend als „Fälschungen“ bezeichnen kann.
Ein recht effektiver Test der Echtheit antiker, plattierter Gegenstände mit Scharnieren ist die sorgfältige Untersuchung der Scharnierbeschläge. Sofern diese nicht nachträglich repariert wurden, sollten Sie auf eine Lockerung achten, die durch fortgesetzten Gebrauch entstanden ist.
Abschließend wird hier ein Test bereitgestellt, der bei sorgfältiger Durchführung einen ziemlich zuverlässigen Hinweis auf die (Nicht-)Echtheit von Old Sheffield Plate liefert. Wie oben erwähnt, bestand die auf die Kupferplatten aufgeschmolzene Silberbeschichtung aus einem festen Standard von 925/1000 Silber pro 75/1000 Kupferlegierung. Im Falle einer elektrolytischen Sedimentation ist das Silber immer rein. Tragen Sie etwas mit reinem Wasser vermischte Salpetersäure auf den zu testenden Gegenstand auf und achten Sie darauf, die Säure nicht zu lange einwirken zu lassen, damit sie nicht in das Grundmetall eindringt. Ein Moment reicht aus, um einen Teil des Silbers an der Oberfläche aufzulösen. Geben Sie den destillierten Teil in ein Glas Wein und fügen Sie ein paar Tropfen Ammoniak hinzu. Wenn die Mischung hellblau wird, ist das Silber gewöhnlich oder legiert (mit Kupfer vermischt). Wenn die Farbe hell ist, können Sie sicher sein, dass das Silber rein ist und somit durch den Galvanisierungsprozess abgeschieden wurde.
Als der Autor kürzlich in einem der größten Antiquitätenläden des Landes nach alten Sheffield-Tellern suchte, entdeckte er unter Hunderten von Reproduktionen nur ein einziges absolut authentisches Stück. Der Besitzer begründete seine Behauptung damit, dass er weder den Marktwert noch den Preis der Originale in Rechnung stellen konnte. Alle Kunden schienen auf der Suche nach einem Schnäppchen zu sein.
An dieser Stelle sei angemerkt, dass Sammler von Old Sheffield Plate sich nicht unnötig entmutigen lassen sollten, wenn sie ihre ausgewählten Exemplare nicht richtig bewerten. Die Erinnerung an vergangene Fehler ist der beste Schutz vor Wiederholung. Für Anfänger gilt: Kaufen Sie bei einem seriösen Unternehmen und zahlen Sie den Marktpreis.
ÜBER DIE RESTAURIERUNG
In Fällen, in denen Blei deutlich durch die Fassungen sichtbar ist, ist es unklug, auf Galvanisieren zurückzugreifen. Es ist viel besser, es ganz sein zu lassen. Die erfolgreiche Restaurierung eines stark beschädigten Gegenstands aus der Zeit schwerer Silberfassungen erfordert besonders sorgfältige Behandlung. Das Flicken, Verbinden und Löten muss mit echtem Geschick ausgeführt werden, wenn die Restaurierung unauffällig sein soll; aber es zeigt sich oft, dass der Besitzer umso zufriedener ist, dass sein Wert ordnungsgemäß wiederhergestellt wurde, je heller der Gegenstand nach der Restaurierung erscheint. Wenn kleine Teile von neuen Kellnerständern , Senftopfgriffen, Griffen für stark abgenutzte Teekannen, Scharnieren für Teedosen, Knöpfen und Griffen für verschiedene Kleingegenstände und Salzstreuerfüße usw. benötigt werden, ist die Verwendung von gewöhnlichem Silber sehr zu empfehlen. Mit der Zeit nimmt es schnell die gleiche Farbe an wie der Gegenstand, auf den es gelötet ist.
Die aufwändigsten Reparaturen, die die Arbeiter im Old Sheffield Plate durchführen müssen, sind zweifellos die an Teekannen. Die Familienteekanne, an der sich unsere frühesten Kindheitserinnerungen bündeln, fasziniert jeden, und niemand käme auf die Idee, dieses geliebte Relikt aus vergangenen Zeiten durch ein neues zu ersetzen, solange es Tee enthält. Ein typisches Beispiel dafür ist eine Frau, die einem Juwelier tatsächlich mit rechtlichen Schritten drohte. Sie beschuldigte ihn, den Holzgriff einer Teekanne, die sie ihm zur Reparatur geschickt hatte, durch einen neuen aus einem anderen Material ersetzt zu haben. Sie behauptete, der ursprüngliche Griff sei aus einem ähnlichen, aber doch anderen Material gefertigt gewesen.
Die Schwierigkeit bei der Restaurierung von Teekannen liegt darin, dass Tannin nach einiger Zeit die Lötstellen des Gefäßes anzugreifen scheint. Sobald ein Riss repariert ist, entsteht durch die beim Löten entstehende Hitze ein neuer Riss. Der Zeitaufwand für die Restaurierung einer Old Sheffield -Teekanne ist angesichts der optisch schlechten Ergebnisse selten zufriedenstellend.
Antike Keramik kann in der Regel durch Ausbessern und teilweisen oder vollständigen Austausch der alten Träger durch neue restauriert werden. Bei fachgerechter Ausführung übersteigen die Kosten dieser Arbeiten jedoch oft die ursprünglichen Produktionskosten. Seien Sie jedoch nicht enttäuscht, wenn das Stück zunächst neu aussieht; das ist unvermeidlich, da ein Stück, das viele Jahre lang in Gebrauch war, in starken Lösungen eingeweicht werden muss, um angesammelten Schmutz zu entfernen. Sie werden feststellen, dass die ältesten Sheffield Plate- Stücke aufgrund des Fehlens feiner Silberränder und der gegossenen, silbergefüllten Träger am einfachsten zu handhaben sind.
Es gibt einige frühe Stücke, insbesondere Krüge und Kaffeekannen, die erfolgreich neu plattiert werden können. In vielen Fällen sind sie trotz des Silberverlusts dank ihrer Stärke und Robustheit sehr solide und behalten trotz starker Beanspruchung ihre gut verarbeitete Form. Nach der Reparatur der Scharniere, dem Anbringen neuer Knöpfe und passender Griffe, der Befestigung der Füße und schließlich dem Verzinnen der Innenseite und Plattieren der Außenseite (nach sorgfältigem Entfernen aller Dellen) können sie zu neuem Leben erweckt werden. Nach einigen Jahren ständigen Gebrauchs wäre es für einen Sammler ohne praktische Erfahrung schwierig, den Grad der Restaurierung (falls überhaupt) dieser Stücke zu beurteilen.
Hier sehen Sie eine Illustration der Abnutzung eines Paars Old Sheffield Plate- Kerzenleuchter, die vor etwa 85 Jahren in Birmingham hergestellt wurden, und der schlechten Qualität der Beschichtung. Auf dem dekorativen Bleiblattwerk, den Ausgusshalterungen oder den Kupfersäulen und -sockeln ist kein einziger Silberfleck zu sehen, obwohl die Abbildung diese Mängel leider nicht sehr deutlich zeigt. Das Modell ist eine typische Billigproduktion aus Birmingham aus der dekadenten Zeit.
Zur gleichen Zeit wie das Old Sheffield Plate stellten die Kupferschmiede und Blechner von Sheffield sehr viele große und kleine Teegefäße aus Kupfer her. Diese Gefäße tragen manchmal ein auf den Körper gestempeltes, genageltes oder gelötetes Silberschild und der Jahresbuchstabe gibt das genaue Herstellungsjahr an. Da sie erst vor kurzem galvanisiert wurden, täuschen sie die Öffentlichkeit durch ihre Ähnlichkeit in Stil und Form mit den Gefäßen von Old Sheffield . Man erkennt sie normalerweise leicht daran, dass Füße, Henkel und andere Teile nicht gelötet, sondern genagelt sind, und auch daran, dass keine silbernen Halterungen vorhanden sind. Einige dieser Teegefäße aus Kupfer tragen Stempel wie: „Garantiert beste Herstellung in London“. Hier sehen Sie eine Abbildung eines dieser Gefäße, das ursprünglich von einem Muster aus Old Sheffield aus dem Jahr 1815 kopiert und aller Wahrscheinlichkeit nach etwa ein Jahrhundert später galvanisiert wurde.
Die Methode des Handels mit antikem Silbergeschirr und altem Sheffield-Teller
Der Handel mit antikem Silber ist mit einem alten Brauch verbunden, der von Old Sheffield Plate glücklicherweise unberührt geblieben ist: der Verkauf von Gegenständen nach Gewicht. Warum wir immer noch daran festhalten, antikes Silbergeschirr pro Unze zu verkaufen, ist ein Rätsel. Es ist ein Relikt aus der Zeit, als Silberwaren, weggeworfen oder verkauft, im Schmelztiegel landeten, und heute könnte man ganz darauf verzichten. Es gibt keinen triftigen Grund, warum eine Porridge- Schüssel im Queen-Anne-Stil oder eine silberne Teedose, gefertigt vom berühmten Silberschmied Paul Lamerie, nicht als Artikel verkauft werden sollten, genau wie feines Porzellan oder ein Chippendale-Stuhl. Der wahre Wert des Metalls allein kann nie berücksichtigt werden, wenn antikes Silber beispielsweise 10 bis 15 Pfund pro Unze wert ist und sein Schmelzwert 1 Schilling und 6 Pence pro Unze kaum übersteigt. Wenn wertvolles Porzellan alter Meister versteigert wird, wäre es für die Anwesenden ein ziemlicher Schock, wenn der Auktionator fordern würde, „das Bieten beginnt pro Unze oder Pfund“. Die Materialien selbst haben wenig oder gar keinen Wert, ähnlich wie sehr altes Silberbesteck. Durch die lange Einwirkung der Atmosphäre sind sie so starr geworden, dass ihr innerer Wert als Schmelztiegel stark gemindert wird. Und die Silbermenge, die beispielsweise in einem dreistöckigen elisabethanischen Salzfässchen, einem Karl-I.-Krug oder einem frühen georgianischen Kuchenkorb enthalten ist, verringert den erzielbaren Schmelzwert noch weiter auf ein sehr niedriges Niveau. Wie bei altem Silberbesteck ist es auch bei modernem Silberbesteck. Ein echter Experte lässt sich nie von der Metallmenge eines Gegenstands leiten, wenn er seine Kunstschätze bereichern möchte.
Erst kürzlich wurde in einer Meldung über die Verkaufswerte einiger Posten alten Sheffielder Geschirrs berichtet, dass ein Satz Saucieren und Deckel bei einer Auktion für 13 Schilling bzw. 6 Pence pro Unze verkauft worden sei, wenn sie nach Gewicht verkauft worden wären (was der Fall gewesen wäre, wenn sie aus Silber gewesen wären). Aber warum solch ein Vergleich? Sicherlich ist diese Methode, Silber nach Unzen zu verkaufen, im Antiquitätenhandel lächerlich und ärgerlich, und ihre Abschaffung würde heute von Auktionatoren, Verkäufern und der Öffentlichkeit gleichermaßen begrüßt werden. Darüber hinaus gibt es den Neuling, der gelegentlich im Auktionssaal erscheint und gegen starken Widerstand ein Stück antikes Silber für, sagen wir, 25 Schilling kauft, wie er oder sie glaubt, ohne zu ahnen, dass derselbe Artikel nach Unzen verkauft wird und dass er oder sie bei Vorlage der Rechnung feststellen wird, dass der Preis vielleicht zehnmal so hoch ist. An der Rechnung kommt man nicht vorbei, da die Verkaufsbedingungen, wie der Auktionator ausdrückt, „vollständig öffentlich bekannt gegeben“ wurden.
Die Werte des Old Sheffield Plate in den Ausstellungs- und Verkaufsräumen
Der Wert von Old Sheffield Plate variiert je nach Zustand und Qualität der Stücke, wobei die Spanne zwischen dem niedrigsten und dem höchsten Wert beträchtlich ist. Stücke, von denen nur wenige hergestellt wurden, sind sehr begehrt, während einige der häufigeren Stücke recht günstig verkauft werden können. Gegenstände, die für den alltäglichen Gebrauch im Haushalt verwendet werden konnten, sind generell sehr begehrt, Stücke in schlechtem Zustand aus jeder Epoche hingegen nicht. Gut erhaltene frühe Stücke erzielen in der Regel die besten Preise, und einige der nicht mehr verwendeten Stücke sind sehr wertvoll. Viel hängt vom Zustand der Beschichtung ab. Gut erhaltene Stücke aus der Spätzeit, schwer montiert, hochwertig verarbeitet und reich verziert, sind ebenfalls sehr beliebt. Vieles, was noch existiert, weist Spuren von unsachgemäßer Behandlung auf, und Stücke, bei denen das Silber nicht von den scharfen, hervorstehenden Kanten abgeplatzt ist, sind selten. In jüngster Zeit wurde eine beträchtliche Menge Old Sheffield Plate versteigert. Einige Details aus diesen Auktionsunterlagen helfen bei der Schätzung des Wertes der Keramik. Die Preise sind jedoch seit der Erhebung der Informationen gestiegen, obwohl der aktuelle Wert einiger Stücke etwas niedriger ist.
Miniaturterrinen und terrinenförmige Deckel erfreuen sich großer Nachfrage; das Paar wird für 5 bis 15 £ gehandelt. Serviergeschirr erzielt gute Preise: Vierersets kosten beispielsweise 16 bis 50 £, ein Paar 5 bis 25 £, während für komplette Tellerwärmersets in gutem Stil und Zustand mit intaktem schweren Ständer fast jeder Preis gezahlt werden kann. Tellerhauben erfreuen sich keiner großen Nachfrage; viele wurden für weniger als den Herstellerpreis verkauft, für 9 bis 14 £ für ein Fünferset, obwohl ihr Wert in letzter Zeit gestiegen ist. Gemüse- und Frühstücksteller erfreuen sich einer gewissen Nachfrage: Vierersets erzielen 12 bis 29 £, ein Paar 4,10 bis 8 £. Sets mit 24 Suppentellern erzielen 13 bis 16 £. Die Tabletts und Servierplatten wurden in großen Mengen in sowohl gewöhnlichen als auch dekorativen Designs hergestellt, und eine beträchtliche Anzahl ist in gutem Zustand. Sie erzielen hohe Preise. Ein schönes, 60 cm langes Teetablett mit godroniertem Blattwerk und Muschelrand erzielte schon bis zu 40 Pfund.
Andere Tabletts und Servierplatten kosten: 30 Zoll großes Tablett mit ziselierter Mitte und gerolltem Rand 15 £; 24 Zoll einfaches Serviertablett mit Muschel und gerolltem Rand 21 £; rundes Serviertablett mit eingraviertem Durchmesser 22 Zoll mit godroniertem Rand 18 £; 22 Zoll einfaches Serviertablett mit festoniertem Rand 16 £; rechteckiges Tablett 25 Zoll lang mit ziselierter Mitte und weinrankenbesetztem Rand 20 £; andere Tabletts und Servierplatten 2 bis 16 £, je nach Größe und Zustand. Épergnes waren in letzter Zeit sehr gefragt. Neuwertige Exemplare der stark verzierten Drahtvariante haben 30 bis 40 £ eingebracht.
Es folgen weitere Aufzeichnungen von Auktionsverkäufen: Wildteller und -gedecke von 5 bis 15 £; Kuchen- und Brotkörbe von 3 bis 15 £; Weinkühler und Eiskübel mit losem Futter bis zu 25 £ pro Paar und sehr schöne Exemplare bis zu 50 £ pro Paar; Teekannen (groß) von 2 bis 5 £; Samoware von 3 bis 20 £; Kaffeekannen von 2 bis 5 £; Tee- und Kaffeeservice von 5 bis 20 £; Kerzenlöscher und Tabletts von 1 bis 3 £; Kerzenständer von 1 bis 2 £ 15 Schilling. Da Kerzen zu Zeiten von Old Sheffield Plate das wichtigste Beleuchtungsmittel waren, wurden Kerzenständer und Kandelaber in großen Mengen hergestellt und sind auch heute noch in Hülle und Fülle vorhanden.
Kerzenleuchter mit ovalem oder quadratischem Sockel erzielten höhere Preise als solche mit rundem Sockel. Verkaufsaufzeichnungen zeigen Folgendes: – Kammerleuchter: 17 Schilling und 80 Pence bis 80 Schilling pro Paar; Kandelaber, Dreiersets: 12 bis 30 Pfund; pro Paar: 12 bis 20 Pfund, während besonders schöne und große Exemplare gelegentlich bis zu 50 Pfund pro Paar erzielten; Tischleuchter, Vierersets: 2 bis 21 Pfund; pro Paar: 30 bis 8 Pfund. Die frühesten Exemplare von Kerzenleuchtern mit quadratischem Sockel aus der besten Periode ab 1770 in gutem Zustand erzielten 10 bis 12 Pfund pro Paar. Ständer für kleine Karaffen mit Holzsockeln erzielen beträchtliche Preise. Die Seiten einiger dieser Gefäße sind auf fast jede erdenkliche Weise verziert und die Vielseitigkeit im Design sowohl der Stützen als auch der Körper ist ganz außergewöhnlich. Kuchenkörbe sind nicht sehr beliebt, außer wenn sie durchbrochen oder mit feinem Hochrelief verziert sind. Menagen und Likörmenagen sind nicht sehr gefragt, aber kleine Menagen aus der Adam-Zeit sind sehr begehrt. Gut erhaltene durchbrochene Schalenringe erzielen im Vergleich zu ihren ursprünglichen Kosten enorme Preise; kürzlich wurden für perfekt erhaltene Exemplare 20 bis 30 Pfund bezahlt. Perfekt erhaltene durchbrochene Salzfässchen, Senfgläser und Zuckerkörbe haben in letzter Zeit stark im Wert gestiegen. Ihr heutiger Wert kann grob auf etwa die Hälfte des Wertes zeitgenössischer Silberexemplare geschätzt werden.
Ungefähre Daten verschiedener Artikel, die aus altem Sheffield-Platten und durch Galvanisieren hergestellt wurden
In den ersten sieben Jahren nach der Entdeckung des Verfahrens (1743) gab es nur wenige Neuerungsversuche. Zuerst wurden Knöpfe hergestellt, dann Schnupftabakdosen und andere Artikel von geringem Wert. Aus der Zeit zwischen 1750 und 1760 lassen sich viele kunstvoll ausgeführte Kopien der damals beliebten Silbermodelle wie Kaffeekannen, Krüge, Tabletts und Kerzenleuchter nachweisen. 78 Nur sehr wenige dieser Exemplare tragen Spuren der Arbeit von Messing-, Zinn- und Kupferschmieden, deren Dienste man vermutlich schon in den Anfängen dieser Branche in Anspruch nahm. Bis 1760 wurden keine eigenen Entwürfe vorgestellt; von da an bis 1770 wurden zahlreiche Kerzenleuchter hergestellt, die sich hauptsächlich von den fünf Architekturordnungen inspirieren ließen. Von 1770 bis 1785 wurden die Entwürfe von Adam und Flaxman in großem Maßstab für Kerzenleuchter adaptiert und vermutlich wurden weder davor noch danach jemals wieder schönere Entwürfe in plattiertem oder versilbertem Material ausgeführt. Zuerst wurden die neuen Formen mit den fünf Ebenen verbunden oder vermischt, aber nach und nach entstanden ausgesprochen originelle und unverwechselbare Designs. Diese werden seither mit dem Kerzenleuchtergeschäft in Sheffield in Verbindung gebracht. 1770 wurde das Verfahren des Zeichnens und Gravierens auf höchst originelle Weise in großem Maßstab eingeführt 79 und wird in verschiedenen Formen noch immer verwendet. Ab 1785 wurden allgemein bemerkenswerte Fortschritte hinsichtlich der Originalität der Designs erzielt; Silberränder wurden eingeführt und bald folgten helle Schnittgravuren. Teekannen wurden mit dazu passenden Ständern mit gravierten Bändern hergestellt. Man hat festgestellt, dass Teekannen mit kugelförmigen Füßen bereits 1800 eingeführt wurden, entweder aus Silber oder Old Sheffield Plate ; nach der Einführung der kugelförmigen Füße verschwanden die Teekannenständer allmählich, da die Füße als Isolatoren dienten. Präsentatoren und henkellose Tabletts wurden dem Silberbesteck der Zeit nachempfunden und alle waren fein graviert und stark plattiert, normalerweise nur auf einer Seite des Barrens. Von 1790 bis 1800 war die Einführung der ovalen Form bei fast allen versilberten und Sterlingsilber-Artikeln zu beobachten. Teleskopische Kerzenleuchter und Kandelaber wurden erstmals 1797 von Eckhardt und Morton und 1798 von Samuel Roberts patentiert. Erwähnenswert ist die Einführung von Zuckerdosen, Obstschalen und Kuchenkörben mit und ohne Henkeln in Drahtgeflechtoptik zwischen 1790 und 1800, die in ihrer Konstruktion einigen kürzlich in Cutlers' Hall, einer Einrichtung der Messerschmiedezunft von Sheffield, ausgegrabenen Exemplaren ähnelten. 80 Sie wurden aller Wahrscheinlichkeit nach entweder von Samuel Kirkby & Co. oder von Richard Morton & Co. hergestellt.
Diese Stücke gehören unter Experten zu den begehrtesten. Sie zeichnen sich durch eine Originalität im kreativen Design aus, die fast ausschließlich auf dem Sheffield Plate und der Sheffielder Silberindustrie dieser Zeit zu finden ist. Bemerkenswert ist jedoch, dass Wegwood und andere Töpfer im selben Zeitraum sehr ähnliche Designs auf cremefarbener Keramik herstellten.
Von 1805 bis 1815 wurden Muscheln, Delphine und Eichenblätter usw. zwischen die Godronen als Träger eingefügt. Von 1815 bis 1825 waren Designs mit Variationen dieser Godronen- und Muschelbordüren der letzte Schrei; es folgten Adaptionen von Früchten und Blumen, Blumensträußen, Blättern und Ranken usw., und während dieser Zeit wurden Weinkühler, Tabletts und Epergnes auf absolut außergewöhnliche Weise in Hochrelief montiert. 8 1 Von 1830 bis 1840 wich die schwere Verzierung allmählich Trägern aus Arabesken und länglichen Schnörkeln, die, gelegentlich mit einem Blatt oder einer Blume als letztem Schliff versehen, schließlich alle anderen Formen auffälliger Verzierung ersetzten. Dies waren die Moden, die zur Zeit der allgemeinen Einführung der Galvanisierung von Neusilber um 1845–1850 in Mode waren. Diese machten schnell einer völlig anderen Warenkategorie Platz. Es entstanden außergewöhnliche Varianten von Épergnes mit Palmen, tropischen Pflanzen und vielem mehr, unter denen Rinder, Vögel, Kamele und arabische Reiter lagen. Tee- und Kaffeeservices wurden von der begeisterten Öffentlichkeit sofort aufgekauft, sobald sie ihre aufwendigen Ziselierungen oder Gravuren sahen. Es wurden Tabletts in beiden Stilen hergestellt. Diese Designs blieben mit wenigen Modifikationen bis zum Jubiläumsjahr 1887 beliebt. Seitdem hat sich ein künstlerischerer Geschmack durchgesetzt, und eine Rückkehr zum alten Stil ist derzeit nicht in Sicht.
DIE DESIGNER UND IHR EINFLUSS AUF DIE ALTEN SHEFFIELD-PLATTE-DESIGNS
Hätte ein einzelner Mann auch nur die Hälfte der in diesem Band abgebildeten Kerzenleuchter entwerfen können, wäre sein Name neben denen von Adam, Chippendale, Flaxman, Lamerie usw. in die Nachwelt eingegangen. Der Handel mit altem Sheffielder Tafelsilber hat in den 100 Jahren seines Bestehens jedoch eine enorme Zahl unterschiedlicher Stile hervorgebracht, deren Vielfalt und Verzweigtheit erstaunlich sind. Daher ist eine genaue Einteilung in Zeiträume mit klar festgelegten Daten unmöglich, wie dies bei antikem Silbergeschirr möglich ist. Sammler von altem Sheffielder Tafelsilber lassen sich bei der Datierung eher von aufeinanderfolgenden und deutlichen Fortschritten in der Ausführung leiten als von der Ähnlichkeit mit den Designs der Zeiträume, die die Artikel selbst suggerieren. Sir Francis Chantrey wurde im frühen 19. Jahrhundert bei der Gestaltung der Figuren der auf den Seiten 240 und 241 abgebildeten Épergnes und austauschbaren Kandelaber für Gainsford & Nicholson um Hilfe gebeten. Im Jahr 1822 stellten Roberts & Cadman eine Épergne mit einer weiblichen Figur als Sockel her, abgebildet auf S. 294. Um 1825, nach der Entdeckung der damals neuen Methode, auf gezogene Silberränder zu verzichten, kam es zur Mode, die zwischen 1750 und 1765 so beliebten Rokoko-Designs in Silber zu reproduzieren (siehe die Abbildung der Saucieren, S. 85, und der Terrine in der Mitte, S. 330).
Zeichnungen von Paul Lamerie
Es gibt schöne Beispiele für durchbrochene Kuchenkörbe, die um 1765 in Old Sheffield Plate hergestellt wurden. Sie wurden teilweise von den Silberentwürfen von Paul Lamerie etwa 25 Jahre zuvor kopiert. Obwohl der allgemeine dekorative Stil der Henkel und Halterungen gut erhalten ist, ist die durchbrochene Arbeit aufgrund der unterschiedlichen Herstellungsmethode weder so klar definiert noch so frei wie bei den silbernen Originalen. Es wurden durchbrochene Silberwaren, insbesondere Untertassen, aus der Zeit Karls I. gefunden.
Paul Lamerie kann als Silberschmied betrachtet werden, ebenso wie Chippendale als Tischler, Adam als Architekt oder Wegwood als Töpfer. So originell waren seine Entwürfe und so brillant war seine Ausführung. Es überrascht daher nicht, dass die Silberschmiede Sheffields große Inspiration aus seiner Handarbeit schöpften. Es ist äußerst interessant, die Auswirkungen seines Einflusses auf die Kreationen der Silberschmiede in Old Sheffield zu rekonstruieren, und zwar anhand der zahlreichen Variationen in Design und Verarbeitung, die die Branche prägten.
Ohne genaues Datum lässt sich allgemein sagen, dass Paul Lamerie vor der Thronbesteigung von Wilhelm und Maria geboren wurde. Im Jahr 1712 wird er in der Londoner Goldsmiths' Hall als Silberschmied geführt. Seine Karriere als Silberschmied erreichte ihren Höhepunkt während der Herrschaft Georgs II.; sie endete etwa zeitgleich mit der Chippendales im Jahr 1751. Einige seiner späteren Arbeiten tragen die Handschrift dieses Jahres. Ließ sich Chippendale von Paul Lamerie inspirieren? Sicherlich würde kein Sideboard oder Tisch besser mit Lameries Arbeiten harmonieren als die von Chippendale, und dafür gibt es viel zu sagen. Obwohl Paul Lamerie nicht der erste Silberschmied war, der durchbrochene Silberwaren in großem Stil herstellte, brachte er diese durchbrochenen Designs zweifellos zu einer bemerkenswerten Perfektion.
Den Sheffielder Plattierern muss man jedoch große Originalität bei der Herstellung ihrer durchbrochenen Formen (vielleicht basierend auf Lameries Entwürfen) und auch die Verwendung von Stahlformen zur Erzielung von Fortschritten im allgemeinen Strukturdesign zugutehalten.
Während der Adam-Periode muss Sir William Hamiltons Buch über die klassischen Figuren der Antike in Gebrauch gewesen sein, da es den führenden Töpfern des späten 18. Jahrhunderts große Inspiration bot. Zweifellos war Sheffield ab 1800 Vorreiter und etablierte die Mode für einen anderen Montierungsstil als die stereotypen Godronen , Girlanden, Rippen und S-förmigen Leisten, die in den vorangegangenen 100 Jahren durchgängig zu dekorativen Zwecken verwendet worden waren. Damals hielten mehr Blumenmotive Einzug in das Tafelgeschirr und die Londoner Silberschmiede der Zeit waren gezwungen, diesen Launen der Sheffielder Häuser zu folgen. Auch die Töpfer und Porzellanhersteller von Staffordshire übernahmen in dieser Zeit im Allgemeinen diese Stile, während die Designs eines Teils des von den örtlichen Werkstätten in Rockingham produzierten Feinporzellans in vielen Fällen vollständig von dem Old Sheffield- Muster mit Godronen und Muscheln (einer kombinierten Montierung) und anderen Mustern kopiert zu sein scheinen, die zwischen 1815 und 1830 hergestellt wurden.
Es ist ziemlich merkwürdig, dass der Hersteller von Sheffield Plate beim Studium seiner Entwürfe nie mehr als flüchtige Notiz von der „Queen Anne“-Periode nahm. In Old Sheffield Plate finden sich nur sehr wenige Artikel, die mehr als eine flüchtige Ähnlichkeit mit den sechseckigen, achteckigen, fünfeckigen und anderen gebräuchlicheren Formen der Silberschmiedeproduktion dieser Periode aufweisen. Eine ungewöhnliche Porridge -Schüssel oder etwas Ähnliches findet man gelegentlich in Old Sheffield Plate 82 sowie einige Krüge oder Kelche mit geraden Seiten, aber die silbernen Originale, von denen sie Kopien sind, wurden lange nach dem Tod der Königin und auch noch zu ihren Lebzeiten hergestellt. Von den unzähligen flachen silbernen Krügen, die während der Herrschaft von Königin Anne hergestellt wurden, wurde in Old Sheffield Plate keine einzige authentische Kopie gefunden. Es fällt allgemein auf, dass die alten Hersteller bei ihren Anpassungen mit Hilfe ihrer Stahlformen das Studium eines antiken Exemplars in seiner dekorativsten Variante bevorzugten, da dies ihren hochspezialisierten Schlossern, Messingschmieden, Laubsägern und Formenbauern einen größeren Handlungsspielraum eröffnete.
Unter den zahlreichen Kopien von Silberproduktionen scheinen die Sheffielder Plattierer die großen silbernen Monteiths und andere Becher, die im 16. und 17. Jahrhundert so verbreitet waren, nicht reproduziert zu haben. Eine sorgfältige Suche in der Katalogreihe „Old Sheffield Plate“ hat nichts anderes zutage gefördert als den allgemein üblichen großen, ovalen Becher mit eher flacher Form, dessen Ränder gewellt sind, um Weingläser in verkehrter Position zu halten, wie hier abgebildet.
Die meisten frühen silbernen Kerzenleuchter tragen die Stempel von Winter, Law, Tudor & Leader und Fenton. Sie wurden aus denselben Formen gegossen wie die Sheffield Plate , außer im Fall der Produktion für den Londoner Markt, wo sie meist die Marke eines Londoner Silberschmieds tragen. Sammler von antikem Silberwaren sollten beachten, dass diese 30 cm hohen Druckguss-Kerzenleuchter zwar bei Experten als Londoner Beispiele sehr begehrt sind, da sie den Londoner Stempel tragen, es in dieser Zeit, 1765–1850, jedoch keine einzige aktive Firma für die Herstellung von Druckguss-Kerzenleuchtern in der Metropole gab; dieser Industriezweig ist auch heute noch fast ausschließlich auf Sheffield beschränkt. Als Beweis dafür ist hier ein Paar silberner Kerzenleuchter im Adam-Muster abgebildet, die beide aus denselben Formen gegossen wurden: Ein Kerzenleuchter trägt den Stempel von J. Parson aus Sheffield von 1786; der andere weist deutliche Spuren eines früheren oder späteren Stempels von „Richard Carter, Danl.“ auf. Smith und Robert Sharp“, London, im Jahr 1778. Die hier abgebildeten gegossenen und ziselierten silbernen Kerzenständer aus Londoner Herstellung aus dem Jahr 1765, 13,25 Zoll hoch, mit Säulen, die in keinem Verhältnis zu den Abmessungen des Sockels stehen, können nicht im Geringsten mit den schönen Exemplaren verglichen werden, die etwa zur gleichen Zeit in Sheffield von Winter hergestellt wurden.
CHIPPENDALES EINFLUSS AUF DAS DESIGN
Von den zahlreichen Originalentwürfen für Weinkühler muss man schlussfolgern, dass die beeindruckende Sammlung fein ziselierter Vasen des Vatikans in Rom die ergiebigste Quelle war; die frühen, schwer bestückten Tabletts und Épergnes hingegen beweisen eindeutig, dass es sich um Kopien von Chippendales Handarbeit handelte. Er war bekanntlich ein geschickter Schnitzer und überzog seine Arbeit, wenn er die Gelegenheit dazu hatte und das Modell für eine solche Bearbeitung empfänglich war, mit üppigen Rokoko-Dekorationen. Der Hersteller des Sheffield Plate entwarf seine Weinkühler, Tabletts und Samoware passend zu den Anrichten, auf denen sie stehen sollten. 83 Chippendale wird zugeschrieben, den Herstellern des Sheffield Plate sein Genie für Design in anderen praktischen Formen zur Verfügung gestellt zu haben, obwohl sorgfältige Forschungen bisher keine sicheren Informationen zu diesem interessanten Thema zutage gefördert haben. Chippendales Karriere neigte sich dem Ende zu, als das Sheffield Plate an Popularität gewann. Sein Geburts- und Sterbedatum sind bis heute geheimnisumwittert. Alles, was wir mit Sicherheit über ihn wissen, betrifft die Veröffentlichung seines Entwurfsbuchs, das drei Auflagen erlebte, die letzte im Jahr 1762. Einige der Artikel stammen aus den Jahren 1753 und 1759. Er hatte einen Sohn, Thomas Chippendale, der ihm im Geschäft nachfolgte. Der unter Silberschmieden und Porzellanherstellern so weit verbreitete Klauen- und Kugelfuß wurde von Thomas Chippendales Entwürfen übernommen. Um jedoch die Unbekanntheit der Ursprünge dieses attraktiven Dekorationsstücks zu verdeutlichen, genügt die Feststellung, dass Chippendale ihn von dem französischen Designer übernahm, der ihn von den Niederländern kopiert hatte, die ihn wiederum aus China eingeführt haben sollen, wo er seit fast 2.000 Jahren in Gebrauch war.
Vielleicht liegt das neuerliche Interesse an Chippendales Werk auch an dem Mysterium, das sich um den Beginn und das Ende seiner Karriere rankt. In jedem Antiquitätenladen, den wir betreten, ob im Norden, Süden, Osten oder Westen, erfahren wir, dass fast alles „Chippendale“ ist – sein Design, sein Stil oder seine Epoche; und wenn uns die so beschriebenen Gegenstände nicht begeistern, hat der Händler eine glückliche Eingebung und versucht es mit den magischen Worten „Queen Anne“. Wären sich diese beiden angesehenen Persönlichkeiten dessen bewusst, was ihnen und ihrer Epoche heute zugeschrieben wird, würde man die phlegmatische Genugtuung über die hässlichen Züge von Englands letztem Stuart-Monarchen fälschlicherweise als Ausdruck schmerzlicher Überraschung interpretieren; während der „Meistertischler“, hätte er auch nur den geringsten Sinn für Selbstachtung, zutiefst betroffen wäre von den entsetzlich grotesken Artikeln, die mit seinem Handwerk in Verbindung gebracht oder als nach seinen Entwürfen gefertigt beschrieben werden.
DIE ADAM-PERIODE UND DIE KERAMIKER NAMENS ADAMS
Eine weitere Schwierigkeit für den Sammler von Antiquitäten ist die Adam-Periode (die, wie hier kaum erläutert werden muss, keinerlei Bedeutung für die früheste Menschheitsgeschichte hat). Ihr Einfluss auf die Old Sheffield Plate-Kunst jener Zeit war so groß, dass sie nur beiläufig erwähnt werden muss. Robert Adam (nicht Adams), geboren 1728 in Edinburgh, war Architekt und bezog seine Inspiration zweifellos aus seinem dreijährigen Italienaufenthalt von 1754 bis 1757. Er war der beliebteste englische Zeichner der zweiten Hälfte des 18. Jahrhunderts. Er starb 1792 und wurde in der Westminster Abbey begraben. Fast alle zwischen 1770 und 1790 entstandenen Old Sheffield Plate- Objekte zeigen deutliche Spuren seines Einflusses; die hängenden Girlanden, Gefäße, Widderköpfe, Muscheln usw. usw. waren sehr kunstvoll verziert. 84
Die Töpfer Adams lebten und fertigten ihren herrlichen Jaspis und andere Waren etwa zur selben Zeit (und die Namen werden leider oft mit denen des Architekten und seines Bruders James, bekannt als die Adam Brothers, verwechselt). Es gab vier dieser Adams, allesamt Töpfer zwischen 1745 und 1865, im Bezirk Tunstall. Es war jedoch William Adams (1745–1805), der den herrlichen blauen Jaspis und die Steingutkrüge mit den sogenannten Flaxman-Figuren darauf herstellte, Adaptionen antiker griechischer und römischer Friese. 85 Er war es, der in der Firma von Josiah Wegwood in die Lehre ging, für den er später arbeitete, während Wegwood (geboren 1730, gestorben 1795) auf die feine Porzellanproduktion seiner Zeit denselben Einfluss ausübte wie Chippendale auf Möbel und Robert Adam auf die Innenausstattung von Häusern und anderen Gebäuden. Josiah Wegwood war auch ein persönlicher Freund von Samuel Roberts und Matthew Boulton. Letzterer, der ihm altersmäßig näher stand, fertigte die meisten Old Sheffield Plate- und Silberfassungen für ihn an. Thomas Law fertigte die Fassungen für die meisten Krüge von William Adams mit Old Sheffield Plate- und Silberfassungen an. Damals waren unzählige davon im Umlauf. Da sie jedoch leicht zerbrechen konnten, findet man heute leider nur noch sehr wenige intakte Exemplare außerhalb von Museen und sorgfältig gepflegten Privatsammlungen. Ashfort, Ellis & Co. (Hersteller von Sheffield Plate ) eröffneten in den letzten Tagen ihres Geschäfts eine Filiale in Paris, die eng mit dem Ausstellungsraum von Wegwood verbunden war.
Auf der gegenüberliegenden Seite finden Sie eine interessante Abbildung der Pickslay-Ausstellungsräume in Sheffield. Diese Räumlichkeiten existierten bereits 1828. Im Folgenden finden Sie einen Auszug aus einem lokalen Reiseführer aus diesem Jahr: „Das Äußere des Gebäudes dürfte für Antiquitätenhändler von großer Attraktivität sein, da es eine der ältesten Fassaden der Stadt ist und mit einer äußerst eleganten und wertvollen Auswahl an Sheffielder Geschirr und Silberwaren von höchster Qualität, Design und Verarbeitung ausgestattet ist.“
62 Der Autor ist Herrn George Kinman, der 50 Jahre lang vielfältige Erfahrung im Sheffielder Galvanikhandel gesammelt hat, für seine Hilfe bei der Zusammenstellung vieler Einzelheiten zu den Methoden zu großem Dank verpflichtet. Herr Kinman ist derzeit Leiter der Werkstätten von T. Bradbury & Sons, wo er ursprünglich als Lehrling tätig war.
63 Die Tülle ist der freie Teil der Schale, der das geschmolzene Wachs auffangen soll; der Reif ist das an der Schale befestigte Rohr, das die Tülle im Kapitell des Kerzenständers sichert; die Bizzle ist der innere Teil des Kapitellrohrs, in das die Reifung gleitet.
64 Siehe S. 45.
65 Der Seifenlaugentopf enthält eine Mischung aus Seife und Wasser.
66 Lippenstift ist ein feines Pulver auf der Basis von Eisenoxiden, das zum Polieren von Metall, Glas und Schmuck verwendet wird ( Anmerkung des Herausgebers ).
67 Von diesem Zeitpunkt an kann man sagen, dass die Herstellung von Tafelgeschirr aus Metallguss in Frankreich fast vollständig zum Erliegen kam.
68 Mr. Boulton Senior starb im Jahr 1759, und da die Herstellung von gussplattierter Keramik in Sheffield vermutlich einige Jahre lang beträchtliche Aufmerksamkeit erregt hatte, ist es sehr wahrscheinlich, dass sein Sohn beauftragt wurde, in seiner Heimatstadt selbst ein Meister dieser Kunst zu werden.
69 Das französische Plattieren wurde oft mit dem Close Plattieren verwechselt, da die heute als „ Close Plattieren “ bezeichnete Methode früher nicht so bezeichnet wurde. Die Arbeiter und Handwerker, die als Close Plattierer arbeiteten, nannten sich manchmal „Plattierer“ und manchmal „French Plattierer“. Sie hätten die auf S. 96 beschriebene Vorgehensweise, die in Sheffield als französisches Plattieren bekannt ist, wahrscheinlich nicht verstanden.
70 Der Name Garrard sowie der von AB Savory & Sons (beide aus London) findet sich häufig auf Old Sheffield Plate Ware, d. h. Vorspeisentellern, Tellerdeckeln usw., die etwa zu dieser Zeit hergestellt wurden.
71 Zeitweise gab es Partner in diesem Geschäft. William Lindley war einer davon. Sein Name [Marke] erscheint auch auf spätviktorianischen Krügen und Maßen, die in Nottingham hergestellt wurden. Es gibt weitere Beispiele dafür, dass Arbeiter in jüngerer Zeit Braugeschirr für lokale Brauereien herstellten.
72 Read war ein Messerschmied aus Dublin.
73 James Montgomery.
74 Ein schönes Exemplar eines silbernen Samowars mit einem ähnlichen Korpus wie dem oben abgebildeten, jedoch mit graviertem Blumendekor und durchbrochenem Boden, mit der Punze „London 1764“ und den Initialen der Herstellerin (Louisa Courtald), ist im Sir John Soane Museum in London zu sehen. Viele Samoware aus Old Sheffield mit ähnlichem Design, die etwa zur gleichen Zeit hergestellt wurden, sind heute noch zu finden.
75 Der Autor ist Herrn Joseph Spiridion aus Cardiff zu großem Dank verpflichtet für die große Hilfe, die er bei der Entzifferung und Interpretation dieser russischen Zeichen geleistet hat.
76 Interessant ist, dass die französischen Hersteller mit denselben Schwierigkeiten wie die frühen Sheffielder Plattierer konfrontiert waren, nämlich mit dem Widerstand der damals existierenden Silberschmiede, als sie plattiertes Tafelgeschirr auf einem Markt einführten, der zuvor fast ausschließlich von ihnen kontrolliert worden war.
76b Rocher in der Rue de Sèvres ist ein moderner Nachkomme dieser Firma „Durand“.
77 Im Ortsverzeichnis von 1849 bietet die Firma H.D. Wilkinson eine Anzeige zum Neuvergolden ihrer Artikel an, und in dem von 1852 informiert die Firma Walzer & Co. aus der Howard Street 11, dass „die Öffentlichkeit ihre Haushaltsartikel zu einem Drittel des ursprünglichen Preises neu vergolden lassen kann“.
78 Als Erstes wurden die Muschel- und Godronenmodelle eingeführt (siehe Abbildung auf S. 33).
79 Siehe Seiten 118 und 119.
80 Siehe Abbildung auf S. 210.
81 Zwischen 1820 und 1835 wurden die vielleicht größten Sheffield- Tellergegenstände aller Zeiten hergestellt, und zwar die mit der vielleicht besten Verarbeitung. Dazu gehörten Kandelaber und Épergnes, die mit Tabletts austauschbar waren, große Tellerhauben und Spielteller, Samoware, die Warwick-Vase und große Kaffeetabletts.
82 Siehe Abbildung auf S. 349.
83 Die Firma T. Bradbury & Sons besitzt noch heute Formen, deren Originale Chippendale selbst zugeschrieben werden.
84 Im Sir Joane Museum in London kann man ein Buch mit Originalillustrationen von Robert Adam sehen, das eine große Anzahl von Entwürfen für Silbergegenstände wie Vasen, Kerzenleuchter, Dessertteller, Terrinen, Tassen usw. enthält, die zwischen 1764 und 1779 entstanden sind.
85 Siehe S. 339, 340.
TEIL IX
Zur Bestimmung der Daten der Proben
Auszüge aus einer Liste des Jahres 1774 mit damals in Silber und Sheffield-Platte hergestellten Artikeln
Der folgende Auszug stammt aus dem allerersten Sheffield-Verzeichnis, das 1774 von J. und T. Sketchley aus Bristol und Hall veröffentlicht wurde:
„Diese geschickten Arbeiter stellten eine große Auswahl an Artikeln her, von denen hier eine Zusammenfassung angebracht sein mag, nämlich: Épergnes , Teegefäße, Kaffee- und Teekannen, Wasserkessel und Teelampen, Humpen und Maßkrüge aller Größen, Krüge, Tassen, Kelche, Trinkgläser, Kerzenleuchter, Kandelaber, Menagen, Wasser- und Servierteller und -schalen , Tellerränder , Tellerringe , Menagen, Teetabletts, Wasserflaschenständer und Schreibtische, Terrinen und/oder Saucieren 86 , Schöpfkellen, Löffel, Jakobsmuscheln, Kanister 87 , runde und ovale Senfgläser, Salzfässer, Flaschenetiketten, Sahneeimer, Brot- und Zuckerkörbe, Rautenmuster , Ständer und Teller für Lichtlöscher, Weintrichter, Bratspieße, Sahnekännchen, Zitronensiebe, Käseröster, Schokoladentöpfe, Stielkasserollen, Schmortöpfe, Schnupftabakdosen, Zaumzeug, Steigbügel, Schnallen, Sporen, Messer- und Gabelgriffe, Sattelknöpfe und eine große Auswahl anderer Artikel.“
Das 1787 veröffentlichte Verzeichnis von Sheffield Gales & Martin ergänzt die bisherige Artikelliste um: Abendmahlsgeschirr, Teller für den ersten Gang und Karaffenständer.
Darüber hinaus bieten wir hier eine vollständige Liste der Old Sheffield Plate- Artikel, die von Watson & Bradbury zwischen 1788 und 1815 hergestellt wurden, mit Originalbeschreibungen aus dem Musterbuch der Firma. In dieser Zeit erlebte das Unternehmen seinen größten Erfolg:
ALTE SHEFFIELD-TELLERARTIKEL, DIE IM INDEX EINES ALTEN MUSTERBUCHS AUS DEN JAHREN 1788 UND 1815 AUFGEFÜHRT SIND
Argyles |
Verschiedene Modelle |
2 |
Kerzenständer |
Verschiedene Modelle |
217 |
|
Spargelzange |
„ |
1 |
Kerzenständer in Topform |
„ |
95 |
|
Flaschenablagen |
„ |
105 |
Kerzenständer |
„ |
187 |
|
Brotkörbe |
„ |
148 |
Kandelaber |
„ |
324 |
|
Kühle Butter |
„ |
13 |
Kammerleuchter |
„ |
11 |
|
Keksdosen |
„ |
2 |
Lampenschirm-Kerzenständer |
„ |
18 |
|
Kelche |
„ |
9 |
Patentierte Kerzenständer |
„ |
182 |
|
Buttermesser |
„ |
3 |
Kerzenständer mit Wachswicklern |
„ |
56 |
Bougie-Boxen |
„ |
6 |
Ölkännchen |
„ |
486 |
|
Chocolatier |
„ |
1 |
Kaffeemaschinen und Biggins |
„ |
136 |
Kanister |
„ |
7 |
Tassen |
„ |
4 |
Sahnekännchen (Sahnekannen) |
„ |
106 |
Pfefferstreuer |
„ |
8 |
|
Kappen |
„ |
7 |
Punschkellen |
„ |
4 |
|
Gläser und Teller |
„ |
1 |
Platto (Tabletts) |
„ |
8 |
Komfort |
„ |
2 |
Tellerwärmer |
„ |
1 |
Kaffeebehälter |
„ |
19 |
Krüge |
„ |
2 |
Caudee-Muscheln 88 |
„ |
3 |
Gärtner |
„ |
7 |
Tassen und Maß |
„ |
41 |
Löffel |
„ |
21 |
|
Käsetoaster |
„ |
8 |
Tabletts für Lichtlöscher |
„ |
165 |
|
Kommunionbecher |
„ |
2 |
Zuckerdosen und Sahnebehälter |
„ |
107 |
|
Tellerkreuze |
„ |
4 |
Salzstreuer |
„ |
138 |
|
Geschirrringe |
„ |
20 |
Sojarahmen |
„ |
84 |
|
Gerichte |
„ |
42 |
Zuckerzange |
„ |
3 |
|
Plattenabdeckung |
„ |
6 |
Sammelsurium |
„ |
13 |
|
Karaffenverschlüsse |
„ |
7 |
Suppenkellen |
„ |
19 |
|
Speisenwärmer |
„ |
12 |
Zigarrenkisten |
„ |
1 |
|
Plattenkeile |
„ |
3 |
Saucenkellen |
„ |
11 |
Epergnes |
„ |
269 |
Salatschüsselständer |
„ |
74 |
|
Eierrahmen |
„ |
65 |
Stielkasserollen |
„ |
8 |
Eierwärmer |
„ |
6 |
Leistungen |
„ |
1 |
|
Eierbecher |
„ |
11 |
Verschiedene Artikel ( Sonstiges ) |
„ |
83 |
|
Gabeln |
„ |
3 |
Toastschalen |
„ |
78 |
Fischmesser |
„ |
20 |
Teegefäße |
„ |
106 |
|
Obstkörbe |
„ |
103 |
Terrinen und/oder Saucieren ( Terrinen ) |
„ |
73 |
|
Tassen |
„ |
7 |
Teekannen und Teegläser |
„ |
114 |
|
Kelchgläser |
„ |
19 |
Teedosen |
„ |
7 |
|
Soßenlöffel |
„ |
4 |
Teetabletts |
„ |
74 |
|
Honigbienenstöcke |
„ |
1 |
Teeglocken |
„ |
1 |
|
Schreibtisch-Tintenfässer |
„ |
70 |
Brotröstgabeln |
„ |
1 |
|
Eiskübel |
„ |
17 |
Teemaschinen |
„ |
3 |
|
Messerbänke |
„ |
4 |
Schnupftabakdosen |
„ |
1 |
|
Messerablagen |
„ |
6 |
Teekannenständer |
„ |
10 |
|
Wasserkocher |
„ |
6 |
Geschirr |
„ |
5 |
|
Spirituosengeschäft |
„ |
328 |
Teeservice |
„ |
85 |
|
Labels |
„ |
7 |
Flaschen für aromatische Salze |
„ |
10 |
|
Lampen |
„ |
7 |
Wildgerichte |
„ |
10 |
|
Senf |
„ |
65 |
Kellner |
„ |
96 |
|
Kürbislöffel |
„ |
1 |
Tastevin |
„ |
1 |
|
Zuckersiebe |
„ |
2 |
Weinsiebe |
„ |
31 |
Teesatzschale |
„ |
7 |
Wasserplatte |
„ |
6 |
|
Suppenteller |
„ |
2 |
|||
Sammler von altem Sheffielder Geschirr werden diese letzte Liste von Artikeln, die von einem der ältesten bekannten Hersteller von gegossenem Geschirr hergestellt wurden, sehr interessant finden. Es ist in der Tat ein Glück, dass trotz des allgemeinen Verfalls und der weit verbreiteten Zerstörung, die die Industrie durchlebte, bevor sie schließlich in anderer Form wieder auftauchte, einige Bücher, wie das, aus dem diese Liste stammt, erhalten geblieben sind. Wer mit der Branche nicht vertraut ist, benötigt möglicherweise eine kurze Erklärung. Es sind nur Artikel aufgeführt, die von einer bestimmten Firma hergestellt wurden; natürlich gab es viele Hersteller, die in verschiedenen Branchen herausragend waren. Im Vergleich zur Produktion von Kerzenleuchtern und Menagen wird die Bedeutung dieser Firma zu einer bestimmten Zeit deutlich. Überraschend ist der Fund von „aromatischen Salzflaschen“. „ Comfores “ waren durchbrochene oder glatte Konditoreischalen, die mit Glas, manchmal aus Draht, ausgekleidet und auf Serviertellern befestigt waren : Sie ähnelten stark Zuckerdosen mit großen Füßen. „ Fischmesser “ sind nicht das, was wir uns vorstellen – Messer zum Fischessen –, sondern Fischschneider oder Besteck, ohne die dazugehörigen Gabeln. „ Honigkörbe “ waren Honigkrüge in Form von Bienenstöcken. „ Bougie-Boxen “ werden mit Wachswicklern oder Kerzenwicklern klassifiziert und dienten demselben Zweck. „ Bracket “-Kerzenständer waren eine kleinere Variante, benannt nach ihrer ursprünglichen Regalform, die an der Wand eines Raumes oder an der Seite eines Spinetts oder Schreibtisches befestigt wurde.
Beachten Sie, dass Knöpfe, Schnupftabakdosen und Schnallen nicht erwähnt werden. Obwohl die ersten beiden Artikel den Beginn der Produktion in Old Sheffield Plate markierten, wurde ihre Herstellung nach Birmingham verlegt. Die Frage der möglichen Schnallenproduktion in Sheffield wurde in dieser Arbeit bereits behandelt.
Auf der nächsten Seite finden Sie zwei interessante Dokumente zu Waren, die 1821 bei renommierten Sheffielder Tellerherstellern gekauft wurden. Sie enthalten Abbildungen der Artikel und die Originalrechnungen. Sie gehören der Frau und den Töchtern von John Barker aus Wisewood House, Sheffield. Obwohl seit dem Kauf fast ein Jahrhundert vergangen ist, ist es bemerkenswert, dass sie sich in einem so guten Zustand befinden, ganz zu schweigen davon, dass nur einer fehlt.
ABBILDUNGEN VON IN SHEFFIELD HERGESTELLTEN ARTIKELN, SOWOHL IN SILBER ALS AUCH IN SHEFFIELD-BLECH
Für jeden von den Silberschmieden Sheffields hergestellten Artikel wurden Dutzende gleiche Designs aus Silberblech hergestellt. Bestimmte Muster gelten daher als eng verwandt mit Old Sheffield Plate . Wenn in seltenen Fällen Designs, die für die Beschichtungsstile von Silberwaren charakteristisch sind, bei einer Auktion angeboten werden, entgehen sie nicht selten der Aufmerksamkeit sowohl des Auktionators als auch der Öffentlichkeit. Vor einigen Jahren wurde ein Paar Tabletts aus Sheffield Plate , ähnlich den am Ende von S. 322 abgebildeten, aber größer, bei einer Auktion angeboten und für die mickrige Summe von 25 £ verkauft. Später stellte sich heraus, dass sie aus massivem Silber bestanden. Mit einem Gewicht von fast 400 Unzen waren sie damals das Doppelte des Betrags wert, der für den reinen inneren Wert des Silbers bezahlt wurde.
Hier finden Sie eine Methode zur Datierung von Old Sheffield Plate- Exemplaren mit den Namen der Hersteller im Vergleich zu Sheffield-Silberwaren.
Sowohl Designs aus Silber als auch aus Sheffield Plate spiegeln trotz ihrer Anpassungsfähigkeit stets die Persönlichkeit des Herstellers wider, wie man an der Abbildung des Salzstreuers und des Untersetzers unten erkennen kann. Beachten Sie auch den Fuß des Kuchenkorbs auf S. 210 und ein durchlöchertes Senfglas auf S. 314.
Siehe dann die Abbildungen „138“ auf S. 398 eines Salzfässchens aus einem alten Galvanotechnikerkatalog. Hier sehen Sie ein Beispiel für vier verschiedene Arten von Gegenständen mit demselben Dekor, die fast ausschließlich mit denselben Laubsägewerkzeugen hergestellt wurden. Das silberne Salzfässchen, das 1777 in Sheffield von M. Fenton & Co. gestempelt wurde, dient nicht nur als Anhaltspunkt für das ungefähre Datum und den Hersteller des Untersetzers, des Senfgefäßes und des Korbes, sondern auch für die Identität des Unternehmens, das den Katalog mit dem abgebildeten Salzfässchen herausgegeben hat.
Die abgebildeten Kerzenständer sind zwar aus denselben Formen gegossen wie viele andere in Old Sheffield , bestehen aber aus Silber und wurden vor einigen Jahren als „ Old Sheffield “ für 50 Schilling pro Paar erworben. Obwohl dies vor dem Verkauf an den heutigen Besitzer entdeckt wurde, ist davon auszugehen, dass der ursprüngliche Besitzer, falls er noch lebt, nichts von dem Fehler beim Verkauf wusste. Das Silbergewicht eines Paars dieser Kerzenständer beträgt 210 Unzen.
ABBILDUNGEN UND BESCHREIBUNGEN ALTER SHEFFIELD-TELLERARTIKEL MIT UNGEFÄHREN PRODUKTIONSDATEN UND HERSTELLERN
Eine große Anzahl von Old Sheffield Plate- Exemplaren wird hier so genau wie möglich abgebildet, beschrieben und datiert.
Hinsichtlich der hier angegebenen Daten, Beschreibungen und Namen der Hersteller wird keine absolute Genauigkeit beansprucht oder geltend gemacht. Diese zusätzlichen Details wurden hauptsächlich durch Vergleiche ermittelt. Eine typische Sammlung zeitgenössischen Sheffield-Silbers im Besitz des Autors, eine fast vollständige Sammlung von Katalogen alter Sheffielder Plattierer sowie alte Dokumente und Musterbücher von T. Bradbury & Sons waren hierbei eine enorme Hilfe.
Wo immer möglich, wurden die Exemplare unter Berücksichtigung der Größe reproduziert. Wenn jedoch auf die Höflichkeit der Personen vertraut wurde, die Fotos zur Reproduktion in diesem Werk eingesandt haben, musste die Größe der Abbildungen weitgehend von den relativen Proportionen der Originalnegative abhängen.
Ihnen fällt auf, dass in diesen illustrierten Listen relativ wenige Herstellernamen vorkommen. Der Grund dafür ist leicht zu finden.
In der Vergangenheit wie auch heute stellten einige wenige führende Unternehmen alle anderen in den Schatten, und die Produkte eines Viertels der renommiertesten Hersteller, deren Namen in Verzeichnissen und anderswo erscheinen, übertrafen die Produktion der sogenannten kleineren Fische der Branche um das Zehnfache. Einmal etabliert, tendierten Unternehmen dazu, zu wachsen, und mit den Jahren und der Erweiterung der Produktpalette stieg auch die Zahl der Formen proportional. Darüber hinaus hatten Hersteller die unangenehme Angewohnheit, voneinander zu kopieren und Artikel für verschiedene Märkte mit den jeweiligen Markenzeichen des jeweils anderen zu versehen. Vielleicht entwarf dieselbe Person für mehrere Unternehmen. Wahrscheinlicher ist, dass Hersteller, wie bereits zuvor in diesem Buch erwähnt, keine Skrupel hatten, Anregungen von Produkten der Konkurrenz zu übernehmen, deren Designs ihren eigenen überlegen waren. Schließlich war es gängige Praxis, verschiedene Teile der Artikel zu verändern, z. B. die Verwendung verschiedener Teile der Füße, Säulen und Kapitelle der Kerzenleuchter, um die Modellpalette zu erweitern, was die genaue Datierung vieler antiker Exemplare von Sheffield Plate erschwert.
ARGYLES
Man kann sich des Verdachts nicht erwehren, dass die Argyle -Saucenkanne ihren Namen – wie vermutlich auch die Monteith-Tasse – von ihrem ursprünglichen Erfinder hat. In den frühesten Nachschlagewerken zum Handel mit altem Tellergeschirr wird dieses Geschirr als „ Argyles “ bezeichnet. Es wurde in verschiedenen Ausführungen hergestellt. Die links abgebildete, teekannenförmige Kanne hatte eine separate Kammer mit abnehmbarem Deckel. Diese Kammer diente für heißes Wasser, und die Soße wurde darum herum gegossen. Die rechte hat die Form einer Wärmflasche mit doppelter Schutzhülle. Das Wasser wurde durch den rechts abgebildeten Ausguss gegossen, während die Soße in den Kannenkörper gegeben wurde. Der Ausguss war durch die Schutzhülle mit heißem Wasser mit dem Kannenkörper verbunden, und aus diesem nach oben gerichteten Ausguss konnte die Soße gegossen werden. Es gibt noch weitere Argyles in unterschiedlichen Formen, die aber alle demselben Zweck dienten: Soße während der Mahlzeiten warm zu halten, was sie sehr gut erfüllten. Heute sind Argyles fast völlig veraltet.
Auch die abgebildete Sauciere ( Salatschüssel ) ist eine geniale Erfindung, die einem ähnlichen Zweck diente. Sie verfügt über eine doppelte Schutzhülle und am anderen Ende, an den hohlen Griffen, befinden sich zwei Topflappen, die beim Lösen eine kleine Öffnung freigeben, durch die man heißes Wasser einfüllte, um die Sauce vor dem Abkühlen zu bewahren.
Sollten diese hohlen, doppelt geschützten Behälter während des Gebrauchs verbeult oder beschädigt werden – was nicht selten vorkommt –, sind sie nur sehr schwer zu reparieren.
KUCHEN- UND OBSTKÖRBE
Zu diesen früher als „Brotkörbe“ bezeichneten Artikeln fällt auf, dass in der Katalogliste auf S. 196 148 verschiedene Modelle aufgeführt sind, die zwischen 1788 und 1815 hergestellt wurden. Kuchenkörbe in ihrer leichteren, älteren Form – und insbesondere die Drahtausführungen – sind heute weitaus beliebter als die sperrigen, schweren Ausführungen aus der späten georgianischen Zeit.
Die Leichtigkeit von Kuchenkörben und sogar Obstschalen steigerte ihren Wert als Tischdekoration, ein Wert, der am besten zur Geltung kommt, wenn man sie gefüllt verwendet, statt sie leer in einer Sammlung stehen zu lassen. In Sheffield Plate wurden mehrere Designs dieser Körbe hergestellt, und dieselbe Liste, die Brotkörbe enthält, führt auch 103 verschiedene Arten von Obstkörben auf. Die Böden einiger der leichteren Formen von Obstkörben aus Draht waren üblicherweise vergoldet.
KERZENLEUCHTER
Wenn man die Bedeutung von Kerzenleuchtern und die in diesem Buch dargestellten Beispiele betrachtet, sollte man sich vor Augen halten, wie unverzichtbar die Kerze für das gemütliche häusliche Leben von den frühesten Zeiten bis zur Gegenwart war. Kerzenleuchter werden in der Bibel bereits um 1500 v. Chr. erwähnt. In diesem Land existiert noch immer ein „ Pricket “-Kerzenleuchter, der sich einst in der Kirche St. Peter’s Abbey in Gloucester befand und auf das frühe 12. Jahrhundert datiert wird. Auch heute noch gibt es kein sanfteres oder beruhigenderes Licht als das einer gewöhnlichen Wachskerze. Wer viele ermüdende Stunden im grellen, gleißenden Licht einer Gas- oder Elektrizitätsglühlampe verbringt, weiß wie kein anderer den Glanz zu schätzen, den Kerzenlicht nicht nur dem Gedeck, sondern auch dem Schmuck der Damen verleiht. Es ist nahezu unmöglich, mit elektrischem oder Gaslicht, unabhängig von der Art der Behandlung, gleichermaßen zufriedenstellende Effekte zu erzielen.
Zu den ersten Tischartikeln der Sheffield Plate- Hersteller gehörten Kerzenständer, und es gibt gute Gründe für die Annahme, dass der zuvor auf Seite 33, Teil II, abgebildete Kerzenständer tatsächlich um das Jahr 1755 von Joseph Hancock selbst hergestellt wurde.
Es trägt die Initialen [Initialen] in völlig anderen Buchstaben als die von John Hoyland, einem etwas späteren Hersteller, dessen Marke [Marke] lautete. Auch die Verarbeitung ist von der rudimentären Art, die für die sehr frühen Arbeiten der alten Plattierer charakteristisch ist.
Die Kragen und Hälse, die Hauptbestandteile der frühesten Kerzenleuchter, bestanden aus zusammengelöteten Reifen , die anschließend durch Hitze in die gewünschte Form gebracht wurden. Daher passen sie nicht perfekt und sind auf den Schultern unausgewogen. Füße, Schultern und Säulen weisen Spuren auf, aus einer einfachen Gussform geschlagen und anschließend von Hand ziseliert worden zu sein, während die Ausgüsse Spuren beider Verfahren aufweisen. Die Stücke wurden durch Zusammenlöten mit Zinn fertiggestellt, die Beschichtung war jedoch meist recht dick.
Diese Produktionsmethode wurde um 1765 durch die Einführung von Kerzenleuchtern ersetzt, die vollständig aus Gussformen und ohne Warmschmieden hergestellt wurden. Sie wurden hauptsächlich mit kannelierten Säulen und Kapitellen, wie sie bei ionischen Säulen zu finden sind, und in unzähligen Sockelvarianten hergestellt, obwohl das auf S. 33 abgebildete Schalenmodell während der gesamten Existenz der Industrie nie vernachlässigt wurde.
Um 1800 wurde der silberne Godron 90 eingeführt, zusammen mit Zierleisten und anderen Halterungen, die separat geprägt und auf die Schultern und Sockel einfacher runder Kerzenständer gelötet wurden, nachdem die Sockel mit Zinn und Blei gefüllt worden waren. Diese Form montierter Kerzenständer blieb bis zum Ende der Branche in Mode, und die Verzierungen an Sockel und Kanten der Kerzenständer selbst wurden so extravagant, dass die Designs schließlich auf und um die Sockel, Stiele und Kapitelle vieler zwischen 1810 und 1825 hergestellter Kerzenständer schwappten.
Einige dieser reich verzierten Kerzenleuchter sind ganz oder fast ganz aus Feinsilber geprägt und mit Zinn und Blei gefüllt; die Reifen , Schalen und Kugeln sind die einzigen Teile, die aus gegossenem Metall gefertigt sind. Diese Kerzenleuchter wurden mit Sicherheit nicht gegossen. Um eine Vorstellung von der großen Zahl der von den Herstellern von Old Sheffield Plate hergestellten Kerzenleuchter zu geben, zeigt die Artikelliste auf S. 196, dass ein einziges Unternehmen im Laufe von über 25 Produktionsjahren nicht weniger als 1.190 verschiedene Modelle herstellte, darunter Wachswickler, Konsolen- und Kammerleuchter, Patent-Schiebeleuchter und Kandelaber.
Das Füllen der Kerzenleuchter
Wir müssen davon ausgehen, dass die Methode zum Füllen von Kerzenständern lokalen Ursprungs ist und von der Praxis übernommen wurde, Messergriffe in zwei Hälften zu schmieden und diese dann zusammenzulöten. Der Prozess lief wie folgt ab: Ein Eisenstab wurde durch die Mitte des Stiels gesteckt, die Kerzenständer wurden umgedreht und eine Mischung aus Harz und Webstoff in geschmolzener Form hineingegossen. Diese Mischung bildete nach dem Abkühlen einen harten Feststoff. Der Eisenstab verhinderte, dass die Kerzenständer an den dünneren Stellen brachen, und verlieh dem Ganzen Stabilität und Gewicht. Als diese gefüllten Kerzenständer für ausländische Märkte hergestellt wurden, verwendete man eine gipshaltige Masse, da Harz in warmen Klimazonen schmilzt.
Bei dieser Methode zur Herstellung von plattierten und silbernen Kerzenleuchtern sollten die feinen Konturen der Formen durch das Prägen der Abschnitte aus sehr dünnen Metallblechen klar definiert werden. Die Produktion dieser gestanzten und gefüllten Kerzenleuchter war äußerst erfolgreich, da das neue Verfahren erhebliche Einsparungen bei Arbeits- und Materialaufwand ermöglichte. Dieses System wird in Sheffield auch heute noch, über 150 Jahre später, verwendet.
Sammlern von altem Sheffielder Tafelgeschirr wird die große Zahl sogenannter Teleskop-Kerzenleuchter auffallen. Vermutlich bestand der einzige Zweck darin, den Leuchter nach Bedarf anzuheben oder abzusenken. Bei allen verstellbaren Leuchtern war es üblich, die Gleitschienen mit einem Stoffbezug zu versehen, sodass beim Auf- und Abbewegen kein Metall auf Metall kam und die Säulen dadurch nicht zerkratzt wurden. Eckhardts Patent – offenbar das erste für Teleskop-Kerzenleuchter – unterschied sich von anderen dadurch, dass es verstellbare Messingmanschetten als Gleitschienen hatte, mit zwei Schlitzen auf einer Seite, die geöffnet oder heruntergedrückt werden konnten, um die Schiene je nach Bedarf leichter oder steifer zu machen (Abb. 3 und 4).
Die einfachste und wirksamste Vorrichtung basierte auf dem archimedischen Prinzip; die Kerze, die an einem kleinen Nagel am Fuß des Kapitells des Kerzenständers befestigt war, konnte nach oben gedrückt werden, während gleichzeitig die Höhe des Kerzenständers durch Einschrauben der Säule vergrößert wurde (Abb. 8). Diese Kerzenständer trugen kein Patentzeichen. Der auf S. 238 abgebildete Teleskopkandelaber mit dem Zeichen [Marke] war Gegenstand heftiger Kontroversen. Die Herren A. J. Echardt und Morton gaben 120 Pfund, 5 Schilling und 6 Pence aus, um dieses Patent unter ihren gemeinsamen Namen gültig zu machen. Eine diesbezügliche formelle Mitteilung wurde von einem Herrn Warry aus der Norfolk Street in Sheffield zugestellt; es scheint jedoch, dass der Antrag letztlich mit der Begründung abgelehnt wurde, die Hersteller hätten die Artikel vor der Patentierung verkauft. Diese Anmeldung für das Eckhardt-Patent datiert vom 15. Oktober 1796, und diese Teleskop-Kerzenleuchter und -Kandelaber entstanden erst nach 1795, obwohl es schwierig ist, welche aus der Regierungszeit Georgs IV. und später zu finden. Teleskop-Kerzenleuchter, die nach dem „ Kerb- und Rast “-Prinzip 91 funktionieren (des in Abb. 2 gezeigten Typs), sind manchmal mit der Markierung [Markierung] versehen. 1798 sicherte sich Roberts, Cadman & Co. ein Patent mit ähnlichem Wortlaut. Teleskop-Kerzenleuchter ihrer Herstellung sind selten ohne die Worte [Worte] zu finden. Auch gewöhnliche Schiebe-Kerzenleuchter funktionieren nach dem gleichen Prinzip, bei dem der Stoffbezug durch die Führungen geschoben wird, und sind dennoch mit den Worten [Worte] (Abb. 7) und ebenfalls [Markierung] versehen.
Wir zeigen Ihnen nun eine raffinierte Methode zum Einstellen der Stützenführungen, die eine deutliche Verbesserung gegenüber der Eckhardt-Methode darstellt. Dazu wird die Teleskopführung einfach abgeschraubt und die innere Stütze mit den Fingern so weit auseinandergezogen, bis sie fester mit dem Rohr oder der äußeren Stütze verbunden ist. Die Bedienung ist einfach, da das Rohr an der Basis der Länge nach in zwei Abschnitte geteilt ist.
Wie Sie sich leicht vorstellen können, herrscht große Verwirrung um diese patentierten Schieberungen. Um die Sache noch komplizierter zu machen, wurden ähnliche Streben wie die Teleskoprungen gefunden, auf denen das Wort „Patent“ eingeprägt war, obwohl sie nicht nach dem Schiebeprinzip hergestellt wurden. Möglicherweise handelt es sich dabei einfach um einen Fehler des für die Kennzeichnung zuständigen Arbeiters.
Es lohnt sich, eine besonders kuriose Kombination von Kerzenleuchtern im Detail zu illustrieren. Das Herstellungsdatum wird auf etwa 1805 datiert. Die Kombination besteht (Abb. 2) aus einem Kerzenleuchter, einem Kerzenlöscher und einer Tülle mit zwei kompletten Teleskopsäulen, die alle in die beiden Sockel eingepresst sind und vor der Kutschenfahrt in den Koffer gepackt werden können. Abb. 1 zeigt den umgedrehten Sockel des Kerzenleuchters, der wie in der Abbildung den Fuß des kompletten Kerzenleuchters bildet; Abb. 3 und 4 zeigen alle Teile gebrauchsfertig zusammengesetzt, um ein Paar gewöhnlicher Tischleuchter in Teleskopbauweise mit einer Höhe von 9,25 Zoll zu bilden. Es ist fast unmöglich, sich vorzustellen, wie all diese verschiedenen Teile auf einen so kleinen Umfang gepackt werden konnten, wie ihn die beiden umgedrehten Sockel (Abb. 2) mit 3,5 Zoll Höhe und 5,25 Zoll Durchmesser bieten.
Die Schwierigkeit, den Hersteller eines bestimmten Kerzenständermodells zu identifizieren, wird noch dadurch verstärkt, dass lokale Hersteller untereinander Handel treiben. Einige Kerzenständer, die aus denselben Stempeln geschlagen wurden, trugen die Punzen verschiedener Hersteller aus Sheffield.
Bis 1773 war Winter, Parsons & Hall eindeutig der größte Kerzenständerhersteller; woher sie ihre Designüberlegenheit hatten, bleibt ein Rätsel – vielleicht hatten sie ihre Aufmerksamkeit auf die Produktion nur einer einzigen Artikelkategorie konzentriert.
Winter und Parsons produzierten höchstwahrscheinlich nicht für einen bestimmten Markt. Man könnte annehmen, dass es für sie nicht vorteilhaft gewesen wäre, Vertreter im ganzen Land und im Ausland zu entsenden, um ausschließlich Bestellungen für diese Artikel einzuholen. Daher trägt ein erheblicher Prozentsatz ihrer Kerzenleuchter die Namen Londoner Silberschmiede und das Londoner Silberprüfzeichen. Im Wettbewerb mit Herstellern und Händlern in Sheffield und London hätten sie wahrscheinlich nicht die beträchtliche Unterstützung erhalten, die ihnen der Großhandel bot.
Man sollte bedenken, dass die von Silberschmieden verwendeten Definitionen – ionisch, korinthisch, ägyptisch usw. – architektonisch nicht unbedingt korrekt sind. Obwohl die Designer sich größtenteils an klassischen Vorbildern orientierten, wichen sie bereitwillig von der strengen Reinheit ihrer Inspirationsquelle ab und fügten viele irrelevante Details hinzu. Ihre freie Nomenklatur deutet zwar das Grundmotiv der Kompositionen an, impliziert aber keine exakte Nachahmung der authentischen Vorbilder.
KANDELABER
Die ursprünglichen Kandelaberhersteller ließen sich von der Form eines Baumes inspirieren, da der Stiel einem Stamm ähnelt und die Arme wie die eines Baumes ausladen. In der späteren Zeit der Sheffield Plate -Industrie scheint diese Idee zudem am weitesten verbreitet gewesen zu sein, so dass Kandelaber so gestaltet wurden, dass sie Baumstämmen, Laub, Blättern und Blüten sehr ähnlich sahen.
Der mit Sheffield-Platten überzogene Kandelaber kann nicht vor 1770 datiert werden. Sketchley führt jedoch in seiner Liste der 1774 hergestellten Gegenstände „ Zweige “ auf. Heutzutage findet man nur noch selten Exemplare aus dieser Zeit.
Auswechselbare Kandelaber und Epergen waren ein wichtiges Merkmal des Sheffielder Silberwarenhandels. Sie wurden kurz nach 1815 eingeführt und ersetzten die zuvor beliebten Kombinationen aus Epergen und Menage (siehe S. 290 und 291). Chantrey gebührt vielleicht Dank für die Neuerungen, die er in die künstlerische Gestaltung einführte. Ihm gebührt sicherlich Anerkennung für die Gestaltung der auf S. 240 und 241 abgebildeten Karyatiden.
SMOCCOLATORI
Mr. H. C. Casley aus Ipswich sagt über die hier abgebildeten, seltsamen, versilberten und plattierten Kerzenlöscher aus Old Sheffield : „Zu Großvaters Zeiten und sogar als unsere Eltern noch jung waren, waren Wachskerzen (viel zu teuer für alles außer Dinnerpartys) und Talgkerzen, die einfach aus Talg auf einem gedrehten Baumwolldocht bestanden, und in der gebräuchlichsten und ältesten Form war der Docht manchmal aus Binsen. Die Qualität dieser Kerzen variierte – die für das Wohnzimmer hergestellten waren geformt und aus zusammengesetztem Talg; Tatsache blieb jedoch, dass der Docht schnell verkohlte und schrecklich rauchte, wenn er nicht regelmäßig gelöscht wurde. Der verkohlte Teil des Dochtes fiel, wenn er nicht sorgfältig gelöscht und entfernt und abgelegt wurde, auf das Tischtuch oder verteilte sich im Raum und hinterließ schwarze und unangenehme Fettstreifen, was zweifellos zu dieser besonderen Form des Kerzenlöschers führte, der einen sicheren Aufbewahrungsort für die verkohltes Ende nach dem Entfernen.“
Diese Beobachtungen verdienen nicht nur aufgrund der enormen Anzahl und Vielfalt der Stile dieser Stahlscheren Beachtung, sondern auch, weil ihre Herstellung eine Kunst ist, die, soweit sich durch Nachfragen bei den alten Scherenmachern in der Stadt Sheffield feststellen lässt, völlig verloren gegangen ist, obwohl es möglich ist, dass das Handwerk in London oder Birmingham noch fortbesteht.
Die darin enthaltene Liste von Patenten, die sich hauptsächlich auf Lichtlöscher und Kerzenständer bezogen, vermittelt eine Vorstellung davon, wie sich die Gedanken eines bedeutenden Teils der Gesellschaft offenbar seit fast einem Jahrhundert mit der Frage der Flamme, ihrer Regulierung und dem erfolgreichen Löschen ohne Angst vor allgemeinen Schäden im Haus beschäftigten. Um 1840 wurden erstmals Kerzen eingeführt, deren Dochte ohne Lichtlöscher brannten.
- Cartwrights Spezifikation ist die älteste bekannte Spezifikation für federbelastete Lichtlöscher.
- Das Patent von Christopher Pinchbeck, die Kerze durch Herumtragen aufrecht zu halten, reguliert durch ein Gewicht und eine innen verschraubte Feder für die Tülle, um die Verwendung einer Dichtung (die noch heute verwendet wird) zu vermeiden, ist das erste, das in Bezug auf das Thema nachweisbar ist.
- Joachim Smiths Patent zum automatischen Anheben der Kerze während des Brennens mithilfe einer Feder.
- Christopher Pinchbeck patentierte den ersten federbelasteten Dochtlöscher, um den weggeworfenen Docht zu sichern und den Funken zu löschen.
- John Trusler in der gleichen Richtung, arbeitet aber an den Seiten.
- Edmund Greaves‘ Patent zum Anheben der Zündkerze durch Drehen einer Schraube.
- Rayboulds Patent. Ein einstellbares Patent zum Sichern und Halten von Zündkerzen.
- John Wilkes‘ Patent für die Herstellung eines federbelasteten zylindrischen Kerzenlöschers, der den Stummel mit einer einzigen Bewegung entfernt, isoliert und löscht.
- William Kent ließ sich einen Kerzenständer patentieren, bei dem die Reste der brennenden Kerze ins Wasser fallen. Außerdem war eine Sicherung aus Horn oder Glas angebracht, damit die Funken ins Wasser fallen konnten.
- John Duff bringt ein Paar patentierte Lichtscheren auf den Markt, deren Prinzip ihm seiner Aussage nach von einem Fremden mitgeteilt worden sei.
- George Alexander Thompson lässt sich ein Paar federbelasteter Kerzenlöscher patentieren, bei denen der Docht gekürzt und in perfekter Form und auf einer praktischen Länge gehalten wird.
- Samuel Hobday aus Birmingham patentierte eine Methode zur Betätigung von Lichtscheren ohne Federn, nur durch die Anwendung eines Hebels.
- Abraham Willis lässt sich viele Alltagsgegenstände patentieren, darunter auch Kerzenlöscher.
- Leger Didot erfindet einige sehr komplizierte Ergänzungen zu den Kandelaberpatenten.
- Charles Goodwin patentiert ein Zündkerzengehäuse ohne Dichtung und eine selbstlöschende Vorrichtung.
- Robert Salmon lässt sich ein fortschrittliches Gerät zum Halten der Zündkerze in der Steckdose patentieren.
- Samuel Hobday lässt sich einen weiteren Feuerlöscher patentieren, diesmal ohne Hebel oder Federn.
- Thomas Motley lässt sich einige Verbesserungen in der Konstruktion von Kerzenständern oder Lampen sowie darin zu brennenden Kerzen patentieren.
- Thomas Lees der Jüngere patentierte Verbesserungen an Kerzenlöschern, „die in einem perfekten Löschen und der Unmöglichkeit bestehen, die Kerze dank des Drucks und des Ausschlusses der atmosphärischen Luft unabhängig vom Öffnen der Klingen des Kerzenlöschers wieder anzuzünden“.
- James Simpson, ein Londoner Hersteller chirurgischer Instrumente, stellt einen Lichtlöscher aus Stahl vor, „mit zusammengesetzten Hebeln an den Griffen, um den Lichtlöscher in der Aufnahmekammer zu halten, wenn die Lichtlöscher wieder geöffnet werden.“
- William Palmer patentiert ein Gerät zur Herstellung und Befestigung von Zündkerzen.
- Thomas Walzer patentierte einen selbstaktivierenden Löscher für federbelastete Kerzenleuchter, der durch einen Nagel ausgelöst wird, der mit einer Stopp- oder Verriegelungsvorrichtung in Kontakt gebracht wird.
- Henry Needham Scope Shrapnel patentiert Verbesserungen an Lichtschnupftabakdosen „zum Festhalten des Schnupftabaks mittels einer Reihe von Nägeln oder Vorsprüngen im Behälter.“
- James Barlow aus Birmingham lässt einige Verbesserungen in der Konstruktion von Kerzenständern patentieren, deren Hauptzweck darin besteht, Kerzen zu halten.
- Charles Greenway aus Douglas auf der Isle of Man patentierte eine Verbesserung von Kerzenlöschern zur Aufbewahrung von Kerzenstummeln.
- John Lee Stevens und John King patentieren Verbesserungen bei der Einstellung und Befestigung der Stütze.
- Septimus Cocking aus Birmingham patentierte Verbesserungen bei der Flammenerzeugung durch Verbrennen von Öl, Talg und Wachs sowie beim Mechanismus zum Regulieren und Löschen derselben.
- Francis Prime Walker Junior lässt Verbesserungen bei der Herstellung von Kerzen und Kerzenleuchtern patentieren. Dazu gehören: ein verbesserter Kerzenleuchter, der drei verschiedene Kerzen so nah beieinander hält, dass sie sich beim Abbrennen zu einer einzigen Flamme vereinen, ein automatischer Halter für Kerzen mit unterschiedlichen Durchmessern und verbesserte Kerzenlöscher.
- Thomas Clive aus Birmingham lässt Verbesserungen in der Konstruktion von Kerzenständern patentieren. Diese bestehen aus einer Verbesserung des „ Hochdrückens “ der Kerzenständer und einem elastischen Fixierer zum festen Halten der Kerze.
- William Young lässt Verbesserungen an Lampen und Kerzenleuchtern patentieren.
- Mark Freeman patentiert Verbesserungen am Mechanismus von Kerzenständern und an den Instrumenten, die bei der Verwendung von Wachs- und Binsenkerzen verwendet werden.
- Frederick Oldfield Ward und Mark Freeman, Patente, die Kühlkappen betreffen.
- John Butt patentiert „bestimmte Verbesserungen an Kerzenleuchtern“ (es gibt keine spezifischen Ergänzungen).
Für Sammler wird es eine ziemliche Herausforderung sein, anhand der obigen Liste den Erfinder der Kerzenlöscher zu identifizieren, die sie besitzen. Fast alle Kerzenlöscher tragen einen Hinweis auf ihre Herkunft, sei es durch Markenzeichen, Patentbriefe oder auf andere Weise.
KAMMERLEUCHTER
Wie der Name schon sagt, waren und sind sie für das Schlafzimmer gedacht. Trotz des Aufkommens von Gas- und Elektrobeleuchtung wird der Kronleuchter immer noch regelmäßig verwendet und wird es wahrscheinlich auch bleiben, solange die Menschen weiterhin eine letzte halbe Stunde im Bett dem Lesen bei Kerzenlicht widmen, was nach wie vor als die beste Möglichkeit gilt, den Geist vor dem Schlafengehen zu entspannen.
KERBEN FÜR FEUERZEUG
Ein weiterer Zweig der Kerzenhalterfamilie war der kleine Kerzenhalter, der früher zum Schmelzen von Wachs beim Versiegeln von Briefen verwendet wurde. Dies sind alles sehr attraktive kleine Dekorationen, die heute besonders bei Sammlern von altem Sheffielder Tafelgeschirr wie Schrankbeispielen und Salondekorationen begehrt sind. Der Schaft des Kerzenhalters war normalerweise an einem Tintenfass für einen Schreibtisch befestigt und bildete sehr oft den oberen Teil des Deckels der Schachtel, die die Oblaten enthielt. Eine andere Form hatte einen Griff und einen Streifen in der Mitte des Gegenstands, um den eine lange Wachsspirale gewickelt und durch die Öffnung an der Oberseite oder den Ausguss gezogen werden konnte. Dies wurde „ Wachswickler “ genannt. Eine dritte Variante hatte eine ähnliche Form, war aber in einer sogenannten „ Bougie-Box “ eingeschlossen, hatte jedoch keinen Griff zum Aufwickeln des Wachses und die Spirale musste von Hand gezogen werden. Zweifellos wurden alle drei dieser Gegenstände manchmal als Pfeifen- oder Zigarrenanzünder verwendet.
KÄSETOASTER
Im Old Sheffield Plate waren Käsepfannen stets sehr gefragt. Der Käse wurde in dünne Scheiben geschnitten und auf geröstetes oder ungeröstetes Brot in diesen Pfannen gelegt, die dann vor das Feuer gestellt wurden. Das Innere der Pfannen war üblicherweise zweigeteilt. Alle Pfannen hatten ein Heißwasserfach, und wie bei Gemüsepfannen konnte heißes Wasser in die isolierte Auskleidung gegossen werden, indem man den Griff abschraubte oder einen kleinen Deckel an der Seite anhob. Eine am Pfannengriff befestigte Kette hielt den Deckel oben, wodurch die Wärme auf den Käse reflektiert wurde, was den Röstvorgang erheblich erleichterte. Bis 1830 war die Produktion von Käsetoastern fast vollständig verschwunden.
FLASCHENUNTERSETZER
Die verschiedenen Bezeichnungen der sogenannten „ Untersetzer “ 92 sorgen für Verwirrung. In den ältesten Musterbüchern werden sie als Flaschentabletts oder Flaschenstützen bezeichnet, heute werden sie jedoch am häufigsten als „ Dekanter- “ oder „Flaschen“-Stützen – oder Untersetzer schlechthin – bezeichnet.
In den Anfangstagen der Branche gab es nur wenige dieser Flaschentabletts, nicht genug, um sie in die Liste von 1774 aufzunehmen. Bis 1800 war ihre Produktion beträchtlich angestiegen, hauptsächlich aufgrund der Einführung von Silberrändern, die ihr künstlerisches Erscheinungsbild deutlich aufwerteten; und mit dem Aufkommen verzierter Karaffen aus tief geschliffenem Kristall nahmen auch die kunstvollen Verzierungen der Untersetzer zu. Die Auszüge aus dem Buch mit alten Artikeln auf S. 196 zeigen 15 verschiedene Modelle von Flaschentabletts. Die sehr frühen Formen von Flaschenuntersetzern, insbesondere die durchbrochenen, die vor 1785 hergestellt wurden, sind an den Außenkanten sehr schlecht verarbeitet und haben keine Silberränder. Im Allgemeinen weisen sie ein klares kupferfarbenes Aussehen auf, das die schönen Variationen der durchbrochenen Verzierung an den Seiten stark beeinträchtigt.
Der Ursprung des „Weinwagens“ 93 ist dem kreativen Genie von Sir E. Thomason aus Birmingham zuzuschreiben, und in diesem Zusammenhang werden die folgenden Passagen aus seinen Memoiren mit Interesse gelesen:
„Vor vielen Jahren besuchte mich Lord Rolle in diesem Lokal und erzählte mir, dass er am Vortag mit Seiner Majestät Georg IV. zu Abend gegessen habe und dass Seine Majestät es als angenehm empfand, sein Bedauern darüber zum Ausdruck zu bringen, dass seine edlen Gäste, die auf der anderen Seite des Tisches saßen, ihre Plätze verließen, um den Wein herumzureichen. Er bemerkte zu ihm (Lord Rolle): „Da er mir gesagt hat, dass er morgen nach Birmingham fährt, sollte er am besten Thomason aufsuchen, der vielleicht einen Plan ausarbeiten könnte, um diese Unannehmlichkeit zu vermeiden.“
Ich schlug Lord Rolle vor, dass fahrbare Ständer für Karaffen meiner Meinung nach die einzige Lösung seien. Da ich über die schönen Formen mit den Siegen des letzten Krieges verfügte – 40 an der Zahl, von der Landung in Portugal bis zur Einnahme von Paris und Napoleons Niederlassung auf St. Helena –, empfahl ich, diese Medaillen um die flachen, senkrechten Kanten der Flaschenständer zu platzieren, sodass vier davon gefüllt würden. So könnten sie auf zwei Wagen passen, die alle aus Silber und reich vergoldet waren, und jeder Wagen sollte fein verzierte Räder haben. 94 Seine Lordschaft stimmte meinen Vorschlägen zu und bat darum, sie unverzüglich umzusetzen und sie, sobald sie fertig seien, an den Marquis von Conyngham zu schicken. Bei ihrer Ankunft drückte Seine Majestät seine volle Zustimmung zu der Idee aus. Einige Zeit später überreichte der König sie dem Herzog von Wellington. 95
KAFFEEMASCHINEN
Alte Kaffeekannen von Sheffield Plate können in vier Kategorien unterteilt werden.
Die erste besteht aus der „ Kaffeekanne “, deren Design sich an den massiven Silberkannen aus der Zeit der Entstehung des Plattierungsgewerbes als Industrie orientierte. Diese Kannen sind auch heute noch überraschend zahlreich, und ihre Kupferdicke hat ihnen ebenso wie die des aufgebrachten Silbers in den rund 150 Jahren seit ihrer ersten Vermarktung durch die Plattenhersteller von Old Sheffield gute Dienste geleistet (siehe die ersten beiden Abbildungen auf S. 260). Die zweite besteht aus den Kaffeekannen , die erstmals um 1787 auftauchten, nachdem silberne Ständer und andere verbesserte Herstellungsmethoden eingeführt wurden (siehe S. 262).
Solche Gegenstände werden manchmal als „ Biggins “ bezeichnet. Biggin oder Bagging ist ein nordischer Dialektbegriff für Erfrischungen zwischen den regulären Mahlzeiten. Baggin-Zeit ist entweder 10 Uhr oder 16 Uhr. Genauer gesagt ist der Biggin ein Gefäß mit etwas mehr als einem halben Liter Fassungsvermögen und einem hohen Deckel, der separat als Untertasse dienen kann. Ein Kaffee-Biggin ist eine Kanne mit Rand und Deckel, in deren Inneren sich eine Ablage befindet, auf der ein runder Draht befestigt werden kann, um das Teesieb beim Abseihen des Kaffees zu halten.
Die dritte Kategorie ist die Kaffeemaschine (siehe obere Abbildung auf S. 262). Aus etwa derselben Zeit stammen die kleineren oder seitlichen Kaffeekannen mit Rand oder Ausguss, deren Fassungsvermögen zwischen ¾ Pint und anderthalb Pint liegt und die mit einem Ständer und einer Glühbirne darunter ausgestattet sind (siehe S. 263).
Die alten Plattierer stellten keine Schokoladentöpfe im großen Stil her, obwohl Sketchley sie in seiner Liste von 1774 erwähnt. In den Auszügen der zwischen 1788 und 1815 hergestellten Artikel auf S. 197 wird nur ein Modell beschrieben.
DECKEL FÜR FLEISCH- UND WILDTELLEIEN, FEINE PORZELLANTELLER USW.
Tellergedecke aus der Zeit vor 1800 sind selten. 1810 ist das ungefähre Datum ihrer Einführung in langen Sets oder Reihen von 25 bis 60 cm Länge, die zunächst hauptsächlich von Gastwirten verwendet wurden. Das Musterbuch für den Zeitraum von 1788 bis 1815 beschreibt nur sechs Varianten. In der damals veröffentlichten überarbeiteten Ausgabe von 1820 war ihre Zahl auf 21 gestiegen. Mit der Einführung floraler Muster um 1815 erfreuten sie sich in Privathäusern großer Beliebtheit, während ihre Größen 10 Jahre später üppig geworden waren und die Sets dann zwischen 30 und 66 cm Länge reichten. Es ist bedauerlich, dass sie zum Zeitpunkt dieses Schreibens aus der Mode gekommen sind, denn wohl kein Gegenstand eignet sich besser für aufwendige Dekorationen als ein großer Tellergedeck im Old Sheffield-Stil .
Das gute alte englische Stück Fleisch, das mittags warm serviert wurde, außer bei kommerziellen Mittagessen und auf Märkten, gehört heute fast der Vergangenheit an, und da heute niemand mehr ein Experte im Tranchieren von Fleisch werden möchte, besteht keine Nachfrage mehr nach der großen 26-Zoll-Fleischschüssel im Old Sheffield-Stil mit ihrem Warmwasserbehälter und der 24-Zoll-Schüsselhaube. Letztere findet man jedoch noch immer als Dekoration auf den Anrichten von Gasthäusern in ländlichen Gegenden. Früher wurden viele Deckel, wie in der Abbildung auf S. 266 gezeigt, zur Verwendung auf feinen Porzellantellern usw. hergestellt.
MAHLZEITEN UND FLEISCHGERICHTE UND ANDERE
Mit dem Rückgang der Verwendung großer Wildgerichte und Deckel nahm auch die Nachfrage nach großen Tellern aller Art ab. Heute zählen Fleischteller zu den vielen anderen Old Sheffield -Artikeln, die ihre Nutzungsdauer für den Hausgebrauch überlebt haben, obwohl man sie noch immer in Hotels und Restaurants findet.
Vielleicht hat der Unternehmergeist der Hersteller von feinem Porzellan in den letzten Jahren, die ihr Sortiment an Artikeln für den häuslichen Gebrauch erweitert und die Produktion erschwinglicher gemacht haben, in gewissem Maße dazu geführt, dass viele Tellerartikel, die vor einem Jahrhundert noch täglich verwendet wurden, aus unseren Haushalten verschwunden sind.
Der Essteller „Old Sheffield“ mit seinem hohlen Deckel, der in der Abbildung unten auf der nächsten Seite zu sehen ist, kann sich als sehr nützlicher Gegenstand erweisen, um zu den Mahlzeiten eine feine Porzellanschale darauf zu stellen und den Inhalt warm zu halten.
Dennoch werden oft noch komplette Service hergestellt, bestehend aus Fleisch- und Suppentellern in „925/1000 Silber“.
Das große Tablett für Messer, Gabel und Löffel in der Abbildung unten ist ein außergewöhnliches Stück. Es trägt den Federbusch einer bekannten englischen Adelsfamilie und wurde offensichtlich entsorgt. Nach dem Servieren wurden Besteck und andere Utensilien sortiert und in die drei abgebildeten Fächer gelegt. Man könnte jedoch annehmen, dass das Tablett selbst fast ebenso viel Reinigungsaufwand erforderte wie sein Inhalt.
Menagen und Saucieren (Soja-Rahmen)
Bis zur Wiederentdeckung der ältesten (bislang bekannten) Bücher, die die Muster des Old Sheffield Plate -Handels beschreiben, herrschte stets Uneinigkeit darüber, woher die Plattierer im 18. Jahrhundert ihr Glas bezogen. Der Artikel über Glas im ersten Teil des Werks (siehe S. 67) behandelt das Thema zwar erschöpfend, lässt uns jedoch angesichts der enormen Mengen dieses Materials, die vor über einem Jahrhundert einen Markt fanden, erstaunt zurück. Ohne das für é pergnes , Likörgläser, Salz- und Senffässchen usw. gelieferte Glas zu berücksichtigen, ist man erstaunt, dass die Zahl der verschiedenen Glasmenagemodelle, die auf den Seiten 196 und 197 in den Büchern des Unternehmens aufgeführt sind, einschließlich Saucieren 570 betragen soll.
Saucieren und Menagen werden in diesem Buch mit ihren vielfältigen Kombinationen und Modellen ausreichend dargestellt, um einen Überblick über die unterschiedlichen Trends und Anforderungen in dieser Branche zu geben. Der Name Soja stammt aus dem Französischen und bedeutet Soße.
Abendmahlsgottesdienste
Die Spezialität von Robert Gainsford, der die Elefantenkopfmarke im Jahr 1808 eintragen ließ, war die Herstellung von Old Sheffield Plate- Geschirr für Gotteshäuser. Um 1810 veröffentlichte er einen umfassenden Katalog mit Designs und Preisen für Altarkerzenleuchter, Abendmahlskelche, Patenen, Zahnstocherdosen, Ziborien, Weihrauchbrenner, Altarmenäen usw.
Gainsford war Katholik und scheint von diesem „Label“ bei der Herstellung von Artikeln, die im Allgemeinen für katholische Kirchen und Kapellen bestimmt waren, viel Unterstützung erhalten zu haben.
In den Katalogen anderer Hersteller findet man nur vereinzelt Abbildungen von Kommuniongeschirren, schlichter Form und meist von der hier abgebildeten Art.
Hierzulande findet man zahlreiche plattierte Abendmahlsgefäße französischer Herstellung. Die meisten scheinen im frühen 18. Jahrhundert entstanden zu sein (siehe Abbildung der kleinen Altarmenage auf S. 168).
Tellerringe oder Ränder
Diese Artikel, die heute allgemein als „ Kartoffelringe “ bekannt sind – deren Ursprung ein kleines Mysterium ist – wurden normalerweise mit den Methoden gestanzt und durchbrochen, die in den Fabriken in Sheffield angewendet wurden (Erklärung auf S. 118-119). Die in Irland hergestellten durchbrochenen Silberringe stellten meist ländliche Szenen dar – Hirten und Hirtinnen, Bauernhoftiere, Häuser und Schuppen, Garben, Blumen, Menschen und Vögel usw., während die plattierten Ringe aus Sheffield mit Schnörkeln und Girlanden verziert waren, die durch Flachziselieren in niedrigem Relief erreicht wurden, und sowohl die durchbrochene Arbeit als auch die Punzen hatten Streifen-, Blumen- usw. Muster. Grob gesagt können Plattenringe in vier Typen unterteilt werden, von denen der erste in hohem Relief ziseliert ist, der zweite in niedrigem Relief und allgemein „ flach ziseliert “ genannt, der dritte durchbrochen und eingeschnitten ist, während der vierte einfach aus Ringen bestand, die aus gebogenen Drahtstützen hergestellt waren, die auf einer Drahtunterlage befestigt waren, die so geformt war, dass sie praktisch jede ovale oder runde Platte tragen konnte. Ringe dieser letzten Kategorie wurden auf verschiedene Arten hergestellt. Am häufigsten wurden Ringe hergestellt, die durch Umdrehen des Rings wahlweise mit einer ovalen oder runden Platte verwendet werden konnten. Andere Ringe wurden für zwei runde Plattengrößen hergestellt, und gelegentlich findet man ovale Ringe, die auf die gleiche Weise gehandhabt werden konnten (siehe S. 282).
Herr Westropp bemerkt zum Begriff „ Irische Ringe “, dass die silbernen, stets runden Ringe in den Büchern des Dubliner Prüfamts als „ Dish Rings “ bezeichnet wurden, während sie in den alten Katalogen von Sheffield manchmal „ Dish Rims “ genannt wurden. Obwohl er eine große Anzahl dieser Artikel in seinen Händen hatte, konnte er keinen erkennen, der vor 1750 hergestellt wurde. Er hat sie in den Auktionsanzeigen der alten Dubliner Zeitungen in folgender Reihenfolge erwähnt gefunden: 1762 ein „Dish Stand“; 1776 ein „ Tischring “; 1780 ein „Centerpiece Ring “.
Bislang enthält keiner der älteren, in der Regel zu kommerziellen Zwecken veröffentlichten Kataloge von Sheffield Plated Abbildungen der sogenannten irischen Stile oder Formen durchbrochener Plattenringe. Dies lässt natürlich den Schluss zu, dass sie ausschließlich für den irischen Markt hergestellt wurden.
Die folgenden Seiten zeigen Abbildungen sogenannter irischer Tellerringe , von denen sich drei im Besitz von Herrn MLA West aus Dublin befinden. Herrn Wests Anmerkungen zu diesen Gegenständen werden sehr geschätzt, da er sich intensiv mit diesem Thema beschäftigt. Er erklärt: „Heute wird allgemein angenommen, dass diese Ringe als Stützen für feine Porzellanbowlen hergestellt wurden und somit die doppelte Funktion erfüllten, die Schalen für eine bessere Präsentation anzuheben und gleichzeitig das Mahagoniholz zu schonen. Viele Menschen lehnen die ursprünglich vorherrschende Meinung ab, dass die Ringe immer als Stützen für hölzerne Kartoffelschalen dienten. Ich persönlich glaube, dass sie beide Funktionen erfüllten, und wenn ja, wurden sie für den Großteil des Essens verwendet und stellten sicherlich eine schöne Tischdekoration dar. Ich vermute, dass diese Ringe etwa zur gleichen Zeit hergestellt wurden, als das Old Sheffield Plate in Mode kam. Ich besaß einst ein Paar Old Sheffield Plate-Ringe, die im Hochrelief ziseliert waren, aber die Verzierungen bestanden meist aus Schnörkeln, Blattwerk und Blumendekor und waren nicht von der typisch irischen, höfischen Silberart, von der ich nur ein einziges Exemplar aus Old Sheffield gesehen habe.“
Herr West ist davon überzeugt, dass alle Ringe aus der Old Sheffield Plate-Kollektion tatsächlich in Sheffield hergestellt wurden. Dies wird durch die anderen in diesem Band abgebildeten plattierten und durchbrochenen Sheffield-Ringe gestützt, die denselben dekorativen Stil aufweisen. Anhand von Duplikaten von silbernen Salzfässchen, Körben usw. aus massivem Silber konnten zudem die Hersteller in Sheffield und die ungefähren Herstellungsdaten einiger Ringe ermittelt werden (siehe S. 280).
VERFAHREN ZUR HERSTELLUNG VON PLATTENRINGEN
Das bei der Herstellung von Sheffield Plate- Ringen angewandte Verfahren ist wie folgt:
Der Arbeiter nahm ein beidseitig plattiertes Blech aus geschmolzenem Metall von 18 bis 20 Zoll Länge und 4,5 bis 5 Zoll Breite, drehte es um und schweißte es zu einem Zylinder zusammen, wodurch dieser das Aussehen einer Mondsichel erhielt. Dazu hämmerte er es auf einen speziell dafür angefertigten Holzblock, der an einem Ende etwas breiter war als am anderen. Nachdem er mit dieser Methode einen Ring der gewünschten Form erhalten hatte, hämmerte er ihn erneut auf einen Stahldübel, bis die gewünschte Dicke erreicht war.
Der nächste Schritt war die Verzierung, die bei Sheffield-plattierten Ringen mit Hilfe eines Stempels und einer Schlagmaschine erfolgte; mit anderen Worten, auf diese Weise wurde Druck auf das Muster ausgeübt. Mit der Schlagmaschine und der Stanzmaschine wurde dann das durchbrochene Muster geprägt (siehe Abbildung auf S. 119). Nun war der Ring bereit für die Montage. Dieser Vorgang erfolgte durch Löten auf eine dünne, gestanzte oder gegossene Silberunterlage – manchmal S-förmig, passend zum Stil des Ringdesigns –, während die Metallpartikel der Unterlage um den äußeren Rand des Rings herum überlappten, um eine Schutzschicht zu bilden.
Nach dem sorgfältigen Polieren und Glätten von Hand war der Ring einsatzbereit.
ERSTE GÄNGE (ENTRÉE DISHES)
Einst waren die Vorspeisenschalen zweifellos die wichtigsten Geschirrartikel, und als der antike Handel mit Tellerwaren seinen Höhepunkt erreichte, gab es unzählige Formen und Varianten. So wie wir sie heute kennen, wurden sie vor 1785 nur gelegentlich und vor 1775 sehr selten hergestellt. Die Henkel der frühesten Vorspeisenschalen befinden sich normalerweise an den Enden und nicht am Deckel. In Büchern aus dem 18. Jahrhundert werden sie als „ Doppelschalen “, „ Steakschalen “ und „ Haschschalen “ 96 beschrieben, wobei letztere auf Ständern mit und ohne Wärmelampen hergestellt wurden. Zur Vorspeisenschale gehörte normalerweise ein „ Stövchen “ 97, dessen ältere Formen mit einem glühenden Eisen erhitzt wurden, das unten auf einem Metallrahmen stand. Der obere Deckel des Stövchens , auf dem die Schale stand, war perforiert (siehe Abbildung auf S. 289). Die Schale wurde dann ohne die Hilfe eines glühenden Eisens in ein Stövchen mit heißem Wasser gestellt (siehe S. 286). Zum Servieren von Kuchen und Gelee wurden unzählige Tellervarianten hergestellt, aber auch die Unterteile von Hauptgerichten wurden hierfür verwendet. Gemüseteller waren meist rund und hatten eine schützende Außenhülle für das heiße Wasser. Der Griff ließ sich abschrauben, und heißes Wasser wurde in die hohle Röhre gegossen. Andere Teller waren zu diesem Zweck mit einer Schraube ausgestattet, während der Teller selbst in drei Teile geteilt war, von denen einer abnehmbar war (siehe S. 288).
EPERGNES UND PLATEAUX
Der Triumph des Old Sheffield Plate -Handels war möglicherweise auf die wunderbaren Kombinationen von Tafelaufsätzen und Beilagentellern zurückzuführen, die von Pfefferstreuern, Senftöpfen, Salzfässchen und Menagen auf einem Drehständer umgeben waren. Sie scheinen gegen Ende des 18. Jahrhunderts äußerst beliebt gewesen zu sein; als „ Epergnes “ nehmen sie in Sketchleys Produktionsliste von 1774 (Seite 196 dieses Buches) einen Ehrenplatz ein.
Die Reste dieser filigranen, frühmodellierten Tafelaufsätze, die heute noch erhalten sind, zu reparieren, ist nahezu aussichtslos. Nur wenige Exemplare sind vollständig erhalten, und kein Diener könnte heute noch solche Kombinationen aus Glas und Draht handhaben, ohne sie ernsthaft zu beschädigen (siehe S. 291). Wie die Bediensteten einst damit umgingen, ist ein Rätsel, aber offensichtlich besaß jemand im Haushalt sie. Zudem waren diese Tafelaufsätze relativ teuer und kosteten im Durchschnitt 15 bis 21 Guineen pro Großhandelsverkauf.
Wir wenden uns dann den Epergnes-Körben des späten 18. und frühen 19. Jahrhunderts zu. Sie bestehen aus Metalldraht auf einem drehbaren Ständer und dienen zur Aufbewahrung von Obst und Blumen. Diese Variante wird von Experten stets gelobt. Ihre filigran geformten Stiele drehen sich um einen Drehpunkt, der in einer Fassung in der Nähe des Bodens befestigt ist, und dienen als Stütze für typischerweise fünf bis acht Körbe, die alle getrennt und als separate Behälter für Süßigkeiten oder andere Zwecke verwendet werden können (siehe S. 292, 293).
Die endgültige Form des Tafelaufsatzes von Old Sheffield war ein wahrer Triumph aus geschliffenem Glas und üppigem Blumenschmuck. Diese spätgeorgianischen Épergnes sind wahrhaft außergewöhnliche Objekte, die auf dem Esstisch präsentiert und mit Früchten oder Blumen gefüllt werden. Was die Kunstfertigkeit der allerletzten Old Sheffield -Stücke betrifft, wäre es unfair, über sie zu schreiben, ohne die Handwerker zu loben, die sie hergestellt haben. Ihre verschiedenen Teile sind so perfekt miteinander verbunden, dass die Fugen nur von Technikern erkannt werden können. Als raffinierte industrielle Errungenschaften verdienen sie einen sehr wichtigen Platz (siehe S. 294-5-6).
Diese Epernen sind – sofern sie nicht in Hotels verwendet wurden – in der Regel in einwandfreiem Zustand, da sie aufgrund des enormen Reinigungsaufwands nur zu besonderen Anlässen zum Einsatz kamen. Leider sind sie jedoch aufgrund fehlender Kristalle allzu oft sowohl künstlerisch als auch praktisch unbrauchbar. Eine Eperne ohne Kristalle ist ebenso trostlos anzusehen wie ein Segelschiff, das einen Sturm überstanden hat, aber seine Masten und Segel verloren hat.
SCHREIBTISCHTINTEN
Die frühen Versuche Sheffielder Silberschmiede, Tintenfässer herzustellen, geben einen deutlichen Einblick in den Einfluss zeitgenössischer Londoner Silberschmiede auf die Anfänge dieser Industrie. Diese schnell produzierten Tintenfässer mit ihren durchbrochenen Körpern und langen, geschwungenen, ziselierten Schnörkelverzierungen sind äußerst selten. Ihr Verschwinden ist darauf zurückzuführen, dass sie, da sie vor der Verwendung von plattiertem Draht oder Silberrändern hergestellt wurden, nicht den notwendigen Schutz für besonders stark beanspruchte Gegenstände boten.
Lord Nelson war ein Bewunderer des Old Sheffield Plate , und es heißt, dass ein von ihm in der Schlacht von Kopenhagen im Jahr 1801 verwendetes Tintenfass noch immer existiert, das ihm Captain James Clarke nach der Schlacht als Andenken geschenkt hat. 98
Auf der folgenden Seite sehen Sie ein kleines Tintenfass mit ankerförmigem Griff, das die Marke D. Holy, Parker & Co. trägt und um 1804 hergestellt wurde. Es wird behauptet, dass dieses Tintenfass einst ebenfalls Lord Nelson gehörte und für ihn hergestellt wurde. Obwohl es nicht unmöglich ist, ein so kleines Stück an Bord eines alten Kriegsschiffs zu finden, ist es wahrscheinlicher, dass das Design von Lord Nelsons Siegen in dieser Zeit beeinflusst wurde. Da bisher kein Duplikat gefunden wurde, wurde das Modell vermutlich nicht über herkömmliche Kanäle vermarktet.
Zu den weiteren Artikeln, die um das Kaufdatum dieses Tintenfasses (1895) herum zum Verkauf angeboten wurden, gehörten ein Satz von vier Old Sheffield -Erstgangstellern mit dem Wappen von Lord Nelson sowie viele andere Reliquien, sowohl aus Silber als auch aus plattiertem Metall, die heute in öffentlichen Einrichtungen und Privathäusern aufbewahrt werden, darunter die berühmte vergoldete Flaxman-Nelson-Vase, die einst dem verstorbenen König Edward VII. gehörte. 99
WASSERKOCHER AUF STAND, MIT LAMPEN
Alte Sheffield Plate- Kessel sind nicht sehr zahlreich. In den alten Artikellisten im frühen Buch, zitiert auf S. 197, sind nur sechs verschiedene Modelle aufgeführt, aber in späteren Musterbüchern, die zwischen 1815 und 1830 zusammengestellt wurden, steigt diese Zahl auf zehn.
Spirituosenrahmen
Obwohl in der Modellliste auf S. 197 328 verschiedene Likörgefäße sowie andere vor einem Jahrhundert gebräuchliche Artikel aufgeführt sind, was zeigt, wie groß die Nachfrage nach Gin, Hollands 100 , Rum und anderen damals beliebten, ausgefallenen Getränken gewesen sein muss (wie die auf der vorhergehenden Seite abgebildeten Weinetiketten belegen), kann nicht behauptet werden, dass heute noch eine Nachfrage nach diesen Artikeln besteht. Und vielleicht gilt das Gleiche, mit einigen Unterschieden, für Menagen und andere Kombinationen aus Glas und Silber sowie aus Silber und Tafelgeschirr. Ob aus Old Sheffield oder antikem Silber, Artikel, bei denen das Glas in der Struktur übermäßig hervorsticht, sind heute weder bei Sammlern noch bei der breiten Öffentlichkeit gefragt. Likörgefäße und Menagen sind heute für ein Zehntel der Preise erhältlich, die für die allgemeineren und beliebteren Artikel erzielt werden, ob aus antikem Silber oder Old Sheffield Plate .
Krüge oder Kannen 101
Die zweifelsohne nutzlosesten und sicherlich schönsten Artikel aus Silberguss sind die Krüge der alten Sheffielder Geschirrmacher. Sie sind jedoch nicht sehr zahlreich und daher werden für wertvolle Exemplare heute vergleichsweise hohe Preise erzielt. „ Krüge “ ist die Bezeichnung, die ihnen in den alten Handelsbüchern von Anfang an gegeben wurde. Ein gut gemachter und wohlgeformter Krug passt vielleicht genauso gut zu den zwischen 1770 und 1790 vorherrschenden Verzierungen wie jeder andere. Dies war den Töpfermeistern und Plattierern Sheffields jener Zeit offenbar völlig bewusst. Ihre zeitgenössischen Silberschmiede hinkten jedoch bei der Herstellung von Krügen aus massivem Silber etwas hinterher. Diese frühen Warenartikel scheinen mit dem Aufkommen des „ Biggin “, der für Kaffee, Milch, Wasser oder Kakao verwendet werden konnte, ausgestorben zu sein. Auf der folgenden Seite finden Sie Abbildungen großer Krüge für den Negus 102 oder Claret 103 , die heute nur noch sehr schwer zu bekommen sind.
Salz-, Senf- und Pfefferstreuer 104
Unter den Gegenständen, die seit den frühesten Aufzeichnungen der Galvanikindustrie bis heute im ständigen täglichen Gebrauch waren, verdienen Salz- und Senfschälchen besondere Aufmerksamkeit. Auf Seite 197 der Auszüge aus dem alten Musterbuch sind 138 Salz- und 65 Senfschälchen in verschiedenen Ausführungen aufgeführt. Salz- und Senfschälchen aus der Zeit Georgs III. erzielen, ob aus Old Sheffield Plate oder Silber, bei Auktionen stets hohe Preise, während Senfschälchen in letzter Zeit fast unerschwingliche Preise erreicht haben. Wie bei antikem Silber und Old Sheffield Plate aus dieser Zeit üblich, sind die durchbrochenen Varianten dieser Gegenstände bei Kennern am begehrtesten. Sie sind zwar gut erhalten, aber es ist sehr schwierig, plattierte Exemplare von silbernen zu unterscheiden.
Sheffielder Silberschmiede scheinen fast ebenso viele Salz- und Senffässchen aus massivem Silber wie versilberte hergestellt zu haben. Aufgrund ihrer arbeitssparenden Durchbruchtechnik waren sie möglicherweise günstiger als die in London gefertigten Salz- und Senffässchen, und die Hersteller in Sheffield hatten dafür vermutlich einen größeren Markt als die Londoner Silberschmiede. Eine Art Salzfässchen mit Drahtgestell, vergoldetem Tablett und großen, tief geschliffenen Kristallbehältern scheint es nur in Sheffield gegeben zu haben. Es wurde vom frühen 19. Jahrhundert bis zum Ende der Industrie sowohl aus Sheffielder Silber als auch aus Sheffielder Silber hergestellt (siehe Seiten 313 und 415).
Das auf der nächsten Seite abgebildete runde Salzfässchen mit drei Beinen ist, so klein es auch sein mag, eines der interessantesten Stücke von Old Sheffield Plate, die bisher ans Licht gekommen sind, und zwar aus folgenden Gründen:
Die dreimal wiederholten Initialen HT (von Tudor & Leader verwendet) (ein Stempel wurde vom Reparateur unkenntlich gemacht) weisen eindeutig darauf hin, dass der Artikel vor 1773 hergestellt wurde, als ein Gesetz erlassen wurde, das seine Produktion verbot, da er den zeitgenössischen Silberstempeln zu sehr ähnelte (siehe Teil X).
Die Tatsache, dass der Artikel zweifellos aus einem einzigen Blech gegossen und vorne und hinten galvanisiert wurde, beendet den Streit (das Salzfässchen wurde zu keinem späteren Zeitpunkt galvanisiert), ob die galvanische Beschichtung auf beiden Seiten des Barrens vor 1803 entdeckt worden war. 105
Der Körper wurde von Hand geformt, wodurch er eine hohe Festigkeit und Steifigkeit erreichte. Die Girlandendekoration wurde aus einer separaten Form gegossen und anschließend mit Lötzinn befestigt.
Die ebenfalls separat angeschweißte, erhabene, gewellte Stütze wurde aus einer Form entnommen und dupliziert, um ihr Stabilität zu verleihen.
Die Füße wurden aus zwei separaten Formen, Vorder- und Rückseite, gegossen und zusammengelötet, nachdem sie zunächst mit Zinn und Blei gefüllt worden waren.
Dieses Salzfässchen weist erhebliche Abnutzungserscheinungen auf. Das Salz hat das Metall an zwei Stellen angegriffen, die in beiden Fällen mit einem kleinen Silberflicken repariert wurden. Die Merkmale ähneln weitgehend den dreibeinigen silbernen Salzfässchen, die um 1760–1770 in London hergestellt wurden. Man muss davon ausgehen, dass es von einem in London ausgebildeten Silberschmied hergestellt wurde.
Tabletts und andere Tabletts
Servierplatten gehörten zu den allerersten Gegenständen , die Joseph Hancock produzierte, als er mit der Herstellung von Tellerwaren begann. Zuvor in diesem Werk ist ein Beispiel einer Servierplatte aus Old Sheffield Plate abgebildet, die Boulsover seiner Tochter Mary zu ihrer Hochzeit im Jahr 1760 schenkte (siehe S. 25). Es wäre interessant zu wissen, wer diesen Gegenstand hergestellt hat, aber leider ist es unmöglich, dies festzustellen.
Bei der Herstellung von Taumelscheiben war mehr Sorgfalt geboten als bei den meisten anderen Gegenständen der Vergangenheit, da sie im täglichen Gebrauch erheblicher Abnutzung ausgesetzt waren. Die Herstellung von Serviertabletts und anderen Tabletts wurde in diesem Buch bereits ausführlich behandelt, daher bleiben nun nur noch einige der gängigeren Stile zu illustrieren. Was die Ränder oder Stützen betrifft, sind die verschiedenen Designs von Serviertabletts und anderen Tabletts in der ersten Hälfte des 19. Jahrhunderts wirklich erstaunlich und zeugen von einer reichen konzeptionellen Kreativität seitens der Hersteller der Sheffield Plate , an die die führenden Londoner Silberschmiede nie herankamen.
SCHALEN FÜR KERZENZENSOR
Die Vielfalt an Designs und Stilen von Löschtabletts ist wirklich erstaunlich. Sie zählen neben Flaschenuntersetzern zu den gängigsten und begehrtesten Kreationen der Hersteller aus Old Sheffield .
Ursprünglich als Ablage für Kerzenlöscher hergestellt, werden sie heute für verschiedene Zwecke verwendet, beispielsweise als Tablett für Süßigkeiten, Stifte und Toilettenartikel, Aschenbecher usw. Einige Experten besitzen ganze Sammlungen dieser kleinen beliebten Gegenstände aus verschiedenen Epochen, Stilen und Kreationen, von denen einige abgebildet sind.
Saucieren (Saucenterrinen) und Suppenterrinen, Saucieren 106
Die frühesten Saucieren der Old Sheffield Plate-Reihe sind recht leicht und nicht sehr groß und fassen selten mehr als drei Viertel einer Tasse. Ovale Saucieren, in Musterbüchern als „ovale Kanus“ bezeichnet, erfreuten sich zwischen 1790 und 1800 großer Beliebtheit; heute sind sie jedoch sehr selten. Dies ist überraschend, da Musterlisten aus dem späten 18. Jahrhundert unzählige Varianten dieser Form beschreiben. Die großen Exemplare floral verzierter Terrinen aus dem frühen 19. Jahrhundert sind sowohl in Design als auch Ausführung eine technische Meisterleistung und erzielen heute hohe Preise.
Die Mustervielfalt von Saucieren aus altem Sheffield-Plate war zehnmal so groß wie die von Terrinen. Sie wurden immer paarweise verkauft und erzielen heute bei Auktionen hohe Preise. Sketchley erwähnt Terrinen in seiner Liste von 1774, gibt jedoch nicht an, ob es sich um Terrinen oder Saucieren handelt. Saucieren ähnelten jedoch stark Terrinen und umgekehrt. In alten Musterbüchern werden beide unter der gleichen Bezeichnung „ Terrinen “ geführt. Die Herstellung von Saucieren oder Butterbooten mit Rand 107 begann mit der Einführung der beidseitigen Plattierung um 1763–1770.
LÖFFEL UND GABELN UND ANDERE ARTIKEL
Die vielleicht einzige Artikelkategorie, der sich die Hersteller von Old Sheffield Plate ohne vollen Erfolg zuwandten, war Tafelgeschirr in Form von Löffeln und Gabeln, Suppenkellen, Soßenlöffeln usw. Im Zuge der Entwicklung der Branche wurden wiederholt Versuche unternommen, die beliebteren Produkte aus massivem Silber zu ersetzen, allerdings mit wenig Erfolg.
Es sind noch heute unzählige leichte Teelöffel und Zuckerzangen aus der Zeit zwischen 1770 und 1790 zu finden. Sie wurden aus gezogenem Draht gefertigt und mit Flachreliefgravuren an den Griffen versehen. Andere wurden aus gedrehtem Draht gefertigt, doch die erhaltenen Exemplare dieser Teelöffel und Zangen weisen kaum oder gar kein Silber auf. Einige Zangen tragen auf der Innenseite der Bögen den Stempel „BEST PLATE“, andere „PLATED“ und die Löffelgriffe tragen den Stempel „SOLID SILVER“.
Die nächste Seite zeigt die frühe Produktion von plattierten Löffeln, Gabeln usw. Die Griffe der beiden abgebildeten Tafellöffel im Fiddle-Stil wurden aus dickem Metall gefertigt und an den Seiten gemeißelt, während die separat angeschweißten Becher aus Formen gegossen wurden. Die Schwalbenschwanzverbindung ist an der Stelle zu sehen, an der der Griff mit dem Becher verschweißt wurde.
Es scheint, dass in der Industriegeschichte schon sehr früh Versuche unternommen wurden, plattierte Gabeln herzustellen, von denen auch Abbildungen bereitgestellt werden. Diese Gabeln wurden aus Metall gegossen, der Länge nach in zwei Hälften plattiert und dann zusammengelötet, nachdem sie vollständig mit einer Mischung aus Zinn und Blei gefüllt worden waren (zitiert in Dixons Notizen, S. 30).
Die Schwierigkeiten, mit denen die Hersteller von Sheffield Plate bei der Herstellung plattierter Löffel und Gabeln konfrontiert waren, lassen sich anhand der Abbildungen des modernen Produktionsverfahrens auf S. 337 leicht nachvollziehen. Diese Schwierigkeiten ergaben sich aus der Notwendigkeit, die Rohlinge zur Herstellung der Löffel und Gabeln aus sehr dickem Metall (verschiedener Stärke) zu schneiden. Früher lag beim Schneiden der Rohlinge, das nach dem Plattieren erfolgen musste, für Gegenstände, die mit Lebensmitteln in Berührung kamen, zu viel blanke Oberfläche frei, und auch das Formgebungsverfahren (nach dem Plattieren des Metalls) war ein absolut unmöglicher Prozess. Bei Löffeln und Gabeln aus massivem Silber war letzteres Herstellungsverfahren allgemein üblich.
Erst zwischen 1840 und 1850 begannen die Sheffielder Hersteller, Löffel und Gabeln in Silber und versilbert herzustellen – stets in großen Mengen. Die Einführung des Galvanisierungsverfahrens revolutionierte die Produktion völlig. Die bis dahin bestehenden Schwierigkeiten verschwanden vollständig, als es möglich wurde, die Gegenstände nach dem Schneiden, Prägen, Feilen und Polieren zu versilbern. Und als die Sheffielder Hersteller das Handwerk der plattierten Löffel und Gabeln beherrschten, übernahmen sie nach und nach den Großteil der Silberproduktion, die zuvor fast ausschließlich in den Händen Londoner Silberschmiede gewesen war.
W. Hutton & Sons aus Sheffield gebührt die Ehre, im Jahr 1833 als erste Firma Löffel und Gabeln aus dem neu erfundenen Metall Neusilber ( Nickelsilber ) herzustellen. Diese Artikel waren zunächst plattiert, während die Gabelspitzen aus massivem Silber bestanden.
STAFFORDSHIRE-TÖPFEREI, ZUSAMMENGESTELLT VON DEN ALTEN SHEFFIELD PLATERS
Ein besonderes Merkmal der Arbeit von T. Law & Co. scheint die Fassung von Tafelgeschirr, Vasen, Tassen, Milch- und Sahnekännchen, Wärmkannen und einem allgemeinen Sortiment von Artikeln aus Edelsteinen und Jaspis gewesen zu sein. 108 Heute sind sie jedoch außerhalb der begrenzten Grenzen von Museen und Privatsammlungen keineswegs alltäglich; wegen ihres perfekten Zustands werden sie jedoch noch immer von Sammlern geschätzt; die verschiedenen Motive, die im Hochrelief um die Körper dieser Exemplare herum dargestellt sind, sind so zahlreich, dass sie eine schöne Lektion in klassischer Geschichte darstellen, und ein großer Teil der Entwürfe wird Flaxman zugeschrieben. Wie die Tellermacher von Old Sheffield kopierten die Töpfer gegenseitig ihre Entwürfe, und man findet ähnliches Silbergeschirr aus Old Sheffield und Fassungen dafür, hergestellt von Wegwood, Adams, 109 Turner und anderen. Flaxman jedoch soll der Designer gewesen sein, von dem sie sich besonders inspirieren ließen. Er wurde 1755 geboren und starb 1826. Den Höhepunkt seines Ruhms erreichte er während der Blütezeit der Töpfer aus Staffordshire und der Hersteller von Old Sheffield Plate . Interessant ist, dass Herr B. H. Hoole, der Besitzer der wunderschönen Steingutvase mit Deckel auf S. 340, ein Urenkel von Thomas Law ist, der 1717 geboren wurde.
Zuckerdosen und Sahnekännchen
Bis zum frühen 19. Jahrhundert wurden Zuckerdosen von Old Sheffield Plate nie zusammen mit Sahnekännchen und Vasen als „Service “ hergestellt, aber wir finden sie neben Sahnekännchen in den Musterbüchern der alten Tellermacher, die um 1798 veröffentlicht wurden (siehe S. 413), beschrieben als „ Zuckerdose “ und „ Sahnedose “. Tatsächlich und abgesehen von der Schwierigkeit, drei Teile eines Teeservices optisch gleich aussehen zu lassen, wurden Zuckerdosen und Sahnekännchen früher häufiger für den Esstisch benötigt. Erstere waren immer griffbereit, wenn abends Punsch serviert wurde und die vielen Zutaten für die Punschmischung bereitgelegt wurden.
Puderzucker oder gesiebter Zucker scheint seit vielen Jahren im täglichen Gebrauch gewesen zu sein, da wir in den sehr frühen Sheffield Plate- Katalogen detaillierte Beschreibungen von Zuckersieben finden; außerdem sind silberne Zuckerstreuer mit der Marke von Queen Anne und andere aus der frühen Periode noch immer in großer Zahl vorhanden.
Große Zuckerstreuer im Old Sheffield Plate sind sehr selten und in diesem Band ist nur einer abgebildet.
GESCHIRRSERVICES UND TEEMASCHINEN 110
Beispiele für diese „Kombinationsproduktionen“ sind sehr selten; sie waren die größten und teuersten aller Old Sheffield Plate- Artikel. Ein komplettes Tafelservice mit Salzfässchen, Hauptgerichten und einer Terrine auf einem Drehständer, wie auf S. 345 abgebildet, kostete ursprünglich zwischen 40 und 50 Pfund. Der auf S. 416 abgebildete und aus einem frühen Katalog reproduzierte Teekocher kostete 30 Pfund.
Von beiden Arten mag es Exemplare geben, die in Banktresoren, alten Metalltruhen in Landhäusern oder anderswo eingeschlossen sind; für den durchschnittlichen Sammler sind die Beweise für ihre Existenz jedoch von derselben Art wie die, auf denen sein Wissen über prähistorische Tiere beruht. Wie bei Exemplaren der paläolithischen Fauna lassen sich nur Fragmente einer ursprünglich vollständigen Einheit finden.
Die Esstische wurden vermutlich von Theaterbesuchern genutzt, insbesondere in London, wo es vor einem Jahrhundert noch nicht so viele elegante Restaurants gab wie heute und die Gäste meist in Privathäusern gastierten. Dank der großen Warmwasserbehälter, in die die Vorspeisenteller gestellt wurden, konnten die Speisen lange warm gehalten werden, bis Gastgeber und Gäste nach Hause kamen. Das einzige in der Artikelliste auf S. 197 aufgeführte „Service“ wird im Musterbuch wie folgt beschrieben: „Rechteckiges Tablett für 20 Personen mit silbernen Godronierständern , Griffen und kugelförmigen Füßen, an denen zwei große Karaffen und 12 kleine Gläser befestigt sind.“
TANKKANNE, GLÄSER, TASSEN UND BECHER
Krüge mit und ohne Deckel, Tassen, Kelche und Trinkgefäße aller Art gehören zu den gängigsten Produkten der alten Sheffielder Silberwaren. Viele Hersteller spezialisierten sich auf diese Warenklasse, während andere sie ausschließlich produzierten. Thomas Law, Nathaniel Smith, John Love und Josephus Smith stellten alle große Mengen an Tassen und Krügen her, und Sammler alter Silberwaren stoßen fast täglich auf Exemplare. Unten sehen Sie eine illustrierte Seite aus einem der alten Sheffielder Kataloge, in der der Name „Winchester Measure“ erwähnt wird. 111
Es besteht kaum ein Zweifel daran, dass der Name von der antiken Stadt Winchester stammt. In sächsischer Zeit, als Winchester der Regierungssitz war, wurde das Standardmaß beibehalten, und die 112 Winchester- Scheffel wurden in England von der Zeit Heinrichs VII. bis 1825 verwendet, als der etwas größere Imperial Bushel zum gesetzlichen Maß wurde. Das „Winchester Pint“ soll 1/4 entsprechen, und es besteht kein Zweifel daran, dass auch dieses 1826 verschwand, als ein Gesetz für einheitliche Maße und Gewichte in Kraft trat. Manchmal sind diese Krüge mit den Initialen IM gestempelt, vermutlich für Imperial Measure; andere sind mit der königlichen Krone und Initialen gekennzeichnet, und im Fall von Krügen, die in Sheffield beglaubigt wurden, tragen sie auch das Wappen der Stadt, die „gekreuzten Pfeile“ (manchmal fälschlicherweise für das 1811 von T. & J. Creswick eingetragene Zeichen gehalten). Alle so gekennzeichneten Krüge sind für den Gebrauch in Hotels, Gasthäusern oder öffentlichen Einrichtungen bestimmt. Die Schlitze, die sich manchmal unter den hohlen Henkeln von silbernen und versilberten Krügen befinden, sollen dazu dienen, den Henkel als Pfeife zu verwenden (um weitere Getränke auszuschenken). Wenn man den leeren Krug umdreht und in diese Öffnung bläst, kann man durchaus ein Geräusch aus den hohlen Henkeln erzeugen. Eine Öffnung in den Henkeln war jedoch notwendig, um sicherzustellen, dass beim Verlöten mit dem Krugkörper keine Unfälle passierten.
Große Bowleschüsseln und große Freundschaftsbecher mit zwei Henkeln in Old Sheffield Plate , die ¾ oder mehr fassen können, sind sensationell selten.
Teedosen und -behälter
Wir finden in den allerersten Listen mit Artikeln, die von den alten Plattierern hergestellt wurden, dass die Muster der Teedosen oder -kästen genau den Konturen der Teekannenkörper folgten und dass in der Mitte dieser Körper eine Trennwand angebracht war, um die beiden Teesorten, nämlich schwarzen und grünen, zu trennen. Die Körper der größeren Modelle, die auf S. 353 abgebildet sind, ähneln stark denen der Teekannen, und diese Exemplare konnten je nach Wunsch für Tabak, Kekse oder Tee verwendet werden. Eine interessante Teedose , die unten abgebildet ist, ist wirklich ein Meisterwerk. Beim Fertigstellen der Gravuren musste jeder Lehrling sein Können praktisch unter Beweis stellen, indem er ohne Hilfe einen Gegenstand herstellte, der mit dem Handwerk zusammenhing, in das er eingeweiht worden war.
Teedosen sind in der Regel mit Schlössern und Schlüsseln ausgestattet. Manchmal sind sie in einem verschließbaren Etui untergebracht, da Tee früher so teuer war, dass der Besitzer ihn sorgfältig aufbewahrte.
Wie bei den meisten Old Sheffield Plate- Artikeln gab es keine festen Größenregeln. Bei der Gestaltung der Kannen wurde mehr Wert auf das Design als auf das Fassungsvermögen gelegt. Selbst bei frühen Teekannen wurde der Nutzen oft dem Aussehen geopfert, insbesondere bei den Ausgüssen. Wer konnte kein Verständnis für die Gastgeberin zeigen, wenn aufgrund der Länge und Schmalheit des Ausgusses jeder Versuch, durch Kippen der Kanne schneller einzuschenken, zu einer Katastrophe für das Tablett oder die Tischdecke führte (siehe Abbildungen auf S. 355).
Teekannen
In England hergestellte Teekannen gibt es seit der Zeit Karls II. Ein geriffeltes ovales Design aus der georgianischen Zeit, heute allgemein als „Queen Anne“ bekannt, kam vor etwa 25 Jahren unter einem irreführenden Namen auf den Markt. Die während der Queen-Anne-Zeit hergestellten Teekannen hatten typischerweise die Form eines großen, schlichten oder achteckigen Laibs. 113 Eine Familiengruppe, gemalt von Hogarth im Jahr 1720 (das Bild gehört den Brüdern Crichton), zeigt eine Teegesellschaft . Auf dem Tisch sind in einem für die Zeit typischen achteckigen Muster eine Teekanne, ein Wasserkessel, ein Krug, eine Deckelkaraffe und eine Zuckerdose sowie eine Schale für Teesatz angeordnet. Teekannen gehören heute zu den am häufigsten gefundenen Stücken von Old Sheffield-Geschirr , komplette Sets sind jedoch sehr selten; die noch existierenden sind nicht viel älter als 1810. Teekannen, die vor 1770 aus Sheffield-Geschirr hergestellt wurden, sind sehr selten.
Die verschiedenen Formen der Teekannenkörper sind kaum weniger vielfältig als die Stilvarianten ihrer Fassungen. Die Exzentrizitäten der Ausgüsse – angefangen bei den vollkommen geraden Ausgüssen der frühesten Teekannen von 1768 (siehe Abbildung auf S. 88) bis hin zur Tendenz zur Rückkehr zu den frühesten Formen um 1850 – stellen eine interessante Studie dar, die ein eigenes Kapitel wert wäre. Die Formen der Henkel, die Gestaltung der Knöpfe , die Hülsen anstelle von Füßen, die Unterschiede bei den Scharnieren und die Variationen bei Ziselierung und Gravur sind aus der Sicht des Kenners interessant genug, um Thema eines eigenen Bandes zu sein. Einzelne Teekannenhenkel, die vollständig aus Metall bestehen, sind selten, erscheinen aber häufig als Teil kompletter Sets an Kaffee- und Teekannen. Die typischen Materialien für die Henkel sind gefärbtes Holz, Ebenholz, gepresstes Horn und – sehr selten – Elfenbein.
Dieselben Beobachtungen gelten für Teekannengriffe, kleine, unbedeutende Ergänzungen, die dem verzierten Gegenstand dennoch mehr Persönlichkeit verleihen als alles andere. Von allen Griffformen sind die grün gefärbten Ananas in Elfenbein 115 zweifellos die schönsten und runden eine Mahlzeit besser ab als alles andere. Früher fand man diese Griffe normalerweise an den leichteren Teekannenarten – etwa solchen mit eingravierten Streifen usw. Wie oben erwähnt, verschwanden separate Teekannenständer allmählich vom Markt, da die Hersteller die Angewohnheit entwickelten, kleine Kugeln als Isolatoren an den Boden der Teekannen zu löten und so Schäden an Holztabletts und -tischen einigermaßen zu verhindern. Diese kugelförmigen Füße blieben bis zum Ende der Branche in ständigem Gebrauch, trotz wiederholter Versuche, sie durch die Varianten „Klaue und Kugel“ und „Löwenmaske“ zu ersetzen.
Teekannen
Gefäße für heißes Wasser, Kaffee oder Tee haben seit etwa Mitte des 18. Jahrhunderts einen festen Platz auf den Anrichten der wohlhabenderen Klassen. Die ersten Hinweise auf Old Sheffield Plate stammen aus der Zeit um 1762116 und wir finden sie in einer Artikelliste von 1774. Die kleinen Old Sheffield-Teekannen dieser Zeit, die etwa eine halbe bis dreiviertel Tasse fassen, sind bei Sammlern sehr begehrt und erzielen beim Verkauf in gutem Zustand sehr hohe Preise. Wie viele andere Old Plate- Artikel wurden auch diese Gefäße durch die Einführung schwerer, verzierter Ständer erheblich größer, sodass es selbst für den kräftigsten Butler sehr schwierig gewesen sein muss, sie voll und zusätzlich durch die Eisenkessel beschwert anzuheben.
Teekannen wurden zunächst ohne Heizzubehör hergestellt. Später wurden Vorrichtungen eingeführt, um das Wasser am Kochen zu halten. Dazu wurde ein Heizeisen oben am Sockel befestigt. Dieses Eisen durchdrang den unteren Teil des Gefäßes und wurde wie in der Abbildung auf S. 361 gezeigt befestigt. Die folgenden beiden Seiten zeigen ein merkwürdiges Gefäß im Detail. Oben auf dem separaten Sockel befindet sich ein durchbrochener, runder Eisenbehälter, in den die kochende Holzkohle gegeben wurde. Von diesem Behälter führte ein am Sockel befestigtes Rohr den Gefäßkörper hinauf. Es leitete die Hitze der Holzkohle durch den Körper und ermöglichte so eine vollständige Verbrennung. Der Deckel saß fest um dieses Rohr. Der Henkel war abnehmbar und mithilfe eines Griffs verstellbar (siehe Abbildung).
Eine spätere Methode zum Erhitzen solcher Gefäße bestand darin, ein separates Stück Eisen in Form eines kleinen Barrens zu erhitzen und es dann in ein separat befestigtes isoliertes Gehäuse zu legen, das fast immer in Teekannen, die nach 1800 hergestellt wurden, eingelötet wurde. Diese Methode wurde manchmal bei Vorspeisenwärmern angewendet, die vor diesem Datum hergestellt wurden. Teekannen mit Lampen und Brennern sind bei weitem am gebräuchlichsten, aber solche aus Old Sheffield Plate sind selten. Dies könnte durch den hohen Preis des früher üblichen Ethylalkohols erklärt werden.
Toastständer, Eierrahmen, Eierkocher und ihre verschiedenen Kombinationen
Toastständer – sogenannte Toasttabletts – und Eierbecher werden in der Artikelliste von 1774 nicht erwähnt. Möglicherweise war ihre Herstellung zu alltäglich, um Aufmerksamkeit zu erregen. Dennoch finden sich in der Liste auch kleine Gegenstände wie Jakobsmuscheln, Weintrichter und Spieße. Es wäre fast ein Zufall, die Einführung von Eierbechern und Toastständern – im Bereich der plattierten Ware – zwischen 1780 und 1785117 zu datieren, zeitgleich mit der perfekten Erfindung des plattierten Drahts. Samuel Roberts meldete 1807 ein Patent für sein Toasttablett an; 118 es gab weitere Entwürfe für zusammenklappbare Toastständer, die offenbar nicht patentiert wurden; einer davon ist am Ende von S. 369 abgebildet.
Was Eierbecher, Toastständer, Salzstreuer usw. und deren Kombinationen betrifft, so produzierten alle Unternehmen diese Artikel in verschiedenen Modellen, jedes mit seinem eigenen Stil. Von den 65 Eierbechern, die auf S. 197 aufgeführt sind, besteht ein erheblicher Prozentsatz aus Kombinationen dieser Artikel.
Die Hersteller von Old Sheffield Plate ließen sich möglicherweise von den vielen verschiedenen Designs Thomas Sherats aus derselben Zeit inspirieren. Er wurde 1750 geboren und starb 1806. Sein 1793 erschienenes Buch über Möbel spiegelt seine Ideen zu Raumökonomie und Nützlichkeit wider. Die Sensibilität, die bei der Erfindung dieser Möbelstücke zum Ausdruck kam, könnte die Designer dieser Haushaltsgegenstände beeinflusst haben, da sie in Kombination miteinander verwendet wurden.
Auf jeden Fall waren Sheratons Produktionen zeitgenössisch mit jenen zusammengesetzten Artikeln in Old Sheffield Plate , wie etwa den Épergnes und kombinierten Menagen; Eierbechern mit Löffeln, Salz- und Pfefferstreuern, Toastständern mit Pfefferstreuern, Salz- und Eierbechern; Tafelservicen mit Terrine, Vorspeisentellern und Salzfässchen; Kaffee- und Teekochern; Schreibtischtintenfässern mit Oblatenschachtel, Feuerzeug usw. und vielen anderen Designs, die anscheinend von den alten Plattierern ausgeführt wurden und die man von den Londoner Silberschmieden derselben Periode gegen Ende des 18. Jahrhunderts nur selten findet.
Schnupftabakdosen und Zigarrenkisten. Pfeifenfeuerzeuge. Zunderbüchsen und Stahl.
Die Old Sheffield Platers betrieben ein beträchtliches Geschäft mit der Herstellung von Schnupftabakdosen und „ Segar-Boxen “, wie sie genannt wurden. Diese Dosen waren nicht nur eine sehr attraktive Dekoration für den Abendtisch, sondern wurden auch sehr gut für Tabak und Zigarren verwendet, da sie dank ihrer geschickten Verarbeitung luftdicht waren. Daneben sind Pfeifenfeuerzeuge abgebildet; ihr Zweck hat zu zahlreichen Diskussionen geführt. Manchmal werden sie als Halter für Kastanien- oder Süßigkeitenschalen beschrieben. Da die Beine jedoch an die Platten genagelt und an die darunter liegenden Tabletts geschraubt waren – und eine separate schützende Kupferauskleidung enthielten – ist klar, dass sie als Behälter für Torf oder andere Brennstoffe dienten.
Herr H.C. Casley sagt: „Ich kann nicht sagen, ob sie früher in Cafés und Clubs verwendet wurden, aber ich weiß, dass sie für den niederländischen Markt hergestellt wurden und bis in die Neuzeit in Gebrauch waren. Ein belgischer Künstler, der uns in meiner Kindheit besuchte, brachte alle möglichen Tischkessel-Arrangements aus seiner Heimat mit, die sich fast immer als in Sheffield hergestellt herausstellten.“
Etwas Streichholzähnliches wurde erst 1835 im Haushalt verwendet. Man sagt jedoch, dass Zunderbüchsen schwer zu gebrauchen sind. Hausmädchen waren human und konservativ und beschwerten sich zunächst heftig über die neue Methode, Streichhölzer anzuzünden, und schrieben ihre Erfindung einem teuflischen Wesen zu. Die Zunderbüchse widersetzte sich daher lange der Einführung von Streichhölzern, obwohl sie gegenüber späteren Erfindungen auf dem Gebiet der Flammenerzeugung einen Vorteil hatte: Feuchtigkeit konnte sie nicht irreparabel zerstören. Die hier abgebildete, so kleine Büchse wurde vielleicht für einen besonderen Zweck hergestellt. Die Herstellung von Zunderbüchsen in Old Sheffield Plate kann keine regelmäßige Tätigkeit gewesen sein, da sie sehr selten sind und in alten Musterbüchern nicht erwähnt werden. Sie bestanden in der Regel aus Holz, waren 20 cm lang, 12 cm breit und 5 cm hoch und in zwei Hälften geteilt; ein Teil enthielt Stahl, Feuerstein und Holzstreifen, deren Enden in Schwefel getaucht waren; der andere enthielt Zunder und Dämpfer . 119
EISKÜHLER (WEINKÜHLER)
Diese in alten Musterbüchern als „ Eiskübel “ bezeichneten Old Sheffield Plate- Artikel sind vor 1800 selten. Man kann mit Sicherheit sagen, dass sie vor 1780 äußerst schwer zu finden sind. In der Liste von 1774 fehlt jeder Hinweis auf ihre Existenz zu diesem Zeitpunkt, und erst zwischen 1815 und 1825 nahmen sie auf den Sideboards der damaligen Zeit den wichtigen Platz ein, den zuvor die alten Chippendale- und Sheraton-Messerkästen innehatten. Heute sind die Preise für gut erhaltene Old Sheffield- Eiskübel im Vergleich zu vor 10 oder 15 Jahren deutlich gestiegen. Die reich verzierten Produktionen aus der späten georgianischen Zeit sind bei Sammlern noch immer am beliebtesten. Es überrascht etwas, dass die Masse der heute so gefragten Eiskübel erst vor relativ kurzer Zeit und die meisten von nur zwei oder drei der Sheffielder Firmen hergestellt wurden, die sich auf diese Art von Artikeln spezialisiert zu haben scheinen. Heute hergestellte Eiskübel sind im Allgemeinen für den Einsatz in Hotels und auf Schiffen bestimmt.
Schwere Gegenstände, insbesondere Eiskübel, sind ihren Preis wert, da ihre Herstellung den Höhepunkt der Plattierkunst darstellte. Es ist sehr schwer zu sagen, ob eine Wiederbelebung gegossener Eiskübel (selbst wenn die einst für verschiedene Teile ihrer Herstellung verwendeten Formen noch existieren) überhaupt noch möglich ist.
Eiskübel sind bei weitem nicht die billigsten Artikel bei Old Sheffield Plate , und beim Durchsehen des Katalogs von Messrs. I. & I. Waterhouse & Co. stellen wir fest, dass 16 Guineen pro Paar als angemessener Großhandelspreis für das gängigste Modell der Firma galten, während für das auf S. 383 abgebildete Modell in Form einer griechischen Vase bis zu 20 Guineen pro Paar verlangt wurden.
Zwischen 1788 und 1794 wurde ein sehr eleganter Eiskübel mit breiten, aufgelöteten Silberbändern und tiefen, polierten Gravuren darüber geschaffen. Diese Eiskübel wurden hauptsächlich von Daniel Holy, Wilkinson & Co., Matthew Fenton & Co. und Nathaniel Smith & Co. hergestellt und sind recht selten.
DIE WARWICK-VASE
Da die Vase als Eiskübel reproduziert wurde, verliert sie zweifellos in gewissem Maße viel von ihrer ursprünglichen Form, aber dennoch kann sich jeder Sammler, der eine Reproduktion der prestigeträchtigen Warwick-Vase in Old Sheffield Plate in dieser Form besitzt, glücklich schätzen.
Die Preise für diese schönen Beispiele Sheffielder Handwerkskunst sind im letzten Jahrzehnt sprunghaft angestiegen. Heute wären 100 Guineen nicht zu viel, um den Wert eines Paars dieser Vasen – typischerweise als Eiskübel umfunktioniert – in perfektem Zustand zu würdigen. Die Großhandelspreise, die der Hersteller dieser Vasen, I. & I. Waterhouse & Co., in seinen Katalogen angibt, betragen 32 Guineen pro Paar. Die ursprüngliche Produktion stammt aus den 1820er und 1830er Jahren. Einige Warwick-Vasen, die mit dem Markenzeichen dieser Firma versehen sind, sind auch als Teedosen und Terrinen erhältlich und daher bei weitem nicht so attraktiv wie die ersteren.
Dem Hersteller, der so große Kosten für das Schneiden der Formen für diese Vasen auf sich genommen hatte, sei die Verwendung der Modelle verziehen. Es dürfte daher nicht besonders überraschend sein, neben den aufgeführten noch weitere Old Sheffield Plate- Artikel in der Form der Warwick-Vase zu finden. Die mit der Lilienmarke versehenen Vasen können nicht vor 1833, dem Datum der Markenregistrierung von Waterhouse, hergestellt worden sein. Die mit der Kronenmarke versehenen Vasen wurden wahrscheinlich um 1820 hergestellt.
Was den Ursprung der „Reproduktion“ der Warwick-Vase betrifft, sind wir den „Memoirs of a half a century of Sir E. Thomason“ zu Dank verpflichtet.
Ende Juni 1813 wurde viel darüber gesprochen, dass der Earl of Warwick endlich eingewilligt habe, ein Modell der prächtigen Vase in Warwick Castle vor Ort gießen zu lassen, unter der Bedingung, dass Lord Lonsdale es in Silber gießen sollte; Lord Lonsdale stimmte zu, und Seine Lordschaft hielt es für angebracht, mit den Herren Rundell & Bridges zu vereinbaren, dass die Kosten einschließlich Spesen 30.000 Pfund nicht übersteigen sollten. Vor Abschluss des Vertrags baten die Herren Rundell & Bridges darum, ihren Hauptmodelleur ins Schloss zu schicken, um ein Wachsmodell davon zu gießen; die Schwierigkeiten und Kosten, die sie beim Gießen einer so großen Silberfläche erwarteten, veranlassten sie, Seiner Lordschaft mitzuteilen, dass der Kostenvoranschlag 30.000 Pfund plus/minus 5.000 Pfund betragen sollte.
Lord Lonsdale war mit den Worten „mehr oder weniger“ nicht einverstanden, und da Zweifel an der Machbarkeit eines so riesigen Keramikstücks bestanden, wurde der Deal ganz aufgegeben. Welchen Preis die Herren Rundell & Bridges für das große, fast fertige Modell veranschlagt hatten, weiß ich nicht mit Sicherheit, aber ich glaube, dass die Herren Rundell & Bridges mit ihrer Preisspanne völlig im Einklang waren.
Nach langen Diskussionen wurde die Vase schließlich von Sir Thomason in Bronze kopiert. Dies galt als geschmackvoller als eine silberne Vase. Die Fertigstellung dauerte jedoch sieben Jahre, und die mühsame Arbeit wurde um 1820 abgeschlossen.
Eine dieser Thomason-Vasen aus Bronze steht heute in Cambridge vor der Universitätsbibliothek, eine weitere am Eingang zur Aston Hall in Birmingham. Kleinere Versionen der Vase mit einem Fassungsvermögen von etwa fünf Vierteln wurden sowohl von Thomason als auch von Rundell & Bridges in Silber hergestellt. Darauf folgten die Vasen aus Sheffield Plate von Waterhouse.
Das Original dieser Vase befindet sich in den Gärten von Warwick Castle. Sie besteht aus weißem Marmor und wird Lysippos zugeschrieben, der 325 v. Chr., zur Zeit Alexanders des Großen, in Griechenland seine Blütezeit erlebte. Laut Smiths Liste griechischer und römischer Biografien arbeitete Lysippos fast ausschließlich mit Bronze, sodass die Zuschreibung der Vase an ihn vielleicht fraglich ist. Andere behaupten, sie sei für und während der Herrschaft Kaiser Hadrians (117–138 n. Chr.) angefertigt worden. Ihre Maße sind wie folgt: maximale Höhe 2,36 m, Durchmesser etwa 2,44 m, Fassungsvermögen 650 Liter. Sie wurde 1770 bei der Trockenlegung des Pantanello-Sees in der Nähe der Hadriansvilla bei Tivoli entdeckt. Sir William Hamilton, Botschafter am Hof von Ferdinand IV., König von Sizilien, kaufte sie und brachte sie 1774 nach England. Einige Zeit später wurde sie an den Earl of Warwick verkauft und in den Gärten von Warwick Castle aufgestellt, wo sie sich seither befindet.
Die Vase ist kraterförmig, ihr unterer Teil ist verlängert und um den Fuß herum mit schräg nach oben gerichteten Akanthusblättern verziert. Darauf liegt auf einer Art Sims ein Pantherfell ausgebreitet, dessen Kopf und Beine entlang der Rundung des unteren Vasenkörpers nach unten gebogen sind. Darüber verengt sich der mittlere bzw. Hauptteil des Vasenkörpers bzw. die Höhlung, bis sie die Form eines Simses annimmt, der vom Pantherfell bedeckt ist. Darauf ruhen zu beiden Seiten der Vase vier bacchische Masken. In der Mitte, auf einem separaten niedrigen Sockel, befinden sich ein mit Efeu gekrönter Kopf des Dionysos und ein weiterer des bärtigen Silen. Vor jeder Maske ist ein kurzer, kreuzförmiger Thyrsos angeordnet; links und rechts davon befindet sich der Kopf eines bärtigen Satyrs, der linke mit Efeu, der rechte mit Kiefernzweigen gekrönt. Auf der gegenüberliegenden Seite, in der Mitte, ebenfalls auf einem niedrigen Sockel, befindet sich ein weiterer Kopf des Dionysos, bärtig, aber ohne Girlande. Daneben steht ein efeugekrönter Frauenkopf auf einem Sockel. Daneben befindet sich links ein Krummstab, rechts ein Thyrsosstab; an jedem Ende befindet sich ein bärtiger Satyrkopf, der linke kahl und efeugekrönt, der rechte mit Kiefernnadeln. An beiden Seiten der Vase befinden sich geflochtene Henkel in Form von Weinreben, die vom Boden bis zum oberen Vorsprung des Korpus knapp unterhalb des Ständers reichen. Sie umschließen die Vase vollständig und sind mit Weinblättern und Weintrauben verziert. Die Vase ist mit einer Kombination aus Zierleisten, Ovoli und Zungen befestigt. Zum Zeitpunkt ihrer Entdeckung lag die Vase in Fragmenten vor, und Sir W. Hamilton beauftragte einen römischen Künstler mit der Restaurierung und dem Ersatz der fehlenden Masken. Diese Restaurierung kostete ihn über 300 Pfund. 120
Gerüchten zufolge wäre Kaiser Napoleons erster Eintrag in seinem Notizbuch die Beschlagnahmung der Marmorvase in Warwick Castle gewesen, falls es ihm gelungen wäre, England zu erobern. Es heißt, dass keine andere antike Vase bekannt sei, die dieser in Größe und Verarbeitung gleichkäme.
VERSCHIEDENES
Viele Gegenstände wurden von den Galvaniseuren in Old Sheffield für besondere Zwecke oder den individuellen Bedarf hergestellt. Natürlich fielen diese Gegenstände nicht in die Kategorie der für den gewöhnlichen Hausgebrauch gesuchten Gegenstände. Einige davon sind hier abgebildet, und die meisten sind im Wesentlichen Stücke, die man als ungewöhnlich bezeichnen kann. Andere wurden auch für oder von Optikern, Herstellern chirurgischer Instrumente usw. hergestellt, während die übrigen, obwohl Sketchleys Liste einige erwähnt, nicht in ausreichender Menge vorhanden und auch nicht interessant genug sind, um ihre Einordnung unter die zuvor abgebildeten Gegenstände zu rechtfertigen.
Zu den hier abgebildeten Teleskop-Toastgabeln schreibt Sir E. Thomason aus Birmingham in seinen Memoiren: „1809 erfand ich die Schiebe-Toastgabel mit einem, zwei oder drei Schiebern und einem schönen lackierten Griff, der heute in allen Geschäften üblich ist.
Ich habe sogar eine erfunden, bei der durch Ziehen der Führung die gleiche Bewegung den Schutz von den Zähnen abhebt und beim Schließen der Führungen der Schutz durch diese Aktion wieder zu den Zähnen zurückkehrt.
Ich habe auch einen dritten Typ erfunden, bei dem die drei Zinken zusammengeklappt wurden und die Gabel, wenn die Führungen geschlossen waren, in das Maul einer Schlange gezogen wurde: Der Kopf der silbernen Schlange war an einem Ende des Griffs oder der äußeren Führung befestigt (siehe Abbildung oben).
Die oben genannten Gabeln wurden aus Silber, vergoldet und plattiert, und aus Messing hergestellt, und ich habe sogar große Mengen davon verkauft; da ich diese Erfindung jedoch nicht durch ein Patent schützen ließ, produzierten und verkauften andere Hersteller sie zu Tausenden.“
Zu den unten abgebildeten Münzen schreibt Mr. J. G. Nairne von der Bank of England: „Zu Beginn des letzten Jahrhunderts, als Silber in diesem Land knapp war, wurde eine große Menge spanischer Dollar zur Ausgabe freigegeben, die den Stempel des Kopfes des spanischen Monarchen auf den Hals trugen. Diese Anpassung erwies sich jedoch als erfolglos, und so wurden die Dollar mit dem auf der Rückseite der Silbermünze abgebildeten Motiv überdruckt. Diese von Fälschern häufig nachgeahmten Dollar wurden 1817 aus dem Verkehr gezogen.“ Die abgebildete Fälschung wurde aus einer sorgfältig gearbeiteten Matrize gegossen. Das Metall (beidseitig plattiert) ist 3/32 Zoll dick. Die einzige Schwachstelle in der Verarbeitung ist der äußere Rand des Dollars, an dem das Silber durch den Gebrauch sichtbar abgeblättert ist. Der Betrug ist perfekt. Nur anhand des spezifischen Gewichts und des Umfangs der Münze kann er erkannt werden. Der Herstellungsprozess lief wie folgt ab: Ein silberner Kreis von der Größe einer Münze wurde ausgeschnitten, indem man ihn geschickt um die Ränder einer gegossenen Scheibe in der Größe des zu reproduzierenden Dollars drehte. Der Gegenstand wurde dann in den Prägering eingesetzt und mit der Kraft der Presse der Abdruck des Dollars geprägt. Durch den Aufprall wurde das Silber am Rand des Dollars befestigt und gleichzeitig gefräst.
Reproduktionen von Abbildungen aus Herstellerkatalogen, chronologisch angeordnet
Altes Sheffield-Plattengeschirr wurde in fast jeder größeren Stadt in Großbritannien und Irland verkauft, und es wurde auch ein großer Exporthandel betrieben. Trotz der Spuren der Zeit sind wertvolle Serien illustrierter Kataloge früherer Silberschmiede erhalten geblieben, und diese Listen ihrer Produktion veranschaulichen deutlich den Fortschritt dieser Kunst.
Trotz der großen Zahl registrierter Silberschmiede in London war ihre Arbeit deutlich individueller als die der Sheffielder Plattierer. Beispiele für massive Silbergegenstände, die von verschiedenen Handwerkern hergestellt wurden und einander auffallend ähneln, sind selten. Nur die wirklich Wohlhabenden konnten einst massives Silber erwerben, und es ist unwahrscheinlich, dass solch kostspielige Gegenstände jemals einen großen oder umfangreichen Export erlebten. Folglich war der Markt eingeschränkt, und der Großteil des Silbers wurde in London hergestellt und gekauft.
Vor Beginn der Adam-Design-Periode scheint kein Katalog erschienen zu sein, doch seit etwa 1770 bis heute sind Abbildungen der zum Verkauf angebotenen plattierten Artikel konsistent und aufeinanderfolgend. Bei der Betrachtung eines alten Katalogs ist zu beachten, dass die abgebildeten Artikel sowohl vor als auch nach dem Veröffentlichungsdatum hergestellt wurden. Daher sind die Angaben unter den Abbildungen auf den folgenden Seiten oft nur annähernd.
Bei genauer Betrachtung zeigen die Abbildungen einen fortschreitenden Verfall des Designs deutlicher, als es bei der Betrachtung der Artikel selbst erkennbar wäre.
Es ist interessant, einen Beitrag zu dieser Ausgabe von Herrn B.B. Harrison aus Sevenoaks zu lesen, da er die vielleicht sorgfältigste Sammlung alter Sheffield-Platten besitzt, die der Autor bisher gesehen hat. Die bereitgestellten Informationen sind zudem aufgrund von Herrn Harrisons langjähriger Erfahrung im Druck- und Verlagswesen äußerst zuverlässig. Seine Firma, die 1748 in der St. Martin's Lane in London gegründet wurde, wird derzeit in der vierten Generation derselben Familie geführt:
Beim Durchblättern einiger Kataloge heutiger Hersteller galvanisierter Silberartikel fällt die Fülle perfekt ausgeführter fotomechanischer Platten , der elegante Druck, das dicke, glänzende Papier und die allgemeine Pracht der Arbeit auf. Doch bei der Untersuchung der Kataloge der Hersteller aus Old Sheffield verblassen die Bemühungen der heutigen Konkurrenz zur Bedeutungslosigkeit. Die Hersteller aus Old Sheffield gaben 15 oder 20 Pfund für eine Platte aus, die einen Artikel illustrierte, während man heute 15 Schilling oder einen Sovereign dafür ausgibt. 122 Damals waren keinerlei fotomechanische Verfahren in Mode, nichts außer reinem, exquisitem Stahlstich, handgedruckt auf handgeschöpftem Papier – wobei eine Seite des heutigen Materials zwölf Seiten wert war.
Die Kosten für eine einzelne Seite dieser alten Kataloge lagen zwischen 10 und 20 Pfund pro Stich, und Druck und Papier kosteten etwa 15 Schilling für 100 Exemplare. Ein Katalog mit 100 Seiten Abbildungen kostete also etwa 1.500 oder 1.600 Pfund für die ersten 100 Exemplare und etwa 15 Schilling für alle weiteren. Was würden die heutigen Hersteller davon halten!
In keinem der über 20 Kataloge, die ich untersucht habe, erscheint der Name eines Herausgebers. Sie waren offensichtlich zur öffentlichen Ausstellung durch den Einzelhändler bestimmt, daher wurden die Namen der Hersteller absichtlich weggelassen. Gelegentlich sind jedoch kleine Identifizierungsschlüssel verfügbar. In einem Fall werden die Initialen [Initialen] (Tudor & Leader) an den Seiten der verschiedenen Kerzenleuchter-Abbildungen wiederholt. In einem anderen Katalog ist [Unterschrift] (Thomas Law & Co.) unter einer Sauciere abgedruckt. Auf einem Katalog, der früher T. Nicholson gehörte (siehe S. 45), ist von seiner eigenen Hand „Dan Holy & Co“ eingraviert. Am unteren Rand der Abbildungen ist [Unterschrift] (renommierter Kupferstecher aus Sheffield) abgedruckt, und das Papier, aus dem der Katalog besteht, wurde 1794 von Lepard 123 hergestellt. In einem anderen Katalog ist unter Abbildungen von Kerzenleuchtern von J. Parsons & Co. [Unterschrift] abgedruckt, Kupferstecher aus Norfolk Street, Sheffield. Er kam wahrscheinlich nach 1774 aus Newcastle und wanderte vor 1797 nach Amerika aus.
Einige der frühesten Kataloge enthalten Abbildungen der schönen Formen, die zwischen 1775 und 1805 in Mode waren. Obwohl die Hersteller über eine große Anzahl von Formen verfügten, beschränkten sie ihre Arbeit zwangsläufig auf diese, da die Kosten sie daran hinderten, sie über ein bestimmtes Maß hinaus zu vervielfältigen. Es ist interessant und lehrreich, die Genialität der Variationen dieser limitierten Modelle zu beobachten. So konnte beispielsweise eine Form einer Löschtablett-Form auch in die Form eines Tintenfasses gebracht werden, indem man dem Sockel Füße, Flaschen und Stützen hinzufügte. Die verschiedenen Teile, die bei der Herstellung eines Adam-Kerzenleuchters verwendet wurden, werden bei der Herstellung von Épergnes , Obstschalen, Tintenfässern usw. oft vermischt gefunden, während die Formen, die zur Herstellung eines geformten oder Godron- Tablettständers verwendet wurden, bei der Montage eines Kuchenkorbs oder einer Teekanne mit Medaillons, Muscheln oder anderen dekorativen Ornamenten zusammengearbeitet wurden, sodass selbst ein Fachmann manchmal erhebliche Schwierigkeiten hat, das Alter eines Artikels zu beurteilen, von dem Teile aus Formen geprägt wurden, die viele Jahre vor der Herstellung des Ganzen existierten, und deren Ursprung darauf zurückzuführen ist, dass die Hersteller später Änderungen an denselben Formen vornahmen.
Eine Untersuchung dieser Kataloge ist äußerst aufschlussreich hinsichtlich des Fortschritts oder vielmehr des Niedergangs des künstlerischen Designs. In den späteren Katalogen ab etwa 1825 scheint schweres, auffälliges Silberbesteck die früheren, fein gearbeiteten Objekte so stark verdrängt zu haben, dass die Katalogherausgeber es nicht für sinnvoll hielten, auch nur eine einzige Abbildung der schönen Designs und Formen ihrer frühen Veröffentlichungen beizufügen. Auch Zweckmäßigkeit spielte damals eine Rolle; fast alle Tafeln sind noch Stahlstiche, doch anstelle der zuvor verwendeten Detailarbeit wird eine grobe Skizze verwendet. Es gab Ausnahmen von dieser Regel, wie im Fall der bereits erwähnten Warwick-Vase, die 1825 entstanden sein muss und der ein vollständiger Stahlstich gewidmet ist.
Das National Museum of Ireland besitzt einen Katalog mit Sheffield Plates , auf dessen Rückseite mit Tinte „Parsons“ handschriftlich vermerkt ist und auf dem Vorsatzblatt ein Exlibris 124 der Familie D'olier zu sehen ist, Goldschmiede in [Adresse] in Dublin in der zweiten Hälfte des 18. Jahrhunderts. 125
TEIL X
LISTE DER HERSTELLER UND IHRER MARKEN
ERKLÄRUNG DER AUF DEM ALTEN SHEFFIELD-SCHILD GEFUNDENEN MARKIERUNGEN MIT EINIGEN DETAILS ZU DEN UNTERNEHMEN, DIE SIE VERWENDET HABEN
Die Marken auf altem Sheffielder Tafelsilber sind von weitaus größerem Interesse und größerer Bedeutung, als die Öffentlichkeit bislang vermutet hat. Die Idee der Sheffielder Plattierer, ihre Waren zu kennzeichnen, entstand zweifellos daher, dass viele der frühen Hersteller Messerschmiede waren und sich daher daran gewöhnt hatten, ihre Waren korrekt mit eingetragenen Marken zu versehen. Wir stellen daher fest, dass Thomas Law (einer der allerersten in diesem neuen Gewerbe) sofort damit begann, seine plattierten Waren zu kennzeichnen. Er war einer der Ersten, der dies tat. In einigen Fällen findet sich sein vollständiger Name sogar auf verschiedenen Mustern plattierter Kerzenleuchter gedruckt. Dies waren vermutlich die ersten Artikel, die er nach der Einführung plattierter Waren in seinen eigenen Werkstätten herstellte. Sammler stoßen heute häufig auf solche Kerzenleuchter.
Die oben beschriebene Praxis war 20 oder mehr Jahre lang in der Branche üblich, und während dieser Zeit gelang es den Herstellern offensichtlich, ihre Waren geschickt zu stempeln, um auf dem Sterlingsilber eine schwache, trügerische Spur der Prüfzeichen zu hinterlassen – eine oberflächliche Ähnlichkeit zwar, aber ausreichend, um den ungeübten Käufer in die Irre zu führen. Die übliche Methode scheint darin bestanden zu haben, die eigenen Initialen anzubringen, manchmal drei- oder viermal wiederholt und so gestaltet, dass sie der Meistermarke, dem Jahresbuchstaben, dem Löwen und der Herstellermarke, die auf Silberwaren derselben Zeit verwendet wurden, sehr ähnlich waren. [Marke] Der abgebildete Krug ist so gut gemacht und die Zeichen sind so geschickt in Deckel und Körper gestanzt, dass man ohne genaue Untersuchung natürlich annehmen würde, der Artikel sei aus massivem Silber. 126
Dies blieb bis 1773 so. In diesem Jahr beantragten die Silberschmiede von Sheffield und Birmingham beim Parlament die Einrichtung eines Prüfamts in jeder Stadt. Sie begründeten dies mit den Kosten und Verzögerungen, die mit dem Versand ihrer Waren nach London oder Chester verbunden seien. Goldsmiths' Hall lehnte den Antrag entschieden ab und beschuldigte seine Rivalen aus der Provinz kühn des Betrugs. Ein Parlamentsausschuss sammelte Beweise von beiden Seiten und berichtete dem Unterhaus Folgendes:
„Die Hersteller haben inzwischen einen so hohen Grad an Perfektion bei der Versilberung von Gegenständen aus unedlen Metallen erreicht, dass diese massivem Silber sehr ähnlich sehen. Wenn die eingeführte Praxis, diese mit Zeichen zu versehen, die denen in Prüfämtern sehr ähnlich sind, nicht unterbunden wird, könnten viele Betrügereien und Täuschungen zum Schaden der Öffentlichkeit begangen werden.“ 127
Das Ergebnis war, dass den Silberschmieden in beiden Städten zwar eigene Prüfstellen vor Ort zugestanden wurden, dies jedoch zum Nachteil der Silberplatten war, da eine Klausel eingefügt wurde, die das Prägen von Buchstaben auf Gegenständen „aus Metall, das mit Silber plattiert oder überzogen ist, oder auf Metallgefäßen oder anderen Gegenständen, die Silber ähneln“, verbot. Die Strafe für den Verstoß gegen diese Regel betrug 100 Pfund.
1784 verabschiedete Sheffield ein weiteres Gesetz. Es berief sich auf die oben genannten Bestimmungen und stellte fest, dass „für die Branche schädliche Zweifel aufgekommen waren, ob ein Hersteller versilberter Artikel seinen Namen darauf stempeln durfte“. Das Gesetz legte fest, dass solche Artikel, „die in Sheffield oder im Umkreis von 100 Meilen hergestellt wurden, den Nachnamen oder Firmennamen des Herstellers sowie eine beliebige Marke, Figur oder ein Abzeichen am Ende des Namens tragen durften, sofern es sich bei dieser Figur nicht um ein Abzeichen des Prüfamts für 925/1000 Silber oder eine Imitation davon handelte“. Bei Androhung einer Geldstrafe von 100 Pfund durften solche Namen und Abzeichen nur mit vorheriger Genehmigung und Registrierung der Verwalter des Prüfamts Sheffield gestempelt werden.
Es ist daher verständlich, dass ein Hersteller von Sheffielder Platten seine Produkte nicht stempeln musste. Hätte er es jedoch getan, wäre dies nur mit einer ordnungsgemäß eingetragenen Marke möglich gewesen. Und Birmingham, das innerhalb der 100-Meilen-Grenze lag, unterlag der Gerichtsbarkeit von Sheffield.
Die Birminghamer Hersteller protestierten natürlich heftig gegen diese Vorschriften, doch ohne Erfolg. Es wurden viele Versuche unternommen, das Gesetz zu umgehen, doch die Sheffield Wardens bestraften die Täter umgehend mit Geldstrafen.
Die folgende Tabelle zeigt, in welchem Ausmaß die Produzenten aus Sheffield und Birmingham das Aufnahmeprivileg nutzten:
|
Jahr |
Sheffield |
Birmingham |
Jahr |
Sheffield |
Birmingham |
|
1784 |
11 |
5 |
1810 |
3 |
3 |
|
1785 |
7 |
- |
1811 |
3 |
4 |
|
1786 |
2 |
- |
1812 |
1 |
6 |
|
1787 |
- |
1 |
1813 |
1 |
3 |
|
1788 |
1 |
- |
1814 |
- |
4 |
|
1789 |
1 |
- |
1815 |
- |
1 |
|
1794 |
1 |
- |
1816 |
1 |
6 |
|
1795 |
1 |
- |
1817 |
- |
3 |
|
1797 |
1 |
- |
1818 |
- |
1 |
|
1799 |
1 |
- |
1819 |
- |
2 |
|
1800 |
1 |
- |
1820 |
- |
3 |
|
1803 |
1 |
- |
1821 |
1 |
3 |
|
1804 |
2 |
- |
1822 |
1 |
1 |
|
1805 |
1 |
- |
1824 |
- |
3 |
|
1806 |
1 |
1 |
1833 |
1 |
- |
|
1807 |
1 |
18 |
1835 |
1 |
- |
|
1808 |
2 |
7 |
1836 |
2 |
- |
|
1809 |
2 |
5 |
|||
Man sieht, dass im ersten Jahr 16 Mark registriert wurden, danach kam es zu einem stetigen Rückgang; in einigen Jahren – von 1790 bis 1793 – gab es völlige Lücken.
Im Jahr 1807 stieg die Zahl der Registrierungen plötzlich auf 19 – die höchste jemals registrierte Zahl – wobei 18 der Inhaber dieser Marken in Birmingham ansässig waren. Vor diesem Jahr, seit Beginn der Registrierungen, waren in den 23 Jahren, in denen das Gesetz in Kraft war, nur sieben Marken aus dieser Stadt registriert worden. Von da an überwogen die Registrierungen aus Birmingham, und im Jahr 1824 versuchten die Stadtverwalter, das Parlament davon zu überzeugen, ihnen Registrierungsbefugnisse in ihrem Amt zu erteilen. Dies war jedoch erfolglos, und die Praxis scheint bald außer Gebrauch geraten zu sein, da in Birmingham keine weiteren Registrierungen vorgenommen wurden, während bis 1836 nur noch vier Marken von Herstellern aus Sheffield registriert waren. Nach dem 20. Juni desselben Jahres wurden beim Sheffield Assay Office keine Keramikmarken mehr registriert, obwohl es keine Aufzeichnungen darüber gibt, dass das Gesetz jemals aufgehoben wurde. Die Registrierung von Marken beim Sheffield Assay Office nahm somit allmählich ab. Die Gesamtzahl der eingetragenen Marken beträgt 134, davon 80 in Birmingham, 52 in Sheffield (eine nicht identifiziert) und eine in London , nämlich „Stanley and Thomas Howard, St. Paul's Churchyard“ (eingetragen 1809). Diese Firma lag jedoch mehr als 50 Meilen außerhalb des im Gesetz von 1784 festgelegten 100-Meilen-Gebiets um Sheffield. Sie produzierte Waren im Close-Plating-Verfahren .
Seit der Veröffentlichung von „ Old Silver Platers and their Marks “ im Jahr 1908 kann man mit ziemlicher Sicherheit davon ausgehen, dass mindestens 75 % der heute noch existierenden antiken gussplattierten Waren Herstellern aus Sheffield zugeschrieben werden, obwohl die Zahl der Hersteller aus Birmingham, die ihre Marken gemäß dem Gesetz von 1784 registrierten, höher war als die der Hersteller aus Sheffield.
Es ist erwähnenswert, dass die Gesetze von 1773 und 1784 sehr weitreichende Folgen hatten und offenbar eine größere Zahl von Erzeugerkategorien betrafen, als ihre Verfasser vorhergesehen oder beabsichtigt hatten. 129
Ein flüchtiger Blick auf die Beschreibungen dieser Birminghamer Plattierer in den lokalen Verzeichnissen dieser Stadt für den betrachteten Zeitraum zeigt, dass diejenigen, die ihre Marken schließlich in Sheffield eintragen ließen, größtenteils eine gemischte Ansammlung von Herstellern und Plattierern von Geschirren, Knöpfen, Schnallen, Besteck, Schmuck usw. waren und dass nur ein sehr unbedeutender Prozentsatz legitimerweise als Hersteller von „ Old Sheffield Plate “ bezeichnet werden konnte.
Die meisten Hersteller in Birmingham hatten vor 1773 zweifellos die Praxis, ihre Initialen, Marken oder vielleicht ihren vollen Namen auf kleine Waren zu stempeln, denn so gestempelte Artikel findet man noch immer, und diese Marken hatten keinerlei Ähnlichkeit mit den Imitationen, die damals für große Artikel verwendet wurden. Daher betraf die Bestimmung, die Plattierern das Imitieren der Silbermarke untersagte und die Birminghamer Silberschmiede 1773 als Preis für die Eröffnung eines örtlichen Prüfamts akzeptieren mussten, einige kleinere Industrien in dieser Stadt kaum. Unzufriedenheit machte sich jedoch breit, als 1784 alle Birminghamer Hersteller von „Artikeln, die Silber ähnlich sehen“ der Registrierungsgerichtsbarkeit von Sheffield unterstellt wurden. Aus diesem Grund war die Zahl der Registrierungen in Birmingham vor 1807, dem Datum der scheinbar allgemeinen Wiedereinführung der dichten Plattierung , verschwindend gering.
Es wurde ein Beispiel gefunden, bei dem G. Ashforth & Co. aus Sheffield um 1787 ihre eingetragene Silbermarke [Marke] auf die Deckel von zwei plattierten Vorspeisentellern stempelten. Auf dem Boden der Tellerwärmer befand sich ein spulenähnliches Abzeichen [Design] (wahrscheinlich eine Handwerkermarke), obwohl ihre eingetragene Plattierungsmarke zu dieser Zeit [Marke] lautete. Es ist nicht möglich zu sagen, ob die Unregelmäßigkeit den Sheffield Keepers jemals aufgefallen ist. Möglicherweise handelte es sich um einen Fehler eines unsichtbaren Handwerkers. Es wurden mehrere spätere Fälle von Unregelmäßigkeiten bei der Markierung durch Sheffielder Plattierer gefunden; eine Unregelmäßigkeit, die innerhalb weniger Jahre nach Verabschiedung des Gesetzes (1784) auftrat, ist jedoch ein ungewöhnlicher Fall.
Für Sammler von Old Sheffield Plate ist es sicherlich ein Rätsel, warum vergleichsweise so wenige Exemplare überhaupt eine Marke tragen und wie es möglich war, dass, obwohl fast alle Hersteller gemäß dem neuen Gesetz von 1784 eine Marke irgendeiner Art eingetragen hatten, diese nur selten verwendet wurde. Die wahrscheinliche Lösung des Problems ist, dass Artikel, die für den Verkauf auf dem Land bestimmt waren, üblicherweise eine Marke irgendeiner Art trugen, um ihren Wert zu steigern, während Artikel, die für den Londoner Markt bestimmt waren, wenn überhaupt, höchstwahrscheinlich den Namen des Einzelhändlers und nicht den des eigentlichen Herstellers trugen. So trägt beispielsweise die hier abgebildete Marke [Marke], die vom Boden eines Old Sheffield -Kelchs stammt, nicht nur den Abdruck einer Hand, was auf ihre Herstellung aus Sheffield hinweist, sondern auch in großen Buchstaben den Namen Thomas & Co. aus der New Bond Street, einem sehr alten Londoner Juwelierunternehmen, und auch [Marke], die vom Boden einer Old Sheffield- Gemüseschale stammt. Der damalige Sheffielder Hersteller muss ziemlich enttäuscht gewesen sein, als er, nachdem er sich mit großem Aufwand ein Gesetz erkämpft hatte, das ihm die Markenzeichen seiner Waren erlaubte, erneut in Vergessenheit geriet. Londoner Einzelhändler bevorzugten, sofern überhaupt Markenzeichen auf den verkauften Waren zu sehen waren, ihren eigenen Namen statt den des Herstellers. Aus diesem Grund hat sich die Praxis der Markenzeichen nie allgemein durchgesetzt.
Darüber hinaus tragen die drei abgebildeten Marken, obwohl sie von verschiedenen Herstellern aus Sheffield stammen, darunter dieselben Initialen. Da die Initialen keinem Handwerker gehören, müssen sie vom Hersteller für einen Händler oder Einzelhändler geprägt worden sein, obwohl solche Punzierungsmethoden eindeutig gegen das Gesetz verstoßen. Es scheint daher, dass niemand es für notwendig hielt, das Gesetz gegen diese irreführenden Punzierungsmethoden wieder einzuführen, außer in den Fällen, in denen die plattierten Marken in ihren Umrissen denen von Silber ähnelten.
Die Größe einiger dieser Marken hätte wahrscheinlich ebenfalls zu Streitigkeiten geführt. Watson, Fenton & Bradbury 130 beispielsweise ließ seine Marke am 7. Oktober 1795 beim Sheffield Assay Office eintragen, doch diese Marke ist selten. Da es sich um ein Boot mit vollen Segeln handelte, war sie zu groß, um sie – zusammen mit dem Firmennamen – leserlich auf etwas anderem als großen Gegenständen wiederzugeben. Auch andere namhafte Hersteller verwendeten ihre Marke nur sehr sparsam oder ließen ihren Namen ganz weg und druckten nur die Marke auf. Letzteres Vorgehen war jedoch gesetzlich absolut illegal, und es scheint, dass die Hersteller gleichmäßig aufgeteilt waren in diejenigen, die das Risiko einer Strafverfolgung lieber eingingen, indem sie nur das Zeichen stempelten, und diejenigen, die beschlossen, die Kennzeichnung ihrer Artikel vollständig abzulehnen, bevor sie ihren vollständigen Namen zusammen mit dem Zeichen anbrachten, wodurch das Erscheinungsbild der fertigen Artikel völlig ruiniert wurde.
Auch hier war es das Hauptziel des Käufers, Gegenstände zu erwerben, die möglichst der Ähnlichkeit mit massivem Silber entsprechen. Er vermied daher alle Gegenstände mit auffälligen Punzierungen.
Die beständigsten Markenzeichen ihrer Waren waren Matthew Boulton & Co. 131 aus Birmingham, die die Sonne [Marke] eintragen ließen, und Roberts, Cadman & Co. 132 aus Sheffield, deren Marke eine Glocke [Marke] war. Diese beiden Firmen scheinen ihre Marken mit großer Beständigkeit auf galvanisierten Waren verwendet zu haben, ebenso wie die modernen Nachfolger der letzteren, die Herren W. & G. Sissons, die zusammen mit den Herren Roberts & Belk 133 (deren Marke eine Lampe ist) und J. Dixon & Sons (Trompete mit Flagge) heute zu den wenigen Firmen in Sheffield gehören, die in nennenswertem Umfang Marken auf modernen galvanisierten Waren verwenden.
Obwohl man die Marke Matthew Boulton & Co. in England häufig findet (aus unerklärlichen Gründen meist nur in doppelter Ausführung) und obwohl sie bereits 1784 registriert wurde, ist sie auf Waren aus dem späten 18. Jahrhundert äußerst selten. Man findet leicht verschiedene Waren mit dieser Marke, insbesondere solche mit Muschel- und Godronrändern , aber sie sind späteren Datums – aus der Zeit ab 1805. Ihre Verarbeitung ist exquisit. Dazu gehören Löschtabletts, runde Tabletts , Untersetzer, Teetabletts, Kaffeekannen , Kandelaber und eine ganze Reihe anderer gängiger Tischbestecke. Kein Sammler wird Schwierigkeiten haben, Beispiele aus Boultons später Produktion zu finden, da diese heute so häufig sind. Da sie von den besten Handwerkern hergestellt wurden, haben sie unter der starken Abnutzung, der sie in den letzten hundert Jahren ausgesetzt waren, kaum gelitten.
Neben der Marke von Boulton tauchte in England die (oben erwähnte) „Glockenmarke“ auf, die von Samuel Roberts & Cadman verwendet wurde. Doch selbst in diesem Fall ist sie, obwohl 1785 registriert, in den folgenden 25 Jahren auf den von der Firma hergestellten Artikeln normalerweise nicht mehr zu finden. Der auf S. 292 abgebildete Épergne (mit der Glockenmarke, die auf den verschiedenen Teilen neunmal vorhanden ist) ist eine Ausnahme. Die ältesten Stücke mit dieser Marke sind wahrscheinlich durch ständigen Gebrauch zerstört worden. Viele der aus der Frühzeit der Firma hergestellten Artikel waren sehr leicht und zierlich und von einer Qualität, die durch die Épergne wirkungsvoll veranschaulicht wird. Es gibt jedoch noch immer zahlreiche patentierte klappbare Toastständer, Teleskop-Kerzenleuchter, unzählige Kombinationen von Eierbechern, Teekesseln und gewöhnlichen Teekannen, Tabletts und Unterteller mit Blumen- und Binsenverzierungen, die den eingetragenen Markennamen der Firma tragen.
Richard Morton & Co., eine der ersten Silberschmiede und Plattierer, ließ 1785 ihr Markenzeichen, einen Hahn, eintragen. Die Mortons waren Großhersteller von Sheffielder Tafelsilber aller Art. 1780 änderte sich der Firmenname in Morton, Warris & Co., doch die Auswirkungen von Mortons späteren Firmen (und die Verwendung dieses Markenzeichens) sind nicht hinreichend geklärt. Sie spezialisierten sich auf durchbrochene Salz- und Senftöpfe, Drahtkörbe, große Krüge und Löschtabletts mit Motiven darauf, Teekessel im klassischen Stil und die dazugehörigen Kerzenleuchter.
Dem Markenzeichen, einer offenen Hand, sollte mehr als nur oberflächliche Aufmerksamkeit geschenkt werden, da es über ein Jahrhundert lang ständig verwendet wurde. Es wurde mit absoluter Konstanz verwendet und ist heute sehr häufig auf plattiertem Old Sheffield -Geschirr zu finden.
Nathaniel Smith ließ die Hand erstmals 1784 als Marke registrieren, und sie erscheint in dieser Zeit oft in Verbindung mit den Namen der [Namen] dieser Personen. 1810 wurde sie in derselben Form erneut von „George Smith, Tate, William Nicholson & Hoult“ [Marke] registriert (so beschrieben im Adressbuch von 1817). Dabei wird die Firma als in der „Arundel Street“ ansässig bezeichnet. Und im Adressbuch von 1828 wird sie erneut als Smith, Tate, Hoult & Tate, „Arundel Street 16“ beschrieben. Diese Firma wurde vermutlich zwischen 1828 und 1837 von John Watson & Son, Barker Pool, gekauft oder übernommen. Im Adressbuch von 1837 finden wir die letztgenannte Firma als Hersteller von Silberwaren und Silbergeschirr in der „Arundel Street 16“, während die Namen der ersteren verschwunden sind. Uns wird auch mitgeteilt, dass John Watson & Son die Handmarke zwischen 1828 und 1837 verwendeten. Im Jahr 1845 lautet die angegebene Adresse dieser Firma „51, Arundel Street“. 134 Im Jahr 1849 existierte sie nicht mehr, da die Firma Padley, Parkin & Co. aus Watson Walk die Marke „The Hand“ erworben hatte, die sie und ihre Nachfolger fortan auf durch Galvanisierung hergestellten Artikeln verwendeten. Die Firma John Watson & Son ging auf John Watson aus Furnace Hill zurück, der 1795 eine Marke für Silberwaren [Marke] eintragen ließ. Er wurde Seniorpartner bei Watson, Pass & Co., Watson Walk, und ließ die Marke 1811 für Töpferwaren eintragen. Anschließend führte er das Geschäft mit seinem Sohn als J. Watson & Son weiter, zuerst in Barker Pool oder Fargate, dann in der Arundel Street, bis zu seinem Tod im Jahr 1835. John Watson Junior stellte den Handel um 1849 ein. Im Jahr 1854 wurde Letzterer zum Master of Assay ernannt, ein Posten, den später seine beiden Söhne und heute sein Enkel ausfüllten.
Der Handstempel wurde bereits früher auf einem Kelch mit dem Namen Thomas & Co., London, entdeckt. Er wurde auch auf den Sockeln von Stövchen und verschiedenen anderen Beschlägen von Gegenständen aus massivem Silber gefunden, wie etwa Kerzenleuchtern, Tellerständern usw., die aus gegossenem Silberblech gefertigt waren. Diese Gegenstände waren aus Silber und wurden im frühen 19. Jahrhundert von Londoner Silberschmieden, insbesondere Paul Storr, hergestellt. Die Initialen 135 erscheinen ebenfalls häufig, zusammen mit den Londoner Jahresbuchstaben, in einem Fall mit dem Datum 1828 (siehe Abbildung des Blechs auf der vorherigen Seite).
Holys verschiedene Zusammenschlüsse verkomplizieren die Frage der Markenrechte noch weiter. Die Firma D. Holy & Co. wurde 1776 gegründet, im selben Jahr erwarb Daniel Holy, der Sohn eines Knopfmachers, einen Teil des kürzlich erbauten Gebäudes an der Ecke Norfolk Street und Mulberry Street, das seit 1774 von John Rowbotham & Co. als Silberwarenfabrik genutzt wurde. 136 Zu Rowbothams Partnern zählten, wie so oft, mehrere Männer wie Benjamin und Joseph Withers, die anderswo im Besteckhandel tätig waren, während die aktiven Partner unter den Silberschmieden anscheinend Rowbotham, William Birks und Roger Wilson waren. Vermutlich führte der Tod des Letzteren zu einer Einschränkung der Geschäftstätigkeit, und Rowbotham selbst scheint 1781 gestorben zu sein, als sich seine Witwe, Birks und Withers trennten und ihre eigenen Geschäfte gründeten. Zu den Räumen, die Holy zur Verfügung gestellt wurden, gehörten die Bitabteilung , der Polierdachboden, die Messingabteilung, die Siedeabteilung, die Formenabteilung und so weiter. 1784 ließ Holys Firma, damals bekannt als Danl. Holy, Wilkinson & Co., eine Pfeife [Warenzeichen] als Marke für Silberwaren eintragen. Offenbar wurde die Firma 1804 aufgelöst und Daniel Holy führte das Geschäft in der Mulberry Street mit einem gewissen Parker weiter und ließ am 3. Oktober eine neue Marke eintragen: „Danl. Holy, Parker & Co.“, mit einer Ananas [Warenzeichen]. Robert Frederick Wilkinson und James Drabble zogen mit vier anderen in die Eyre Street und brachten das Pfeifenzeichen mit, das am 2. Januar 1805 unter dem Namen I. Drabble & Co. eingetragen wurde [Warenzeichen]. Für Sammler, die einen Gegenstand mit der ersten Marke datieren möchten, ist es hilfreich zu wissen, dass er zwischen 1784 und 1804 hergestellt worden sein muss, während Gegenstände mit den beiden anderen Marken nach 1804 hergestellt wurden. Gegenstände mit der Marke [Marke], die man findet, stammen aus späterer Zeit, etwa zwischen 1817 und 1830, und könnten entweder auf Daniel Holy und seinen Sohn George oder auf seine beiden Söhne George und Daniel hinweisen. Der Vater starb 1831, und bis 1833 gaben die Söhne den Silberhandel auf und begannen mit der Herstellung von Besteck und Stahlwaren.
Fast alle gefundenen Artikel mit dem ersten Stempel haben stark plattierte, innen verlötete Schilde (siehe S. 89). In Irland sind Stücke mit dem Holy-Stempel weitaus zahlreicher als solche mit anderen Stempeln. Irland war offensichtlich der größte Absatzmarkt der Firma für ihre Waren, und der Stempel war im Land sicherlich bekannt, da er auf geschmackvoll gefertigte Artikel geprägt wurde; Artikel mit diesem Namen und Emblem wurden daher eher gekauft.
Die gekreuzten Kreuze waren ein Warenzeichen, das von drei verschiedenen Firmen verwendet wurde. [Warenzeichen] Zuerst von J. Parsons & Co. (Nachfolger von Winter, Parsons & Hall) im Jahr 1784; später, aber umgekehrt, [Warenzeichen] von John Green & Co. 137 im Jahr 1799; schließlich im Jahr 1836 von Henry Wilkinson & Co., die das Emblem der gekreuzten Kreuze von John Green & Co. übernahmen. H. Wilkinson & Co. stammte vermutlich geschäftlich von John Winter ab. Es folgte um 1831 auf J. & T. Settle, die wiederum um 1815 die Nachfolge von J. Green & Co. antraten: Ihre Vorgänger im Jahr 1787 waren J. Parsons & Co.; 1773 Winter, Parsons & Hall; ursprünglich, um 1760, John Winter.
Die Verwendung des Punzierungszeichens, das so häufig auf Sheffielder Silbergeschirr aus der Zeit der Thronbesteigung Georgs IV. zu finden ist, ist ein großes Mysterium. Von fast jedem namhaften Hersteller wurden gelegentlich Exemplare mit diesem Symbol gefunden – vermutlich, wie bei Silberwaren, als Hinweis auf ihre Herkunft aus Sheffield. Die Artikel mit diesem Zeichen sind von hoher Qualität, sodass es möglicherweise dazu diente, sie von minderwertigen Produkten aus Birmingham und dem Ausland zu unterscheiden, die um 1820 auf den Markt kamen. Offenbar wurde bis vor Kurzem nicht erkannt, dass die Krone als Emblem ausschließliches Eigentum des Sheffield Assay Office war. Auf Betreiben der Keepers ist das Einprägen einer Krone durch Hersteller auf plattierte Artikel inzwischen vollständig verschwunden.
Es wird auch gesagt, dass die Hersteller dieses Emblem auf Waren prägten, die an Joseph Rodgers & Sons aus Sheffield geliefert wurden, die damals in großem Stil Old Sheffield -Waren herstellten. 138 Rodgers erhielt das Recht zur Führung der Krone möglicherweise durch eine 1822 erteilte Royal Charter. Ihr im selben Jahr eingetragenes Zeichen [Warenzeichen] wurde auf dicht plattierte Waren aus eigener Herstellung geprägt.
Die folgenden Marken findet man gelegentlich auf zwischen 1765 und 1773 produziertem Geschirr; sie sind höchstwahrscheinlich John Winter zuzuschreiben. Es gab zu dieser Zeit keine anderen Hersteller von plattiertem Geschirr, deren Initialen genau mit den oben gezeigten übereinstimmten. Wir gelangen auch aufgrund der Aussage von S. Roberts (siehe S. 40) zu diesem Schluss, wonach J. Winter 1765 zusammen mit anderen Partnern mit der Herstellung von plattiertem Geschirr begann, während die Herstellung von Kerzenleuchtern ausschließlich ihm vorbehalten war. I. & I. Waterhouse & Co. stempelten die gotische Krone mit verschiedenen Initialen (zweifellos Handwerkermarken), wie etwa I. W. TB und anderen Symbolen. Die Stücke, auf die diese Kronenmarke gestempelt wurde, wurden jedoch größtenteils vor der Registrierung der Marke Waterhouse im Jahr 1833 hergestellt. Dieselbe Kronenform wurde in Verbindung mit der Marke Creswick, den „gekreuzten Pfeilen“, gefunden. Auch Thomasons of Birmingham verwendete im frühen 19. Jahrhundert die Kronenmarke auf plattiertem Geschirr [Marke]; ebenso J. Willmore aus Birmingham zu Lichtscheren mit geschlossener Platte .
Wir erfahren, dass bereits 1807 in Sheffield von einer Birminghamer Herstellerfirma eine Marke mit einer Eichel für plattierte Waren eingetragen wurde. George Waterhouse (Vater des verstorbenen S. S. Waterhouse aus Dublin) ließ sich 1830 gemeinsam mit Thomas Waterhouse (wahrscheinlich seinem Bruder) beim Birmingham Assay Office als Silberschmied registrieren. Außerdem gibt es eine Firma, Kirkby, Waterhouse & Co., die 1793 beim Sheffield Assay Office als „Silberschmiede“ registriert war. Die Marke, die Fleur-de-Lis [Marke], die manchmal in dieser Form dargestellt wird und die oft auf großen (oder, um einen Fachbegriff zu verwenden, „wichtigen“) Stücken von Old Sheffield Plate aus späterer Zeit zu finden ist, wurde von I. & I. Waterhouse & Co. verwendet und 1833 registriert. Die Marke, der Phönix [Marke], wurde von Waterhouse & Co. aus Portobello Place, Sheffield, verwendet und 1836 registriert. Diese letztgenannte Marke findet sich häufig auf Eiskübeln, Teegefäßen, Kerzenleuchtern und vielen anderen edlen Artikeln aus plattiertem Tafelgeschirr aus späterer Zeit.
John Waterhouse von der letztgenannten Firma war der Sohn von Joseph Waterhouse von I. & I. Waterhouse & Co. und heiratete 1822 eine Tochter von Dr. Hogdson aus Sheffield. (Dr. Hogdson war Partner von Johns Vater Joseph und ließ seinen Namen 1822 beim Sheffield Assay Office mit Waterhouse Sr. als Waterhouse, Hogdson & Co., Silberschmiede, eintragen.) Der verstorbene Samuel Waterhouse aus Dublin pflegte stets von John Waterhouse als seinem Onkel zu sprechen, was offensichtlich auf eine enge Verbindung zwischen den Zweigen der Familie in Birmingham und Sheffield hinweist.
Die Kornblume scheint bei Herstellern eine sehr begehrte Marke gewesen zu sein, und wir finden sie in Sheffield nicht weniger als viermal registriert. Zuerst 1808 von Aaron Hatfield aus Birmingham [Marke] und erneut von ihm 1810 [Marke]; dann 1812 von Thomas Small aus Birmingham [Marke]; schließlich (wie bereits erwähnt) 1833 von I. & I. Waterhouse & Co. aus Sheffield [Marke].
Die Marke mit Globus und Kreuz war häufig auf Old Sheffield Plate zu finden und wurde anscheinend mit nur wenigen Abweichungen gleichzeitig von mehreren Firmen verwendet. 1786 wurde sie von Samuel Roberts & Co. [Marke] registriert; ein ähnliches Motiv, ein Vollmond und ein Kreuz, wurde 1810 von George Bott Dunn, einer Firma für Feingalvanik in Birmingham, registriert [Marke]. Blagden, Hogdson & Co. aus Sheffield verwendeten diese Marke in den späteren Tagen der Branche sehr häufig. Ihr Nachfolger, Herr T. A. Scott von Hawksworth, Eyre & Co., hat freundlicherweise diesen Abdruck von einem der alten Stempel zur Verfügung gestellt, den er noch besitzt und der genau den Marken entspricht, die man heute auf Old Sheffield Plate findet. Walker, Knowles & Co. prägten ebenfalls eine sehr „ähnliche“ Marke mit Globus und Kreuz auf ihre Waren , aber es ist nicht ganz klar, ob sie diese Marke von Blagden, Hogdson & Co. erwarben oder nicht, obwohl sie sie 1845 mit Sicherheit verwendeten (Blagden, Hogdson & Co. war 1833 in Hawksworth, Eyre & Co. aufgegangen). Die Marke mit Globus und Kreuz findet sich hauptsächlich auf gewöhnlichen Vorspeisentellern, gewöhnlichen Tischdecken und Spieltellern und oft zusammen mit den Initialen IB und sogar JB (Arbeitermarken). Die Initialen IB stehen für John Burdekin, einen der alten Arbeiter von Walker, Knowles & Co., und es ist interessant festzustellen, dass diese Information von seinem Sohn stammt, der mit 85 Jahren noch lebt (siehe S. 133) und auch viele Jahre bei derselben Firma angestellt war. Die Initialen JB, sagt Burdekin, stehen für John Brown, einen Arbeiter und Zeitgenossen seines Vaters.
Obwohl Blagden, Hogdson & Co. beim Sheffield Assay Office eine nicht eingetragene Marke als Plattierermarke verwendeten, registrierten sie dort zweimal eine Marke als Silberschmiede, nämlich 1798 als Thomas Blagden und erneut 1808 als Blagden, Hogdson & Co. 140
Besonders hervorzuheben ist die 1811 von T. & I. Creswick eingetragene Kreuzpfeilmarke [Marke]. Sie findet sich am häufigsten auf größeren Gegenständen aus der späteren Epoche. Die Marke selbst befindet sich meist unauffällig. Beim Entfernen der Tülle eines Kerzenleuchters, der zentralen Glühbirne eines Kandelabers oder auf der Kappe im Inneren eines Tellers fällt die Marke dem Betrachter sehr oft ins Auge. Frühe plattierte Gegenstände mit dieser Marke sind immer von hervorragender Verarbeitung, wie im Fall der oben erwähnten Hand, Glocke, Sonne usw. Die Creswick-Marke wurde auch auf Gegenständen in Verbindung mit nicht autorisierten Abdrücken anderer Stempel [Marken] gefunden. (Diese Marke, die offenbar zu groß für einen Handwerker war, wurde auf einem Kandelaber aus der sehr späten Epoche angebracht.)
Creswick ist ein Name, der von den frühesten Zeiten bis in eine vergleichsweise junge Zeit mit dem Silber- und Silberplattenhandel von Sheffield verbunden ist. Ein gewisser Richard Creswick war früher mit der Firma des Autors verbunden und war 1773 Partner von Matthew Fenton (siehe S. 37). Die Familie Creswick ist eine der ältesten in Sheffield und lebt seit fast sechs Jahrhunderten in der Gegend. T. J. & N. Creswick führten das alte Verfahren des Galvanisierens bis 1851 fort, als ihnen die hervorragende Qualität ihrer Waren eine Preismedaille auf der Great Exhibition einbrachte (siehe S. 141). Im Laufe der Zeit gingen jedoch ihre wertvollen Formen verloren und die Marke wird heute von W. Hutton & Sons, den heutigen Eigentümern, auf galvanisiertem Silber verwendet. Die Marke von J. Love & Co. findet sich oft auf galvanisierten Krügen, die zwischen 1785 und 1805 hergestellt wurden. Die Marke wurde von dieser Firma auch regelmäßig bei der Herstellung aller Arten von Hohlwaren verwendet. [Marke] Der Gainsford-Elefantenkopf ist eine eigenartige Marke, die häufig auf Abendmahlstellern, schwer beschlagenen Serviertellern und geschlossenem Geschirr aus dem frühen 19. Jahrhundert zu finden ist. Sie wurde 1808 registriert [Marke].
Robert Gainsford war Mitglied der Firma „A. Goodman & Co.“, die die Marke im Jahr 1800 eintragen ließ, und Fairbairn war ebenfalls Teilhaber. Es scheint jedoch, dass Gainsford sich 1808 mit T. Nicholson als Teilhaber selbstständig gemacht hatte (siehe S. 45-47). Nachdem Alexander Goodman Anfang des folgenden Jahres verstarb, wurde die Trompetenmarke von George Fairbairn mit John Wright als Teilhaber neu eingetragen. [Marke] Die erste Marke findet sich häufig auf alten Platten , die zweite ist jedoch keineswegs so häufig. 141
Besonders hochwertige Krüge und Maßkrüge wurden von [mark] hergestellt. Manchmal trägt er seinen vollständigen Namen an den Seiten der Artikel, manchmal auf dem Boden die Initialen „SS“, und in jüngerer Zeit lautet die vollständige Adresse „Moor, Sheffield, 141“. Diese Krüge findet man hauptsächlich in der Umgebung (in Sheffield), da Smith, ebenso wie Askew aus Nottingham, offensichtlich direkt mit Tavernen zu tun hatte. Die exzellente Verarbeitung von Smiths Krügen zeigt, wie ein Hersteller sich hervortun konnte, indem er seine Aufmerksamkeit auf eine einzige Artikelklasse beschränkte. Seine Maßkrüge wurden im Süden Englands und in Preston im Norden gefunden. Smiths Name erscheint nach 1856 nicht mehr in den Sheffielder Adressbüchern; offensichtlich überlebte seine Firma die Einführung des Galvanisierungsverfahrens nicht lange. [mark] (Arundel Street 15) ist ein weiterer Name, der auf Krügen zu finden ist, die um 1833 galvanisiert wurden.
Eine sehr seltene Marke ist das 142 Troy -Gewicht von Samuel Kirkby [Marke], und die Exzellenz seiner Verarbeitung wurde vielleicht von keinem anderen Hersteller in Sheffield übertroffen. Wir müssen die Kirkbys jedoch eher als Silberschmiede denn als Plattierer betrachten, und obwohl mehrere Mitglieder der Familie Kirkby in der zweiten Hälfte des 18. Jahrhunderts beim Sheffield Assay Office als Silberschmiede registriert waren, ließ Samuel Kirkby erst 1812 eine Plattierermarke eintragen, die er jedoch nur selten verwendete. Einige der schönsten plattierten Drahtartikel, die man heute findet, kann man getrost der Firma Samuel Kirkby & Co. zuschreiben, denn sie entsprechen genau vielen der Kuchenkörbe, Obstschalen und anderen kleineren punzierten Silberartikeln, die mit den Initialen [Initialen] versehen sind.
Die Firma W. Hutton & Sons kann als eine der ersten Firmen bezeichnet werden, die dicht plattierte Waren herstellten. Ihr Geschäft besteht, soweit wir es heute in Sheffield und Birmingham sehen können, seit weit über einem Jahrhundert.
Der Name Hutton in den Midlands ist alt und edel. Dr. Hutton aus Birmingham schrieb Ende des 18. Jahrhunderts ein Buch über diese sehr interessante Stadt, das die Einwohner heute als das authentischste betrachten, das sie über die antike Geschichte und Topographie der Region besitzen.
Im Jahr 1807 ließ William Hutton, Ururgroßvater von Herbert Hutton von William Hutton & Sons, West Street, Sheffield, am 19. November eine Marke beim Sheffield Assay Office registrieren [Marke]. Hutton war damals als Feinplattierer tätig. In den Jahren 1830 und 1831 schickte er seinen Sohn, W.C. Hutton, nach Sheffield mit dem Ziel, dort erfolgreich eine Feinplattierindustrie aufzubauen, während die ursprüngliche Firma ihre Geschäfte bis 1842 in Birmingham fortführte. Aller Wahrscheinlichkeit nach war Huttons Firma daher eine der ersten, wenn nicht die erste, die in Sheffield eine Großplattieranlage zur Herstellung von Feinplattierbesteck gründete. Die Marke „das Dreieck mit zwei Igeln oder Ohren“ findet man am häufigsten auf alten Dessertmessern und -gabeln mit geschlossenem Überzug , Nussknackern, Spießen, Löffeln und Gabeln, Lichtlöschern, Hummerzangen und vielen anderen Gegenständen aus geschlossenem Überzug, die im betrachteten Zeitraum im Einsatz waren.
Die Firma erscheint im Sheffield Directory von 1833 mit der folgenden Beschreibung: „William Carr Hutton, 35 Pinton Street, Stahlplattierer und Hersteller von Dessert- und Obstmessern, Löffeln, Lichtlöschern usw. aus britischem Silber (eine Variante des neu erfundenen Neusilbers ), 58 Eyre Street“.
Im Sheffield Directory von 1833 findet sich folgende Anzeige:
WC HUTTON, Stahlplattierer und allgemeiner Hersteller von Silber- und britischem Tafelsilber .
Pinstone Street, 35½, Sheffield.
Auf Stahl plattiert: Tafel- und Dessertgabeln; Tafel-, Dessert- und Teelöffel; Schöpfkellen usw. mit oder ohne veredelte Silberkanten und -spitzen; Dessertmesser und -gabeln und Buttermesser mit oder ohne Griff; Fischschneider, Spieße, Messerbänke, Nussknacker, Toastständer, Lichtlöscher, Sporen und verschiedene andere Artikel.
DIE BRITISCHE TELLERWAFFE ODER DEUTSCHES SILBER PERFEKTIONIERT
Es wird in jedem der oben genannten Artikel sowie in patentierten Bleistiften, Kugelschreiber- und Federmäppchen usw. hergestellt, allesamt verarbeitet und mit einer Garantie für Robustheit und Zweckmäßigkeit.
SILBERNE Dessertmesser und -gabeln, Buttermesser, Einlegegabeln, Obstmesser, Zuckerlöffel, Teedosen, Federmäppchen, Lackbleistifte, Vorhängeschlossketten, Schnupftabak- und Parfümdosen, Brillen, Fingerhüte, Ahlen, Hutnadeln, Scheren, Tischwaagen usw. usw.
Außerdem plattierte Kupferlöffel, Zuckerzangen und -zerkleinerer, Karaffenverschlüsse und -etiketten, Messerbänke, Toastständer usw. usw.
Hinweis: Scheren, chirurgische Instrumente oder andere Gegenstände aus Stahl, Eisen, Messing oder Kupfer können in der oben genannten Fabrik mit minimaler Vorankündigung versilbert werden.
Bis 1845 war W.C. Hutton in die High Street 27 umgezogen und bot neben den oben aufgeführten Waren auch die Herstellung von Nussknackern aus Neusilber und Löffeln aus Britannia-Metall an. Heute betreibt die Firma „William Hutton & Sons Ltd.“ große Räumlichkeiten in der West Street in Sheffield und stellt dort alle Arten von Silberwaren und versilbertem Geschirr her.
In der späteren Phase der Industrie und etwa zur Zeit der Einführung des Neusilbers (1830–1840) gab es eine Tendenz, zu den frühen Praktiken zurückzukehren und plattierte Artikel mit Zeichen zu stempeln, die denen auf Sterlingsilber sehr ähnlich waren. Die Verwendung einer Krone (siehe S. 434), die um 1820 begann, wurde schließlich zu einem so gängigen Symbol, dass die Hersteller sich offenbar berechtigt fühlten, sie wahllos auf plattierte Artikel zu stempeln. Warum die Leiter des Sheffield Assay Office diese Verstöße erst 1896 offiziell registrierten, ist ein Rätsel. Manchmal wurden auch Tiere in separate Schilde gestempelt, die in der Kontur dem Löwen ähnelten und denen die Initialen des Herstellers hinzugefügt wurden. Der Betrug – denn so muss man es nennen – war perfekt. [Symbole] 143 Diese Fälschungen ähnelten eher gesetzlichen Markierungen als den rudimentären Bildern, die zur Verabschiedung des ersten Markierungsgesetzes von 1773 führten.
ARBEITERMARKEN UND HERSTELLERZAHLEN
Vor 1785 waren einzelne Handwerkermarken auf altem Sheffielder Silbergeschirr eher selten. Diese Marken, Initialen oder kleine Embleme, dienten der Identifizierung. Die Praxis der Punzierung ist in Sheffield noch heute bei den Silber- und Plattierungsherstellern verbreitet. Die folgenden Beispiele wurden auf alten Sheffielder Waren gefunden und wurden vermutlich von Handwerkern verwendet.
[Marken]
Diese Marken sind am häufigsten auf der Unterseite von Kerzenständern zu finden, ebenso wie manchmal die Lagernummern des Herstellers [Nummern], gelegentlich kombiniert mit der Fabrikmarke [Nummer+Marke]. Die Öffentlichkeit glaubt manchmal fälschlicherweise, dass diese Nummern das Herstellungsjahr des Artikels angeben, während die Handwerkermarken immer wieder mit denen des Herstellers verwechselt werden. Diese Verwechslung ist manchmal darauf zurückzuführen, dass die Marken in der Nähe des Herstellerzeichens eingeprägt wurden. Teekannen, Kaffeekannen und Karaffen aus späteren Epochen tragen gelegentlich Füllstandsmarken. In diesen Fällen erscheint auch die Herstellermarke Walker, Knowles & Co. [Marke].
Ungefähre Daten des ersten Kontakts von Herstellern mit der Gusskeramikindustrie vor 1773
|
Geschäft |
Herstellermarken |
Datum |
Standort |
Beschreibung der Aktivität |
|
Boulsover Thomas |
Keine Marken wiederhergestellt |
1743 |
Sheffield, Norfolk Street |
Messerschmied und Einkocher |
|
Hancock Joseph |
[Marken] |
1755 |
Sheffield, Union Street – High Street |
Messerschmied und Hersteller von plattiertem Hohlgeschirr |
|
Smith Nathaniel |
[Marke] 144 |
1756 |
Sheffield, Waingate |
Messerschmied |
|
Law Thomas |
[Marken] |
1758 |
Sheffield, Baker's Hill |
Hersteller von Silberbesteck und plattiertem Hohlgeschirr sowie Kerzenständern |
|
Tudor&Leader |
[Marken] |
1760 |
Sheffield, Sycamore Works |
Hersteller von Silberwaren und Silbergeschirr |
|
Fenton Matthew & Co. |
[Marken] 145 |
1760 |
Sheffield, Mulberry Street |
Dasselbe |
|
Unbekannt |
[Marken] |
1760 |
Sheffield |
Hersteller von Silberplatten |
|
Unbekannt |
[Marken] |
1760 |
Sheffield |
Dasselbe |
|
Unbekannt |
[Marken] |
1760 |
Sheffield |
Dasselbe |
|
Hoyland John & Co. |
[Marken] |
1764 |
Sheffield, Union Street |
Hersteller von Silberwaren und Silbergeschirr |
|
Boulton & Fothergill |
[Marken] |
1764 |
Birmingham |
Dasselbe |
|
Roberts Jacob & Samuel |
[Marken] 144 |
1765 |
Sheffield, Pond Hill |
Hersteller von Silberbesteck und Sheffield-Teller |
|
Winter John & Co. |
[Marken] 145 |
1765 |
Sheffield |
Silberwaren- und Sheffield- Tellerhersteller |
|
Morton Richard |
[Marken] |
1765 |
Sheffield, Brinsworth Orchard |
Dasselbe |
|
Rowbotham J. & Co. |
[Marke] |
1768 |
Sheffield, Norfolk Street |
Dasselbe |
|
Ashforth, Ellis & Co. |
[Marke] |
1770 |
Sheffield, Holy Croft |
Messerschmiede und Tellermacher aus Sheffield |
|
Ryland William |
Keine Marken wiederhergestellt |
1770 |
Birmingham |
Stuckateur |
|
Littlewood J. |
[Marken] |
1772 |
Sheffield, Westbar Green |
Plattierer und Silberschmied |
AUSZÜGE AUS DEN HERSTELLERLISTEN AUS DEM „SKETCHLEY DISRECTORY OF SHEFFIELD“, 1774.
KEINE LEGALISIERTE KENNZEICHNUNG AUF PLATTENARTIKELN GEMÄSS DEM GESETZ VON 1773
|
Geschäft |
Keine Markenzeichen des Herstellers verwendet |
Standort |
Beschreibung der Aktivität |
|
Burnbury Thomas |
… |
Sheffield, Norfolk Lane |
Silberschmied |
|
Elliott Thomas |
… |
Das Gleiche gilt für John Lane |
Silberschmied |
|
Ellis Thomas |
… |
Dito, Norfolk Street |
Silberplattierer |
|
Fenton, Creswick & Co. |
… |
Dito, Mulberry Street |
Hersteller von Silberwaren und Sheffield-Tellern |
|
Beinschienen Johanadab |
… |
Dito, Church Lane |
Hersteller von plattierten Schnupftabakdosen |
|
Hoyland John & Co. |
… |
Dito, Union Street |
Plattierer, Veredler, Knopf- und Schachtelhersteller |
|
Kirk Joseph |
… |
Dito, eine Weizengarbe, Waingate |
Silberschmied |
|
Margreave, Marsden & Brocklesby |
… |
Das Gleiche gilt für die Town Head Crofts |
Bristol Stone Sleeve Silberwaren- und Knopfmacher |
|
Marsden William |
… |
Das Gleiche gilt für White Croft |
Stuckateur |
|
Morton Thomas |
… |
Dito, New Church Street |
Stuckateur |
|
Morton Richard & Co. |
… |
Das Gleiche gilt für Fargate |
Plattierer und Silberschmiede |
|
Rowbotham John & Co. |
… |
Dito, Norfolk Street |
Silberschmiede und Plattierer |
|
Tonks William |
… |
Das Gleiche gilt für West Bar Green |
Hersteller von plattierten Schnallen und Sporen |
|
Tudor & Anführer |
… |
Das Gleiche gilt für Sycamore Hill |
Hersteller von Karaffen, Kaffeekannen, Kerzenleuchtern, Terrinen, Kellnergeschirr usw. |
|
Wilson Joseph |
… |
Das Gleiche gilt für Highfield. |
Silberschmied, Plattierer, Säge- und Schnupftabakdosenhersteller |
|
Winter, Parsons & Hall |
… |
Dito, High Street |
Silberschmiede und Plattierer |
|
Boulton Matthew |
… |
Birmingham, Soho Workshops |
Silberschmied und Plattierer |
|
Ryland Wm. |
… |
Birmingham |
Stuckateur |
(AUS DEM BIRMINGHAM-VERZEICHNIS VON 1777)
|
Geschäft |
Keine Markenzeichen des Herstellers verwendet |
Standort |
Beschreibung der Aktivität |
|
Boulton Matthew |
… |
Birmingham, Soho Workshops |
Hersteller von Silberwaren und Silberplatten |
|
Ryland William |
… |
Birmingham |
Stuckateur |
Auszüge aus den Herstellerlisten aus Baileys Northern List und anderen Quellen, 1781
|
Geschäft |
Keine Markenzeichen des Herstellers verwendet |
Standort |
Beschreibung der Aktivität |
|
Allen Thomas |
… |
Sheffield, Bailey Street |
Löschmaschinenhersteller |
|
Ashforth, Ellis & Co. |
… |
… |
Gipser |
|
Burdett John |
… |
Das Gleiche gilt für Pea Croft |
Hersteller von Hundehalsbändern aus Messing, silbernen Ärmelknöpfen, silbernen und versilberten Siegeln |
|
Henfrey John |
… |
… |
Hersteller von Qualitäts-Lichtscheren und -Scheren |
|
Henfrey Samuel |
… |
Dito, Spring Street |
Hersteller von Stahlfederlöschern, Stahlscheren und Doppelstativen |
|
Heiliger Daniel & Co. |
… |
Dito, Norfolk Street |
Gipser |
|
Kippax & Nowill |
… |
Sheffield, (Nowill & Kippax, High Street im Jahr 1787) |
Großhandel für Messermacher und Silberschmiede |
|
Law Thomas & Co. |
… |
Sheffield, Norfolk Street |
Versilberer und Besteckhersteller |
|
Littlewood John |
… |
Dito, Westbar Green |
Hersteller von Messern und Gabeln mit silbernen Griffen |
|
Madin & Trickett |
… |
Das Gleiche gilt in der Nähe von Fairfield |
Messerschmiede und Plattierer |
|
Mappin Jonathan |
… |
Das Gleiche gilt für Fargate |
Plattierer und Tassenmacher |
|
Roberts, Eyre & Co. |
… |
Dito, Union Street |
Silberschmiede und Plattierer |
|
Rowbotham John |
… |
Dito, Norfolk Street |
Silberschmied und Messerschmied |
|
Sykes John & Dennis |
… |
Dito (Pinstone Lane im Jahr 1787) |
Hersteller von Tafelmessern und -gabeln aus Holz, Elfenbein, Silber und versilbert |
|
Tudor & Anführer |
… |
Das Gleiche gilt für Sycamore Hill |
Silberschmiede und Plattierer |
|
Winter, Parsons & Hall |
… |
Dito, Marktplatz |
Gipser |
|
Withers Benjamin & Co. |
… |
Das Gleiche gilt für Pinstone Cross Lane |
Hersteller von Silberwaren. Messer und Gabeln mit Griffen aus Elfenbein, plattiertem Stahl und Holz sowie gestanzte Taschenmesser. |
|
Younge, Greaves & Hoyland |
… |
Dito, Union Street |
Silberschmiede und Hersteller von plattierten Artikeln und Knöpfen |
|
Fenton, Creswick & Co. |
… |
Dito, Mulberry Street |
Silberschmiede und Plattierer |
|
Boulton & Fothergill |
… |
Birmingham, Soho Workshops und Green Lettice Lane, Cannon Street, London |
Hardwarehersteller |
|
Ryland William |
… |
Birmingham |
Stuckateur |
Liste der Hersteller und Marken, die von Herstellern von Schmelz- und Schliessplattierten Artikeln nach der Verabschiedung des Gesetzes von 1784 verwendet wurden
Die Worte „ Close Plater “ in dieser Liste bedeuten, dass die so beschriebenen Hersteller Gegenstände produzierten, die auf Eisen oder Stahl plattiert waren.
|
Geschäft |
Herstellermarken |
Datum |
Standort |
Beschreibung der Aktivität |
|
Ashforth G. & Co. |
[Marke] |
1784 |
Sheffield, Angel Street |
Plattierer und Silberschmiede |
|
Fox T. & Co. |
[Marke] |
1784 |
Dasselbe |
Dasselbe |
|
Green W. & Co. |
[Marke] |
1784 |
Dito, Eyre Street |
Dasselbe |
|
Holy D., Willinson & Co. |
[Marke] |
1784 |
Dito, Mulberry Street |
Dasselbe |
|
Law T. & Co. |
[Marke] |
1784 |
Dito, Norfolk Street |
Dasselbe |
|
Parsons J. & Co. |
[Marke] |
1784 |
Dito, Marktplatz |
Dasselbe |
|
Smith N. & Co. |
[Marke] |
1784 |
Das Gleiche gilt für Waingate |
Dasselbe |
|
Staniforth, Parkin & Co. |
[Marke] |
1784 |
Dasselbe |
Teller- und Messerschmiede |
|
Sykes & Co. |
[Marke] |
1784 |
Dito, Pinstone Lane |
Versilberer und Besteckhersteller |
|
Tudor, Leader & Nicholson |
[Marke] |
1784 |
Das Gleiche gilt für Sycamore Hill |
Plattierer und Silberschmiede |
|
Boulton M. & Co. |
[Marke] |
1784 |
Birmingham, Soho Workshops |
Plattierer und Silberschmiede |
|
Dixon T. & Co. |
[Marke] |
1784 |
Birmingham |
Gipser |
|
Holland H. & Co. |
[Marke] |
1784 |
Dasselbe |
Plattierer und Silberschmiede |
|
Moore J. |
[Marke] 146 |
1784 |
Dasselbe |
Plattierer und Silberschmied |
|
Smith & Co. |
[Marke] |
1784 |
Dasselbe |
Gipser |
|
Beldon, Hoyland & Co. |
[Marke] |
1785 |
Sheffield |
Plattierer und Silberschmiede |
|
Brittain, Wilkinson & Brownhill |
[Marke] |
1785 |
Dasselbe |
Plattierer und Silberschmiede |
|
Deakin, Smith & Co. |
[Marke] |
1785 |
Das Gleiche gilt für Hawley Croft |
Dasselbe |
|
Love J, & Co. (Love, Silverside, Darby & Co.) |
[Marke] |
1785 |
Das Gleiche gilt für Pea Croft |
Dasselbe |
|
Morton R. & Co. |
[Marke] |
1785 |
Das Gleiche gilt für Brinsworth Orchard |
Dasselbe |
|
Roberts, Cadman & Co. |
[Marke] |
1785 |
Dito, Eyre Street |
Dasselbe |
|
Roberts J. & S. |
[Marke] |
1786 |
Dito, Union Street |
Dasselbe |
|
Sutcliffe R. & Co. |
[Marke] |
1786 |
Dito, King Street |
Dasselbe |
|
Bingley W. |
[Marke] |
1787 |
Birmingham |
Stuckateur |
|
Madin F. & Co. |
[Marke] |
1788 |
Sheffield, Far Field |
Plattierer und Silberschmiede |
|
Jerwis W. |
[Marke] |
1789 |
Das Gleiche gilt für White Croft |
Plattierer und Silberschmied |
|
Colmore S. |
[Marke] 146 |
1790 |
Birmingham |
Stuckateur |
|
Goodwin E. |
[Marke] |
1794 |
Sheffield, Der Park |
Plattierer und Silberschmied |
|
Watson, Fenton und Bradbury |
[Marke] |
1795 |
Dito, Mulberry Street |
Plattierer und Silberschmiede |
|
Froggatt, Coldwell & Lean |
[Marke] |
1797 |
Dito, Eyre Street |
Britannia Metallplattierer , Silberschmiede und Hersteller |
|
Green J. & Co. |
[Marke] 147 |
1799 |
Dito, Marktplatz |
Plattierer und Silberschmiede |
|
Goodman, Gainsford & Fairbairn |
[Marke] |
1800 |
Dito, Hawley Croft, 18 |
Plattierer, Silberschmiede und Handelsvertreter |
|
Ellerby W. |
[Marke] 146 |
1803 |
London |
Plattenspieler schließen |
|
Garnett W. |
[Marke] |
1803 |
Sheffield, Brückenhäuser |
Stuckateur |
|
Holy D., Parker & Co. |
[Marke] |
1804 |
Dito, Mulberry Street |
Plattierer und Silberschmiede |
|
Hutton W. |
[Marke] 147 |
1849 |
Sheffield |
Plattenspieler schließen |
|
Mappin Bros. |
[Marke] 148 |
1850 |
Sheffield, Baker's Hill |
Hersteller von Silber- und versilbertem Besteck |
|
Oldham T. |
[Marke] 146 |
1860 |
Nottingham |
Hersteller von plattierten Tassen und Maßen |
|
Roberts & Briggs |
[Marke] 146 149 |
1860 |
Sheffield, Furnival Street, 38 |
Hersteller von Silber- und Silbergeschirr |
VERSCHIEDENE UNBEKANNTE MARKEN
|
Herstellermarken |
Beschreibung des Artikels, von dem die Markierungen abgeleitet sind |
Ungefähres Produktionsdatum |
|
[Marke] |
Gussplattiertes Pintglas |
1780–1790 |
|
[Marke] |
Schmelzplattierte Zuckerzange |
1790 |
|
[Marke] |
Sauciere mit Fusion-Platte |
1790 |
|
[Marke] |
Gegossene und perforierte Fischscheibe, mit plattiertem Griff |
1790–1800 |
|
[Marke] |
Fusion-beschichtete Eiskübel mit Löwenmaskengriffen |
1790–1800 |
|
[Marke] 150 |
Becher aus Gusseisen |
1800–1810 |
|
[Marke] |
Klappbares Hörrohr mit floral verzierten Ständern und Silberfüllung (siehe S. 390) |
1815–1825 |
|
[Marke] |
Salzstreuer aus Gussblech, mit Drahthalterungen für das Glas |
1815–1825 |
|
[Marke] |
5-armiger, gegossener, plattierter Kandelaber, 29 Zoll hoch |
1815–1825 |
|
[Marke] |
Kleines Fusionsplatten-Teleskop (siehe S. 390) |
1840 |
|
[Marke] |
Aus Gussblech gefertigte Löschschale mit spitzen Enden (siehe S. 328) |
1840 |
|
[Marke] |
Dessertmesser mit geschlossener Platte |
1840 |
|
[Marke] |
Geschlossener Plattierungsartikel |
1840 |
|
[Marke] |
Lichtscheren aus Alpaka mit silbergefüllten Haltern |
1850 |
|
[Marke] |
Dessertmesser mit geschlossener Platte |
1850 |
|
[Marke] |
Kürbiskelle mit geschlossenem Teller |
1850 |
|
[Marke] |
Dessertmesser mit Elfenbeingriff, geschlossene Klinge |
1850 |
TEIL XI
ANDERE MIT DEM ALTEN SHEFFIELD-PLATTE VERBUNDENE BRANCHEN
Silberwarenproduktion
ALTES SHEFFIELD-BESTECK MIT SILBERGRIFFEN
Es wäre unmöglich, umfassend über Old Sheffield Plate zu schreiben, ohne kurz auf das in Sheffield hergestellte Besteck einzugehen, da sich, wie bereits erwähnt, die Galvanikindustrie aus der Besteckindustrie entwickelte. Es ist leicht zu verstehen, wie wenig Zeit seit der Erfindung des neuen Verfahrens verging, bis in den Messerschmiedewerkstätten Tafelmesser mit praktischen Griffen aus hochwertigem Metall hergestellt wurden.
Über den frühesten Zeitpunkt der Einführung von Besteck mit silbernen und plattierten Griffen kann nur spekuliert werden. Im Jahr 1773 (dem Gründungsdatum des örtlichen Prüfamts) war dieser Zweig des Handwerks jedoch bemerkenswert, da in diesem Jahr in Sheffield häufig Besteckteile mit silbernen Griffen geprüft wurden.
Beschichtete Griffe sind zwar aus stärkerem und haltbarerem Metall gefertigt, aber seltener als silberne. Letztere wurden natürlich bevorzugt, sofern sie nicht zu teuer waren. Da für ihre Herstellung sehr dünnes Silber verwendet wurde, waren die Mehrkosten unbedeutend. Sowohl beschichtete als auch silberne Griffe wurden aus Formen geschlagen und in zwei Hälften zusammengelötet und anschließend mit geschmolzenem Schellack gefüllt. Die Spitzen der Klingen und Gabeln wurden dann in den Griffen fixiert und eingeklebt, bevor die Masse aushärtete.
Früher wurden die Griffe offenbar nicht, wie heute üblich, mit der Auflagefläche verschweißt. Dies lag sicherlich daran, dass die außerordentliche Festigkeit des benötigten Metalls die Produktionskosten mehr als verdoppelt hätte.
Viele Jahre lang haben sich Sammler und Experten für antikes Silberbesteck den Kopf darüber zerbrochen, warum auf den Griffen von Besteck mit Silbergriffen aus dem späten 18. Jahrhundert so oft das Wort STERLING eingeprägt ist, obwohl das einzige andere Symbol normalerweise ein Herstellerzeichen war. Und wenn das Silber 925/1000 151 war, warum ist dann kein Stempel vorhanden? Und wem gehören die darauf befindlichen Initialen? Die Antwort auf diese offenen Fragen lautet, dass gemäß Gesetz 30 von Georg III., Kapitel 31, Artikel mit einem Gewicht von weniger als 5 Pennyweights 152 nicht gestempelt werden mussten, sofern dies nicht ausdrücklich im Gesetz festgelegt war und die Griffe von Messern und Gabeln nicht in eine spezielle Kategorie fielen. Nun wog das Gewicht der Griffe fast nie 15-20 Pennyweights pro Dutzend und war daher vom Gesetz ausgenommen. Wenn man diese Griffe vorsichtig von den Messern und Gabeln abnimmt, stellt man fest, dass in den meisten Fällen, in denen sie mit dem Wort STERLING gestempelt sind, das Silbergewicht den Pennyweight pro Griff nicht wesentlich übersteigt. Es ist nicht ungewöhnlich, das Wort STERLING auf Silbergeschirr aus anderen Städten Großbritanniens und Irlands gestempelt zu finden, obwohl es hauptsächlich auf Silberwaren aus Cork und Limerick vorkommt. Ein ungewöhnliches Beispiel für die Verwendung dieses Wortes wurde von den Füßen und Ausgüssen eines Paars silberner Kerzenleuchter gefunden, die in Irland gefunden wurden: – auf den Füßen [Markierungen]; auf den Ausgüssen [Markierungen]. Ein derartiges Beispiel wurde bisher nicht gefunden.
Diese Kerzenleuchter können ohne Bedenken einem Hersteller aus Sheffield zugeordnet werden. Es gab zwar einen Dubliner Silberschmied namens „William Law“ (erwähnt auf den Seiten 148 und 153), aber eine Untersuchung der Daten zeigt, dass die hier beschriebenen Artikel nicht von ihm stammen können, da er im Jahr ihrer Herstellung, 1765, gerade seine Lehre begann und erst 1774 freiberuflich tätig wurde. Darüber hinaus wurden, mit Ausnahme des Wortes „ Sterling “, alle oben genannten Zeichen bereits vor 1773 auf plattierten Kerzenleuchtern von Thomas Law aus Sheffield (siehe Seite 34) gefunden. Es fällt auf, dass die Initialen genau mit denen auf dem Deckel und der Seite eines frühen Old Sheffield Plate- Krugs übereinstimmen, der auf Seite 425 von Teil X abgebildet ist und von Law aus Sheffield einige Jahre nach dem für die Kerzenleuchter angegebenen Datum hergestellt wurde, während der Name „Law“ auch auf dem Fuß eines auf Seite 232 abgebildeten Kerzenleuchters zu sehen ist.
Die häufig auf Silberbesteck zu findenden Initialen stammen meist von einem Silberschmied aus Sheffield, der die Griffe mit seinem eigenen Silberstempel, dem Wort STERLING, prägte oder gelegentlich den Namen des Kunden hinzufügte, für den er die Stücke anfertigte. Die schwereren Silbergriffe, die früher von Londoner Messerschmieden geliefert wurden, wurden teils von Hand, teils mithilfe von Metallgussformen geformt; diese wurden fast vollständig durch die deutlich günstigeren Sheffield-Produktionen ersetzt.
Nachdem wir bisher festgestellt haben, dass die meisten Punzen genau mit denen der Sheffielder Hersteller übereinstimmen, müssen wir schlussfolgern, dass Silberbesteck fast ausschließlich in Sheffield hergestellt wurde. Die Herstellung dieser Besteckkategorie dürfte für jeden, der mit der lokalen Industrie nicht vertraut ist, große Schwierigkeiten bereiten, da es sich um ein eigentümliches Handwerk handelt, das treffend als einheimisch bezeichnet werden kann. Wir müssen auch die oft vertretene Annahme zurückweisen, diese Artikel seien in der Stadt Cork hergestellt worden, 153 obwohl die Silberschmiede dieser Stadt für ihr Silberbesteck eine STERLING-Marke verwendeten, die der der Sheffielder Messerschmiede ähnelte.
Zu den Marken, die auf den Griffen von Old Sheffield- Bestecken mit Stahlklingen und -gabeln gefunden wurden und die in den meisten Fällen mit den von den Silberbesteckherstellern beim Sheffield Assay Office registrierten Markenzeichen übereinstimmen, gehören
|
[Marke] |
J. & S. Roberts |
1765 |
[Marke] |
Madin & Tricket |
1779 |
|
[Marke] |
Robert Tricket |
1773 |
[Marke] |
Robert Sutcliffe |
1781 |
|
[Marke] |
W. Birks & Co. |
1773 154 |
[Marke] |
Sykes & Co. |
1781 |
|
[Marke] |
John Rowbotham |
1776 154 |
[Marke] |
W. Birks & Sohn |
1781 155 |
Die Marke [Marke], die häufig auf Besteck mit Silbergriffen des Pistolenmodells zu finden ist, könnte möglicherweise J. Parsons & Co. zugeschrieben werden, einer Firma, an der einst 5 Partner beteiligt waren. 156 Eine weitere Marke [Marke], die häufig auf Sheffield-Besteck zu finden ist, wurde bisher nicht identifiziert.
GRÜN GEFÄRBTES ELFENBEIN FÜR MESSERGRIFFE UND ANDERE ZWECKE
Einige Beispiele des berühmten antiken Bestecks mit grün gefärbten Elfenbeingriffen aus Sheffield sind abgebildet, da diese Stücke in der Regel von Silberschleifern hergestellt wurden und oft deren Namen tragen. Sie sind manchmal mit silbernen oder versilberten Ringen an den Oberteilen versehen, gelegentlich auch mit Gabeln aus massivem Silber. Die Idee zu diesem grün gefärbten Elfenbeinbesteck scheint nicht (wie allgemein angenommen) daher zu kommen, dass Elfenbein im späten 18. Jahrhundert so billig war, dass man es nicht mehr sehen wollte, sondern wahrscheinlich, weil es nach dem Färben weder Schmutz noch Fett zeigte. Ein weiterer Grund war das Bestreben, eine Ähnlichkeit mit Malachit zu erzielen, dem Mineral, dessen leuchtend grüne Farbe das Hauptziel der Messerschmiede war. Tatsächlich war die Ähnlichkeit perfekt, nachdem das Elfenbein gründlich und sorgfältig gefärbt und poliert worden war. Darüber hinaus stellte die Verwendung von grün gefärbtem Elfenbein eine angenehme Abwechslung zu dem schwarz-braunen Holz und Horn dar, das für Griffe und Knöpfe von Teekannen und Teekesseln usw. auf den Old Sheffield Plate- Stücken verwendet wurde.
Obwohl nicht unter der Überschrift „Silber- und Tafelsilberhersteller“ klassifiziert, findet sich die folgende Liste mit Namen und Marken von Messerschmieden usw. (die mit der Silber- und Tafelsilberindustrie in Sheffield in Verbindung stehen) auf den Seiten von Sketchleys Directory of Sheffield von 1774.
|
Geschäft |
Von der Cutlers' Society gewährte Firmenmarken zur Verwendung auf Klingen usw. |
Datum |
Standort |
Beschreibung der Aktivität |
|
Ashforth, Ellis & Co. |
[Marke] |
1774 |
Sheffield, Holy Croft |
Messerschmiede und Tellermacher aus Sheffield |
|
Birks, Withers & Sykes |
[Marke] |
1774 |
Dito, Pinston Croft Lane |
Tafelmesser mit Holz-, Elfenbein- und Silbergriffen |
|
Dewsnop Joshua |
[Marke] |
1774 |
Dito, Trinity Street |
Silberbesteck Hersteller |
|
Lambert William |
… |
1774 |
Dito, Pond Lane |
Silberwarenhersteller und Dekorateur |
|
Law Thomas |
[Marke] |
1774 |
Dito, Norfolk Street |
Silberbesteckhersteller, Silberschmied und Plattierer |
|
Laycock Thomas |
… |
1774 |
Dito, Pond Lane |
Hersteller von vergoldeten, plattierten und Metallknöpfen |
|
Littlewood John |
[Marke] |
1774 |
Dito, Westbar Green |
Silberbesteck Hersteller |
|
Madin & Trickett |
[Marke] |
1774 |
Das Gleiche gilt für Farfield. |
Messerschmiede und Plattierer |
|
Nowill Joseph |
[Marke] |
1774 |
Das Gleiche gilt für Pea Croft |
Messerschmied |
|
Roberts Jacob & Samuel |
[Marke] |
1774 |
Das Gleiche gilt für Pond Hill |
Hersteller von Tafelmessern |
|
Roberts Sam |
… |
1774 |
Dito, New Church Street |
Messerschmied, Silberschmied und Plattierer |
|
Roberts, Elam, Winter & Co. |
… |
1774 |
Das Gleiche gilt für Fargate |
Hersteller von Silberbesteck |
Diese Liste von Marken darf nicht mit denen in Teil X verwechselt werden, die von den Herstellern nur auf guss- und dicht plattierten Artikeln verwendet wurden. Die oben und auf der folgenden Seite wiedergegebenen Marken finden sich nur auf Klingen usw. von Stahlbesteck mit Griffen aus Elfenbein, Knochen, Horn, Hirschleder oder Holz. Die auf den folgenden Seiten aufgeführten Marken (meist in Form von Initialen) waren für die Verwendung auf Sterlingsilberartikeln reserviert. Aus diesen verschiedenen Listen geht hervor, dass die frühen Hersteller in Sheffield hauptsächlich Messerschmiede, Plattierer und Silberschmiede waren. Während Marken für Stahlbesteck bei der Sheffield Cutlers' Society registriert werden mussten, mussten Marken für plattiertes Besteck und Silberwaren beim Sheffield Assay Office registriert werden. Die verschiedenen Marken am Ende von S. 460 sind typisch für eine Form nicht registrierter Markierungen, die gegen Ende der Sheffielder Plattenindustrie besonders auf plattiertem Besteck in Mode kamen (siehe S. 440).
Gales und Martin führen in ihrem Sheffield-Verzeichnis von 1787 die beigefügte Liste der Hersteller von Tafelmessern „aus Silber und plattiert“ mit den zugehörigen Firmenmarken auf, die den Herstellern von der Sheffield Cutlers‘ Society verliehen wurden.
|
Geschäft |
Von der Cutlers' Society gewährte Firmenmarken zur Verwendung auf Klingen usw. |
Datum |
Standort |
Beschreibung der Aktivität |
|
Beldon, Hoyland & Co. |
[Marke] |
1787 |
Sheffield, Burgess Street |
Hersteller von silbernen und plattierten Tafelmessern |
|
Birks William & John |
[Marke] |
1787 |
Dito, Norfolk Street |
Dasselbe |
|
Dewsnap John |
… |
1787 |
Dito, Queen Street |
Dasselbe |
|
Tauschnapp Joshua |
[Marke] |
1787 |
Dito, Trinity Street |
Dasselbe |
|
Green William & Co. |
[Marken] |
1787 |
Dito, Eyre Street |
Dasselbe |
|
Hoyland, Clarbour & Barnard |
[Marke] |
1787 |
Das Gleiche gilt für Hillfoot |
Dasselbe |
|
Hunter & Twigg |
[Marke] |
1787 |
Dito, Black Lane |
Dasselbe |
|
Law Thomas & Co. |
[Marke] |
1787 |
Dito, Norfolk Street |
Dasselbe |
|
Littlewood John |
[Marke] |
1787 |
Dito, Silver Street |
Dasselbe |
|
Roberts Jacob & Samuel |
[Marke] |
1787 |
Dito, Union Street |
Dasselbe |
|
Settle Thomas & Co. |
[Marke] |
1787 |
Das Gleiche gilt für Brinsworths Obstgarten. |
Dasselbe |
|
Smith Nathaniel & Co. |
[Marke] |
1787 |
Das Gleiche gilt für Waingate |
Dasselbe |
|
Staniforth, Parkin & Co. |
[Marke] |
1787 |
Dito, Sycamore Street |
Dasselbe |
|
Sutcliffe, Sporle & Co. |
[Marke] |
1787 |
Dito, King Street |
Dasselbe |
|
Sykes & Co. |
[Marke] |
1787 |
Dito, Pinston Lane |
Dasselbe |
|
Tricket, Haslehurst, Whiteley und Pryor |
[Marke] |
1787 |
Das Gleiche gilt für Hillfoot |
Dasselbe |
W. Green & Co., die angeblich die Pistolenmarke für Besteck verwendeten, war am 8. September 1784 das erste Unternehmen, das seine Marke für plattierte Artikel – ebenfalls die Pistole – eintragen ließ. Die Registrierung derselben Marke für zwei Arten von Artikeln war vielleicht ein Ausnahmefall.
T. Settle & Co. besaß außer für plattierte Waren keine eingetragenen Marken, obwohl zwischen 1773 und 1825 beim Sheffield Assay Office nicht weniger als 12 Markenregistrierungen mit dem Namen „Settle“ oder „Sattle“ erfolgten. Ihre Nachfolger, H. Wilkinson & Co., ließen die Marke für gekreuztes Schlüsselgeschirr 1836 erneut registrieren.
„Nathaniel Smith & Co.“ war wahrscheinlich dieselbe Firma, die oben erwähnt wurde und deren Firmensitz 1756 in Waingate war (siehe S. 441). Ihre Marke für Tafelgeschirr – die Hand – wurde in Teil X ausführlich behandelt. Beldon, Hoyland & Co., Staniforth, Parkin & Co., Thomas Law, J. & S. Roberts, Sykes & Co. und Sutcliffe & Co. wurden alle bereits in den Herstellerlisten in Teil X aufgeführt, die nach 1784 Marken für plattierte Waren eintragen ließen.
Die Firma „Joseph Nowill“ ist von beträchtlichem lokalem Interesse. Als Besteckhersteller sind die Nowills vielleicht die ältesten noch existierenden in Sheffield. Man findet mehr alte Stahlklingen aus ihrer Herstellung als von jedem anderen Hersteller. Von 1645 bis heute sind die „Nowills“ (der Name wird unterschiedlich geschrieben) regelmäßig in den Listen der Lehrlinge und Ehrenbürger der Messerschmiedevereinigung verzeichnet. Thomas Nowill war 1788 Messerschmiedemeister und hatte seine Marke als Silberschmied 1786 beim Sheffield Assay Office eintragen lassen. Joseph „Nowell“ ließ seine Marke für Silberwaren 1813 beim Sheffield Assay Office eintragen. Neben der Firma mit dem Namen in Peacroft gab es auch „Kippax & Nowill“, viele Jahre lang namhafte Händler in der High Street von Sheffield.
VERSCHIEDENE BESTECKMARKEN (NICHT REGISTRIERT)
|
Geschäft |
Herstellermarken |
Ungefähres Produktionsdatum |
Standort |
Beschreibung des Artikels, aus dem die Marken stammen |
|
J. Smith & Sohn |
[Marken] |
1829 |
Sheffield, Arundel Street |
Tafelmesser mit Stahlklinge und silbernen Griffen |
|
James Bradbury |
[Marken] |
1833 |
Dito, Eyre Street, 45 |
Großes Tafelmesser mit grün gefärbtem Elfenbeingriff |
|
? 157 |
[Marke] |
1840 |
Dasselbe |
Tafelmesser mit geschlossener Klinge und silbernem Griff |
ANTIKE SILBERARBEITEN IN SHEFFIELD
Das älteste bekannte Silberbesteckstück mit Bezug zu Sheffield wurde 1907 bei Christie's Massey Mainwairing Auktion erworben; es handelt sich um die abgebildete Uhr. Das Gehäuse trägt keine Punze, im Inneren befindet sich jedoch eine interessante, die einer Krone [Marke] sehr ähnlich sieht. Man nimmt an, dass die Uhr zur Zeit von Königin Anne oder eher später hergestellt wurde. Auf der Vorderseite steht der Name „Travis, Sheffieldd“ und auf der Innenseite „Josiah Travis, Sheffielded“ – beachten Sie die merkwürdige Schreibweise von Sheffield zu dieser Zeit (auf zwei verschiedene Arten). Nathaniel Travis, möglicherweise ein Urenkel des Herstellers – oder wahrscheinlicher nur des Verkäufers – dieser Uhr, wurde 1789 beim Sheffield Assay Office als Silberwarenhersteller registriert. 158 Vielleicht kann in Zukunft jemand anderes mehr Licht ins Dunkel bringen. Mr. R. E. Leader liefert einen Schlüssel zur Entzifferung des Datums von Josiah Travis' Uhr und einen interessanten Einblick in die Person ihres Herstellers in einem kürzlich veröffentlichten Tagebucheintrag von Richard Carr, einem Anwalt aus Sheffield, der von 1728 bis 1730 im Büro von Mr. Francis Sitwell, einem Angestellten der Sheffield Cutlers' Company, arbeitete. Unter dem Datum vom 21. Juli 1729 notiert Richard Carr: „Mr. Travis hat meine Uhr repariert und eine neue Feder und ein neues Glas eingesetzt, wofür ich ihn noch nicht bezahlt habe. Er sagt, ich schulde ihm 6 Schilling.“
Es wurde nicht für notwendig erachtet, die aus Silber hergestellten und in Sheffield bemusterten Hohlwarenartikel abzubilden, da sie den in Teil X dieses Werks ausführlich abgebildeten und beschriebenen gussplattierten Artikeln am nächsten kommen.
Die deutliche Ähnlichkeit der frühen Silbergegenstände mit der Sheffield-Marke mit denen in Old Sheffield Plate wurde bereits auf S. 200 besprochen. Fast alle zwischen 1773 und 1840 hergestellten und in Sheffield geprüften Silbergegenstände haben ihr Duplikat in Sheffield Plate .
Während der Blütezeit der Produktion von Old Sheffield Plate wurde die Herstellung von massivem Silberbesteck, obwohl sie in Sheffield ein stetig wachsender Industriezweig war, von der Produktion von plattiertem Silberbesteck völlig in den Schatten gestellt. Aufgrund der enormen Nachfrage nach Sheffield Plate wurden die Designs für Silberbesteck eine Zeit lang von plattiertem Besteck kopiert, wodurch sich die Situation in Sheffield, die in den Anfängen dieser Industrie herrschte und heute herrscht, völlig umkehrte.
Gegenstände aus altem Sheffielder Tafelsilber weisen häufig abnehmbare Teile aus Sterlingsilber auf, die in Sheffield gekennzeichnet sind, wie z. B. die Deckel von Menagen und die Gravurschilder in den Holzsockeln von Untersetzern sowie die Henkel von Teekannen, Kaffeekannen und Teekesseln. Manchmal sind auch die Ausgüsse von plattierten Kerzenleuchtern und verschiedene Verzierungen für plattierte Dessertteller usw. aus massivem Silber gefertigt und gekennzeichnet. Beispiele für ähnliche Formen finden sich auch an den Henkeln von plattierten Vorspeisentellern und an Tellerdeckeln. Die auf S. 294 abgebildete Tafelaufsatz -Epergne zeigt, wenn sie von Ober- und Unterseite abgenommen wird, die Sheffielder Silberprüfmarke von 1822 sowie das eingetragene Markenzeichen von Roberts, Cadman & Co. Dieses Markenzeichen hat sich als unschätzbar wertvoll erwiesen, nicht nur um das Herstellungsjahr eines bestimmten Stücks zu bestimmen, sondern auch um den Namen des Herstellers sicher zu ermitteln, dem ein Gegenstand aus altem Sheffielder Tafelsilber zugeordnet werden kann.
DAS SHEFFIELD ASSAGE OFFICE 159
Das Amt für die Prüfung und Kennzeichnung von Silberwaren in Sheffield wurde 1773 gegründet. Schon einige Zeit zuvor hatten sich Hersteller von Silber und Plattiertem intensiv darum bemüht, vom Gesetzgeber eine Lizenz zur Einrichtung eines Prüfamts in Sheffield zu erhalten. Bis dahin waren die Hersteller mit den Unannehmlichkeiten, Verzögerungen und Kosten konfrontiert, die damit verbunden waren, fast ihr gesamtes Silber zur Prüfung nach London zu schicken, und sieben der führenden lokalen Hersteller, nämlich Matthew Fenton (mit Richard Creswick) , William Hancock, John Hirst, John Rowbotham, Henry Tudor, Thomas Tyas Junior und John Winter, waren verpflichtet, ihre Punzen bei der Goldsmiths' Hall in London eintragen zu lassen. 161 Seit der Entdeckung des Schmelzplattierungsverfahrens etwa 30 Jahre vor der Gründung des Amtes war die Zahl der Hersteller von massiven Silberwaren stetig gestiegen, und die Londoner Goldschmiede waren daher nicht in der Lage, sich den völlig legitimen Forderungen der lokalen Hersteller bei der künftigen Verwirklichung ihrer Wünsche erfolgreich zu widersetzen.
Die Punzen auf Sheffielder Silberwaren unterschieden sich nur geringfügig von den in London üblichen; so wurde der Leopardenkopf als Ursprungszeichen durch eine Krone ersetzt. Herstellermarke, Jahresbuchstabe und der schreitende Löwe wurden, wie in London üblich, mit unterschiedlichen Stempeln eingebracht. Nach dem Gesetz von 1773 wurde der höchste Feingehalt von 958 Teilen reinem Silber auf 1.000 auch in Sheffield zugelassen, und die Zahl Britannia wurde als Zollzeichen eingeprägt. (Ob dieses Zeichen im untersuchten Zeitraum in Sheffield verwendet wurde, ist noch nicht geklärt.) Die verschiedenen Jahresbuchstaben wurden jedoch eher unregelmäßig eingeprägt und begannen nicht mit dem ersten Buchstaben des Alphabets, wie es in der London Hall der Fall war; [Buchstabe] wurde 1773 erstmals erwähnt. Seit 1824 hat sich die Schreibweise der Buchstaben in alphabetischer Reihenfolge, beginnend mit dem Buchstaben a, durchgesetzt. 162 Die Buchstaben ijnowy wurden jedoch im ersten aufeinanderfolgenden Zyklus weggelassen, und j. und q. im folgenden (der 1844 mit A begann). Im darauffolgenden Zyklus von 1868 bis 1892 wurde nur ein Buchstabe ausgelassen, nämlich I.
Während der 138-jährigen Existenz des Sheffield Assay Office wurden die folgenden Herren zum Master of Assay ernannt:
|
1773. Daniel Bradbury |
1854. John Watson |
|
1789. George Dickenson |
1878. William Henry Watson |
|
1807. Samuel Hancock |
1890. Arnold T. Watson |
|
1809. Matthew Sayles |
1898. Bernard W. Watson, Magister der Künste (Position weiterhin inne) |
|
1833. Lewis Charles Sayles |
DIE MARKEN DES SHEFFIELD ASSAGE OFFICE
In Prüfämtern ist es üblich, je nach Größe der zu prüfenden Artikel verschiedene Bereiche von Punzen anzubringen. Der Hersteller prägt dazu seine Initialen ein, bevor er die Artikel zur Prüfung einsendet. Anschließend prägt der Prüfmeister den Löwen, das Herkunftszeichen und den Jahresbuchstaben möglichst in der Größe der auf den Artikeln vorgefundenen Punzen ein. In unserem örtlichen Amt lassen sich in der Vergangenheit viele Fälle von Abweichungen von dieser Vorgehensweise nachweisen. [Marken] Die erste hier abgebildete Marke stammt vom Boden einer großen Teekanne (aus dem Jahr 1817). Auf dieser ist nicht nur die Krone verkehrt herum eingeprägt, sondern die auf der Teekanne verwendeten Marken sind eindeutig dieselben, die auf der Sahnekanne des Services hätten eingeprägt werden sollen. Letztere trägt, obwohl ein Viertel so groß wie die Teekanne, eine viel größere Marke. [Marken] Auf Sheffielder Silberbesteck aus dieser Zeit finden sich viele ähnliche Beispiele. Von 1815 bis 1819 ist die Krone durchweg verkehrt herum eingeprägt. [Markierungen] Die wahrscheinlichste Erklärung für dieses seltsame Verfahren ist, dass man damit die damals verwendeten Buchstaben deutlicher von denen früherer Jahre unterscheiden wollte. Beispielsweise ist X der Jahresbuchstabe sowohl für 1797 als auch für 1817, doch durch die verkehrt herum platzierte Krone im letzteren Fall werden Verwechslungen vermieden. Ursprünglich war es üblich, dass der Prüfmeister jede Markierung einzeln prägte, doch später wurde die Methode übernommen, den Löwen, die Originalmarkierung und den Jahresbuchstaben in einem einzigen Stempel zu integrieren, allerdings auf getrennten Schildern .
Die unterschiedlichen Größen und Formen der Krone fallen auf; bis 1854 waren sie jedoch einheitlich. In diesem Jahr übernahm Wyon, der die Münzprägestempel der Münzanstalt schnitt, auch das Schneiden der Kronenstempel für das Sheffielder Prüfamt. Um 1783 wurden die Stempel so nachlässig geschnitten, dass der Löwe stark einem Hund ähnelte, und sie wurden so schlampig geprägt, dass das lokale Prüfzeichen dieser Zeit leicht für eine Fälschung gehalten werden konnte. [Marken]
Eine völlig andere Neuerung als die Verfahren anderer Ämter war die Einführung der seit 1780 bestehenden und etwa 73 Jahre lang bewährten Methode, bei der Herkunftsmarke und Jahresbuchstabe in einem einzigen Stempel vereint werden. Ursprünglich wahrscheinlich für kleine Artikel mit begrenztem Platz gedacht, fanden diese Stempel schließlich beim Sheffield Assay Office ihren Einsatz für alle Arten von Sterlingsilberartikeln.
Eine weitere Besonderheit, die bei in London geprüftem Silber jener Zeit nicht zu finden war, war das häufige Fehlen des Abdrucks der Prüfmarken auf einzelnen Teilen, die mit Scharnieren, Gelenken, Klammern oder Schrauben an den Hauptkörpern befestigt waren, wie zum Beispiel auf den Deckeln und Henkeln von Teekannen, Krügen und Kaffeekannen, [163 ] auf den Henkeln von Saucieren, Tellerhauben, Vorspeisentellern und Zuckerdosen usw. Obwohl das Gesetz von 1773 keine klaren Regelungen zu diesem Punkt enthielt, deuten diese Auslassungen auf eine Nachlässigkeit seitens des Amtes hin, die heute völlig fehlt. Nach dem Tod eines Herrschers wurde die Ersetzung der Zollmarke durch den Kopf des nachfolgenden Monarchen im Prüfamt in Sheffield erheblich aufgeschoben. Obwohl Königin Victoria 1837 den Thron bestieg, blieb der Stempel mit dem Kopf von Wilhelm IV. das ganze Jahr 1838 [Punch] und die ersten sechs Monate des Jahres 1839 [Punch] in Gebrauch.
Die Silbersteuer von 6 Pence pro Unze wurde 1784 eingeführt, und etwa 18 Monate lang wurde der Kopf des Königs in Sheffield zusätzlich zu den anderen Zeichen als Tiefdruck statt als Flachrelief geprägt. Während des größten Teils dieser zwei Jahre war dies in den Prüfämtern Schottlands und Englands üblich; seit 1786 wurde der Kopf des Königs als Zollzeichen immer als Kamee geprägt. 164
In Irland wurde 1730 eine Abgabe von 6 Pence pro Unze auf Silbergegenstände erhoben und die Figur der Hibernia als Zollzeichen geprägt. Der Kopf des Herrschers (als Kamee geprägt) wurde in Irland erstmals 1807 im Rahmen eines Parlamentsgesetzes (47 George III c.15) verwendet, „um die Erhebung von Abgaben auf in Irland hergestelltes Gold- und Silbergeschirr zu regeln“.
Im Jahr 1797 wurde der Silberzoll auf 1 Schilling pro Unze erhöht. Ab dem 13. Juli desselben Jahres stempelte das Sheffield Assay Office etwa neun Monate lang den Kopf des Königs in zweifacher Ausfertigung, um anzuzeigen, dass dieser doppelte Zoll entrichtet worden war.
Im Jahr 1804 wurde die Steuer auf 1 Schilling und 3 Pence pro Unze angehoben und im Jahr 1815 auf 1 Schilling und 6 Pence pro Unze. Bei diesem Satz blieb er bis zu seiner vollständigen Abschaffung im Jahr 1890.
Da es bis vor relativ kurzer Zeit nicht üblich war, dass das Sheffield Assay Office eine exakte Kopie des für jedes Jahr gewählten Jahresbuchstabens aufzeichnete, war es notwendig, die frühesten Beispiele durch Rückgriff auf vorhandene Exemplare früher Silberplatten zu ermitteln.
Die Liste der Jahresbuchstaben mit den verschiedenen Wappen , Kronen usw. wurde größtenteils aus Gegenständen aus dem Besitz des Autors reproduziert. Über 20 Jahre wurden damit verbracht, sie zu sammeln und – mit Hilfe des Meisterprüfers – richtig zuzuordnen. Wir sind außerdem den Crichton Brothers aus London zu Dank verpflichtet, die uns Zugang zu ihrem Archiv mit Punzen auf antikem Silberbesteck aus Sheffield gewährt haben.
Exemplare antiker Silberwaren aus Sheffield aus der Sammlung des Autors
[ZEICHNUNGEN UND BILDUNTERSCHRIFTEN]
Datumsbuchstaben auf Sheffield-Silberwaren, in chronologischer Reihenfolge angeordnet
|
JAHR |
Standardmarke |
Ursprungszeichen |
Datumsbuchstaben |
Zollzeichen |
Datumsbuchstaben mit Kronen |
JAHR |
Standardmarke |
Ursprungszeichen |
Datumsbuchstaben |
Zollzeichen |
Datumsbuchstaben mit Kronen |
|
1773 |
[Marke] |
[Marke] |
[Briefe] |
1798 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1774 |
[Marke] |
[Marke] |
[Briefe] |
1799 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1775 |
[Marke] |
[Marke] |
[Briefe] |
1800 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1776 |
[Marke] |
[Marke] |
[[Briefe] |
1801 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1777 |
[Marke] |
[Marke] |
[Briefe] |
1802 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1778 |
[Marke] |
[Marke] |
[Briefe] |
1803 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1779 |
[Marke] |
[Marke] |
[Briefe] |
1804 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
||
|
1780 165 |
[Marke] |
[Marke] |
[Briefe] |
[Briefe] |
1805 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
|
1781 |
[Marke] |
[Marke] |
[Briefe] |
[Briefe] |
1806 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
|
1782 |
[Marke] |
[Marke] |
[Briefe] |
[Briefe] |
1807 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
|
1783 |
[Marke] |
[Marke] |
[Briefe] |
[Briefe] |
1808 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
|
1784 166 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1809 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1785 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1810 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1786 167 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1811 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1787 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1812 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1788 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1813 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1789 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1814 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1790 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1815 169 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1791 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1816 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1792 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1817 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1793 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1818 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1794 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1819 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1795 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1820 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1796 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1821 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
|
1797 168 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
1822 |
[Marke] |
[Marke] |
[Briefe] |
[Marke] |
[Briefe] |
DIE MARKEN DER SILBERARBEITER VON SHEFFIELD
Der Hauptunterschied zwischen den von den Herstellern aus Old Sheffield für plattierte Artikel eingetragenen Marken und denen für Artikel aus 925/1000-Silber besteht darin, dass im ersteren Fall der vollständige Name mit einem Emblem eingeprägt wurde, während im letzteren Fall die Initialen (und manchmal nur die Namen) verwendet wurden.
In den Anfangstagen der Londoner Silberindustrie waren die von den Herstellern verwendeten Anfangsmarken fast immer von einer Art Emblem begleitet.
Vielleicht hatte die Verabschiedung der Sheffield Assay Office Acts von 1773 und 1784 einen gewissen Einfluss auf die Londoner Silberschmiede, denn wir stellen fest, dass sie nach 1773 fast vollständig aufhörten, Embleme auf Silberwaren zu verwenden.
Von 1773 bis 1854 war es Silberschmieden im Umkreis von 32 Kilometern um Sheffield unter Androhung einer Geldstrafe nicht gestattet, ihre Waren außerhalb der Stadt zu verkosten. Diese Bestimmung wurde 1854 durch die Queen Victoria Acts 17 und 18, Kapitel 96, geändert.
Ein wichtiges Merkmal der von den Silberschmieden in Sheffield verwendeten Punzen ist die Vielfalt der Formen der von ihnen verwendeten nicht registrierten Punzen. In einigen Fällen sind diese beim Sheffield Assay Office nicht auffindbar.
John Younge & Co., die 1779 eingetragen wurde, prägte damals [Marken]. 1788 ließ dieselbe Firma, deren Name in Younge & Sons geändert wurde, [Marke] erneut eintragen und 1811 erneut, als sie als S. & C. Younge [Marke] beschrieben wurde.
Alle diese Markenzeichen sind ordnungsgemäß registriert, sorgen jedoch für Verwirrung, wenn man versucht, den Firmennamen anhand der Initialen zu finden.
John und Thomas Settle, registriert 1815, kennzeichneten ihre Gegenstände manchmal mit dem [Punzenzeichen] und manchmal mit dem [Punzenzeichen], wobei es innerhalb eines Jahres zu zwei Registrierungen kam. Diese Form der Registrierung kam in Sheffield häufig vor und konnte bisher nicht zufriedenstellend erklärt werden. Die Hypothese, dass unterschiedliche Gegenstandsklassen für unterschiedliche Marken reserviert waren, musste verworfen werden, nachdem doppelte Silberwaren derselben Firma entdeckt wurden, die jedoch unterschiedliche Embleme trugen.
Auch die Firma Battie, Howard und Hawksworth, die die Marke im Jahr 1815 eintragen ließ, verwendete den Stempel.
Um einige der Unregelmäßigkeiten bei der Punzierung zu erklären: Es ist wahrscheinlich, dass Firmen es bei einem Partnerwechsel nicht immer für obligatorisch hielten, den Prüfmeister zu benachrichtigen oder ihn darüber zu informieren, dass ein neues Mitglied als Silberschmied in die Firma aufgenommen wurde und die Initialen künftig geändert würden. Oder, was wahrscheinlicher ist, der Prüfmeister versäumte es, diesen Wechsel in seinen Büchern zu vermerken. Bei bekannten Firmen hielt er eine Änderung oder neue Punzierung möglicherweise nicht für notwendig.
Möglicherweise sind einige dieser Fehler auf die Nachlässigkeit der Person zurückzuführen, die die Stempel geschnitten hat, und da sie weder dem Unternehmen noch dem Verkostungsmeister aufgefallen sind, wurde eine Änderung der Stempel nicht für angebracht gehalten.
In anderen Fällen, in denen es beim Edelmetallkontrollamt keine Aufzeichnungen gibt, die mit den gefundenen Initialen übereinstimmen, müssen wir dies mit der Überlappung der Marken von Londoner Silberschmieden erklären. Die folgenden Initialen finden sich nicht selten auf silbernen Kerzenleuchtern, die in Sheffield gestempelt und gegen Ende des 18. Jahrhunderts hergestellt wurden [Initialen]. Diese Marken wurden beim örtlichen Edelmetallkontrollamt nie registriert. Die ersten beiden Marken wurden wahrscheinlich von „Daniel Smith und Robert Sharp“ aus London verwendet (ein Beispiel einer Überlappung der Marke auf einem silbernen Kerzenleuchter aus Sheffield wurde oben auf S. 190 zitiert). Die letzte Marke kann höchstwahrscheinlich „Thomas Daniell“ zugeschrieben werden, einem anderen Londoner Silberschmied.
Es muss jedoch zugegeben werden, dass keine der oben genannten Hypothesen vollständig zufriedenstellend erscheint und auch keine davon wesentlich zur Aufklärung des Mysteriums um diesen Stempel beiträgt. Wie bei anderen zuvor hervorgehobenen Unregelmäßigkeiten besteht kein Zweifel daran, dass vor über einem Jahrhundert eine so strenge Überwachung der Silberprüfung nicht als notwendig erachtet wurde wie heute. Der große Zustrom von Unterlagen an das örtliche Amt und die daraus resultierende Notwendigkeit einer strengeren Überwachung führten möglicherweise zu einer deutlich größeren Aufmerksamkeit für kleinere Details, wie sie heute im Sheffield Assay Office üblich ist.
Obwohl eine 100-prozentige Genauigkeit bei der Zuordnung der Initialstempel zu den verschiedenen Herstellern nicht möglich ist, wurde mit großer Sorgfalt auf die korrekte Identifizierung geachtet.
Die folgende Liste von Silberwarenherstellern, die in Sheffield eine Marke registriert haben, beginnt im Jahr 1773 und endet im Jahr 1869.
Es ist nicht notwendig, spätere Aufzeichnungen wiederzugeben, da Silberschmiede, die sich nach 1869 in Sheffield niederließen, nicht Gegenstand dieses Bandes sind. Zudem wäre es irreführend, da die in den letzten Jahren erfassten Namen keinen tatsächlichen Hersteller erkennen lassen. Einzelhändler bestanden darauf, ihre Initialen – nicht die des Herstellers – auf die von ihnen verkauften Artikel stempeln zu lassen. Daher werden die Namen vieler Einwohner Schottlands, Irlands und Wales sowie der meisten größeren Städte Englands in den Aufzeichnungen des Sheffield Assay Office mit denen lokaler Silberschmiede verwechselt.
LISTE DER SILBERWARENHERSTELLER IM SHEFFIELD ASSAGE OFFICE MIT KENNZEICHNUNGEN DER HERSTELLUNGSARTIKEL
|
Geschäft |
Herstellermarken |
Datum |
Standort |
|
Ashforth G. & Co. |
[Marke] |
1773 |
Sheffield, Holy Street |
|
Birks W. & Co. |
[Marke] |
1773 |
Dito, Pincin Lane |
|
Fenton M., R. Creswick & Co. |
[Marke] |
1773 |
Dito, Mulberry Street |
|
Hoyland J. & Co. |
[Marke] |
1773 |
Dito, Union Street |
|
Hancock W. & J. Rowbotham |
[Marke] |
1773 |
Dito, Norfolk Street |
|
Law T. |
[Marke] |
1773 |
Dito, Norfolk Street |
|
Littlewood John |
[Marke] |
1773 |
Dito, Westbar Green |
|
Littlewood Jonathan |
[Marke] |
1773 |
Dito, Westbar Green |
|
Morton R. |
[Marke] |
1773 |
Das Gleiche gilt für Fargate |
|
Morton R. & Co. |
[Marke] |
1773 |
Das Gleiche gilt für Brinsworth Orchard |
|
Marsden W. & Co. |
[Marke] |
1773 |
Dito, Norfolk Street |
|
Markgraf J. & Co. |
[Marke] |
1773 |
Das Gleiche gilt für Townhead Cross |
|
Proctor C. & L. |
[Marke] |
1773 |
Das Gleiche gilt für die Milk Street. |
|
Roberts S. |
[Marke] |
1773 |
Das Gleiche gilt für den Cheney Square. |
|
Roberts S. & Co. |
[Marke] |
1773 |
Das Gleiche gilt für Brinsworth Orchard |
|
Trickett R. |
[Marke] |
1773 |
Dito, Fernfeld |
|
Tudor H. & T. Leader |
[Marke] |
1773 |
Das Gleiche gilt für Sycamore Hill |
|
Winter J. & Co. |
[Marke] |
1773 |
Das Gleiche gilt für die High Street. |
|
Wilson J. |
[Marke] |
1773 |
Das Gleiche gilt für Highfields |
|
Cosinus I. |
[Marke] |
1774 |
Das Gleiche gilt für die High Street. |
|
Greaves S. & Co. |
[Marke] |
1774 |
Dito, Norfolk Street |
|
Holy T. & W. Newbold |
[Marke] |
1774 |
Dito, West Bar |
|
Ibberson J. |
[Marke] |
1774 |
Dito, Gibraltar Street |
|
Richter P. |
[Marke] |
1774 |
Das Gleiche gilt für Spring Croft |
|
Kippax R. & Co. |
[Marke] |
1774 |
Das Gleiche gilt für die High Street. |
|
Marsden W. |
[Marke] |
1774 |
Das Gleiche gilt für Waingate |
|
Rowbotham J. & Co. |
[Marke] |
1774 |
Dito, Norfolk Street |
|
Damant W. |
[Marke] |
1775 |
Das Gleiche gilt für Smithfield |
|
Fuchs W. |
[Marke] |
1775 |
Dito, West Bar |
|
Henfrey J. & S. |
[Marke] |
1775 |
Dito, Spring Street |
|
Jervis J. |
[Marke] |
1775 |
Das Gleiche gilt für Pea Croft |
|
Kelk C. |
[Marke] |
1775 |
Dito, Spring Street |
|
Mappin J. & Co. |
[Marke] |
1775 |
Das Gleiche gilt für Fargate |
|
Mappin J. |
[Marke] |
1775 |
Das Gleiche gilt für Fargate |
|
Smith J. |
[Marke] |
1775 |
Das Gleiche gilt für Lambert Croft |
|
Smith W. |
[Marke] |
1775 |
Dito, Coalpit Lane |
|
Warburton S. & Co. |
[Marke] |
1775 |
Das Gleiche gilt für Bridgehouses |
|
Holy D. & Co. |
[Marke] |
1776 |
Dito, Norfolk Street |
|
Hoyland T. |
[Marke] |
1776 |
Dito, Pond Lane |
|
Lamborn T. |
[Marke] |
1776 |
Das Gleiche gilt für die Milk Street. |
TEIL XII
DIE BRITANNIA-METALLINDUSTRIE
DIE ERFINDUNG VON BRITANNIA METAL
Die Etablierung des Silbergeschirrhandels in Sheffield war nicht der einzige Nutzen, den die Stadt durch Thomas Boulsovers Erfindung erfuhr. Die Geschichte der Erfindungen, die den Wohlstand ganzer Gemeinden maßgeblich prägen, ist ereignisreich. Bemerkenswert ist dabei, dass, während Boulsover die Methoden perfektionierte, die den Silbergeschirrhandel ermöglicht hatten, Benjamin Huntsman ganz in der Nähe die Details des Tiegelgussverfahrens ausarbeitete, das für den Wohlstand der Stadt eine noch größere Rolle spielte als Boulsovers Entdeckung. Huntsman ließ sich 1742 in Sheffield nieder. Nach jahrelangem Experimentieren perfektionierte er das Verfahren, und 1772 war seine Methode des Stahlgusses mit ihrem immensen Potenzial in vollem Gange. Zufälligerweise führte diese Industrie zur Entstehung einer bedeutenden Nebenindustrie, die eng mit derjenigen verbunden war, aus der sie hervorgegangen war, und die eine so bedeutende Rolle bei der Herstellung von Metallgeschirr für den Hausgebrauch spielte, dass ihr in diesem Band ein eigenes Kapitel gewidmet ist. So wie plattiertes Tafelgeschirr für diejenigen wichtig war, die nicht reich genug waren, um ihren Tisch mit Sterlingsilber zu schmücken, war Britannia Metal für diejenigen wichtig, die sich versilberte Kupfergegenstände nicht leisten konnten. Die nun für sie erschwinglichen Haushaltsbedürfnisse wurden durch ein weitaus praktischeres Material als das einst vorherrschende Zinn gedeckt. Findige Handwerker, die an die Herstellung von gegossenem Tafelgeschirr gewöhnt waren, erkannten dank der Scharfsinnigkeit eines unglücklichen Entdeckers schnell die Möglichkeiten, die ihnen das neue Metall bot.
Das Jahr 1769 wird üblicherweise, wenn auch eher vage, als Datum für die Entstehung von Britannia oder, wie es ursprünglich genannt wurde, Weißmetall angegeben. Es besteht hauptsächlich aus Zinn mit einer Beimischung von Antimon und einer kleinen Menge Kupfer. Sein Erscheinen auf dem Markt muss einige Jahre nach 1769 erfolgt sein, da weder das Metall noch James Wickers, der es erstmals vermarktete, im Adressbuch von 1774 erwähnt werden.
Im Jahr 1787 verwendete Vickers es bereits für Maßbänder, Teekannen, Menagen, Salzfässchen, Löffel usw., und über ein Dutzend Firmen waren gleichzeitig als „Hersteller von Weißmetall und Messern mit Metallrahmen“ registriert. Der allererste Eintrag über die Änderung von Weißmetall zu Britannia Metal findet sich im Adressbuch von 1797; darin werden James Vickers und ein Konkurrent (Richard Constantine) als Hersteller von Weißmetallwaren aufgeführt. Froggatt, Couldwell und Lean erscheinen als „Hersteller von Britannia Metal , Silbergeschirr und Silber in der Eyre Street“.
In diesem Buch wird „ Weißmetall und Messer mit Metallrahmen“ nicht mehr als Beschreibung des Unternehmens verwendet, und der einzige Eintrag, der dem nahe kommt, ist „Jervis William, Hersteller von Metall- und Weißmetallbesteck aus Bath, in White Croft“. Im Jahr 1817 bezeichnete John, Sohn und Nachfolger von James Vickers, seine Waren zwar noch immer als „Hersteller von Weißmetallwaren “, aber als „ Britannia Place “ und führte sie zusammen mit anderen unter der Bezeichnung „ Britannia Metal Ware Makers“ auf.
Die Notizen von Herrn Dixon (auf die an anderer Stelle zur Frage der gussplattierten Keramik verwiesen wird) enthalten die folgenden anschaulichen Hinweise auf den Ursprung von Weißmetall oder Britannia-Metall :
Ich habe gehört, dass Herr Nathaniel Gower der erste war, der dieses Geschäft gründete. Ich bin jedoch anderer Meinung, und meine familiären Umstände haben meine These erheblich untermauert. Herr Gower war ein frühreifer Hersteller und genoss in seiner Jugend hohes Ansehen in der Branche. Herr James Vickers, der später in die Garden Street zog, war der erste, der Artikel für den Sheffielder Weißmetallhandel herstellte.
Um 1769 besuchte James einen schwerkranken Mann. Dieser Mann besaß das Rezept zur Herstellung des Weißmetalls. James bot ihm fünf Schilling für das Rezept an, und der Mann willigte ein. James testete das Rezept und entdeckte, dass das Metall eine wirklich schöne Farbe hatte. Dann nahm er einige Löffelformen und begann, Löffel zu gießen, die er sorgfältig nachbearbeitete. Mit der Expansion seines Geschäfts gelang es ihm, sie in großen Mengen zu verkaufen. Anschließend erwarb er Formen für Gemüsegabeln, und diese wurden zu einer Neuheit auf dem Markt.
Bei einem freundschaftlichen Besuch, den mein Vater ihm eines Abends abstattete, sagte er zu ihm: „Also, Charles, wenn ich nur 10 Pfund hätte, würde ich einen Warenvorrat packen und ihn mit nach Lunnun nehmen.“ Mein Vater lieh ihm das Geld. Kurz darauf sagte Vickers im Gespräch zu ihm: „Also, Charles, ich dachte, ich könnte alles tun, wenn ich 10 Pfund hätte, aber jetzt bin ich so knapp bei Kasse wie nie zuvor.“ Mein Vater antwortete: „Also, James, ich kann dir noch 10 Pfund leihen.“ Das tat er. James fuhr nach London und seine Reise war erfolgreich, da es ihm gelang, die Waren zu verkaufen und Aufträge zu erhalten, die seinen eigenen Materialvorrat für ihre Herstellung überstiegen. Er behielt das Geld bis zu seiner Rückkehr von seiner nächsten Reise, bezahlte dann meinen Vater und begann dann, verschiedene Arten von Waren für den Handel herzustellen – Schnupftabakdosen, Kelche, Teekannen, Zuckerdosen, Milchkännchen usw.
Es wird allgemein gesagt, dass Mr. Gower 1773 der erste war, der dieses Geschäft eröffnete, aber Mr. Vickers hatte es einige Jahre zuvor in Partnerschaft mit Mr. Smith begonnen.“
Frühe Versuche, Britannia-Metall zu versilbern, erfolgten mit einer wirklich raffinierten Methode. Eine auf die gewünschte Dicke gewalzte Schicht Feinsilber wurde auf eine glatte, erhitzte Oberfläche aufgetragen; anschließend wurde kochendes, flüssiges Britannia-Metall darauf gegossen. Nach dem Abkühlen wurde die dünne Silberschicht abgehoben und beides zusammen auf die gewünschte Dicke gewalzt. Es sind noch einige versilberte Gegenstände aus diesem Metall zu finden, die in den alten Zeiten von Old Sheffield Plate von Kirkby, Smith & Co. hergestellt wurden. Das Material wurde jedoch bald aufgegeben, da es zu schwierig herzustellen war, und kein anderer Hersteller dieser Zeit scheint es versucht zu haben.
Eine der bekanntesten Firmen in der Herstellung von Britannia Metal von der Gründung bis heute ist James Dixon & Sons. Das Unternehmen wurde 1804 von James Dixon gegründet. Zunächst unter dem Namen Dixon & Smith in der Silver Street tätig, konzentrierte er sich ausschließlich auf Metallgeschirr. Später wurden jedoch in Cornish Place Walzwerke zum Walzen von Silberblech errichtet, wohin schließlich das gesamte Geschäft verlegt wurde. Um 1830 erweiterte die damals als Dixon & Son bekannte Firma ihre Produktion um einige Sheffield-Blechwaren , sodass sie bis 1828 in Verzeichnissen als „Hersteller von Waren aus Britannia Metal und Walzwerke für Metall- und Silberbleche “ beschrieben wurde, 1833 jedoch unter „James Dixon & Sons, Hersteller von Silber-, versilberten und Britannia Metal- Waren, Talkumflaschen, Schrotbändern usw. und Walzwerke für Metall und Silber“ registriert war. Die folgenden Kommentare der Jury zu den Exponaten von J. Dixon & Sons auf der Ausstellung von 1851 sind lesenswert: „Diese Hersteller stellten eine Sammlung von Tee- und Kaffeeservices aus Britannia-Metall aus, einer unvollkommenen Silberimitation, wie alle zu diesem Zweck verwendeten Verbindungen. Die Formen sind jedoch ebenso vielfältig wie gelungen und könnten mit Vorteil bei denselben Silberartikeln nachgeahmt werden. Die Verarbeitung ist ausgezeichnet, und die Jury vergab dementsprechend die Preismedaille.“
Wahrscheinlich hat kein Sheffielder Unternehmen jemals eine größere Anzahl von Weißmetallwaren hergestellt. Der Stil der Waren aus dieser Zeit ist geschmackvoll und zeugt von originellem Design. Heute ist ihre Fabrik vielleicht die größte ihrer Art in der Branche, und ihre Waren mit dem Trompeten- und Flaggenzeichen sind in ganz Europa und unseren Kolonien zu finden.
Die Zutaten für die Herstellung von gewöhnlichem Britannia-Metall sind ungefähr wie folgt: 210 Teile Zinn, 12 Teile Antimon und 4 Teile Kupfer. Diese Anteile variieren jedoch stark, da der Hersteller seine Materialien sorgfältig an die spezifischen Zwecke der einzelnen Artikel anpasst. (Blei wird bei der Herstellung von Britannia-Metall sorgfältig vermieden.)
Herr Lennox Dixon von J. Dixon & Sons gibt an, dass das Unternehmen die folgenden Bestandteile in der Metallmischung verwendet:
448 Teile Zinn, 20 bis 60 Teile Antimon, 5 Teile Kupfer.
Der Preis für Zinn ist in der Regel zehn- bis zwölfmal so hoch wie der für Blei, daher ist der Gusswert von Britannia Metal im Vergleich zu gewöhnlichem Zinn deutlich höher. Der Grund für den Niedergang der Zinngießerei ist zweifellos die Erfindung von Britannia Metal , das eine schönere Farbe und mehr Funktionalität bietet. Heutzutage werden fast alle Artikel aus Britannia Metal galvanisiert, bevor sie auf den Markt kommen.
In Antiquitätenläden kann man heute große Mengen von in Sheffield hergestellten Artikeln mit sehr ansprechendem Design sehen, die als „altes Zinn“ beschrieben werden, aber aus Weißmetall bestehen. Ihre Herstellung datiert auf etwa 1787 zurück und sie sind oft mit dem Namen Vickers gekennzeichnet, während spätere Stücke häufiger den Dixon-Stempel tragen.
Nachfolgend sind einige der Marken aufgeführt, die von den führenden Herstellern von Britannia-Metallwaren in Sheffield geprägt wurden, mit den ungefähren Daten ihrer ersten Verwendung:
|
1787 |
Von James Vickers auf Britannia Metal verwendetes Warenzeichen |
[Marke] |
|
1797 |
„ von Kirkby, Smith & Co. „ |
[Marke] |
|
1800 |
„ von William Holdsworth „ |
[Marke] |
|
1804 |
„von Dixon & Smith“ |
[Marke] |
|
1830 |
„ von J. Dixon & Son „ |
[Marke] |
|
1833 |
„ von J. Dixon & Sons „ |
[Marke] |
|
1817 |
„ von John Vickers „ |
[Marke] |
|
1821 |
„ von W. Parkin „ |
[Marke] |
|
1828 |
„ von J. Wostenholme „ |
[Marke] |
|
1830 |
„ von P. Ashberry „ |
[Marke] |
|
1837 |
„ von E. Stacey „ |
[Marke] |
Die folgenden beiden Seiten zeigen Beispiele früher Britannia Metal-Artikel . Einige dieser Artikel, insbesondere die Kerzenleuchter, wurden von den Herstellern direkt von den Sheffield Plate -Designs kopiert. Die Teekannen hingegen sind eine Besonderheit der Britannia Metal -Industrie. Gelegentlich findet man auch größere Exemplare von Britannia Metal , die mit den zwischen 1825 und 1850 auf Sheffield Plate beliebten Blumenmustern identisch sind. Dazu gehören Vorspeisenteller, Dessertkörbe usw., die aus Formen gegossen wurden, die bis dahin ausschließlich für die Herstellung von Sterlingsilber und Sheffield Plate- Waren verwendet wurden. Diese Praxis war zum Zeitpunkt der Weltausstellung in der Branche weit verbreitet und erklärt vielleicht die Kommentare der Geschworenen auf S. 496.
UNTERSCHEIDUNG ZWISCHEN BRITANNIA-METALL UND ZINN 171
Wer über Zinn schreibt, wird leicht durch die spätere Erfindung von „ Britannia “ oder „ Weißmetall “ in die Irre geführt. Sie stellen Beispiele für antike „Zinn“-Artikel dar, die offensichtlich aus Britannia-Metall hergestellt sind. Letzteres ist in der Regel an seiner charakteristischen Konstruktion zu erkennen. Außerdem unterscheidet es sich in der Gestaltung deutlich von Zinnschmiedeartikeln. Obwohl sich die verschiedenen Materialien nach längerem Gebrauch stark ähneln, ähnelt antikes Zinn eher Blei, da es immer einen Bleianteil enthält.
Der Hauptunterschied zwischen Britannia-Metall und Zinn besteht darin, dass es bei Zinn völlig fehlt, bei Zinn jedoch grundsätzlich vorhanden ist. Der Bleigehalt in Zinn variiert jedoch erheblich. In gewöhnlichem Zinn kann das Verhältnis 80 Teile Blei zu 20 Teilen Zinn betragen, mit einer minimalen Beimischung von Kupfer, Antimon und Zink. Diese Bestandteile werden in Watts „Dictionary of Chemistry“ 158 angegeben. In anderen Werken zur Metallurgie hingegen sind die jeweiligen Mengen dieser Elemente genau umgekehrt – 80 Teile Zinn zu 20 oder weniger Blei. Zusammen mit einer minimalen Beimischung von Antimon und Kupfer kam die Legierung Britannia-Metall so nahe, dass die beiden kaum noch zu unterscheiden sind. Bei der Herstellung von Zinn wurden keine festen Regeln beachtet, und die Bestandteile wurden von den Herstellern je nach der von den Käufern geforderten Qualität oder der Eignung der Artikel für ihre Zwecke angepasst. 173 Daher musste Tafelgeschirr, das mit der scharfen Kante einer Messerklinge oder der Spitze einer Gabel in Berührung kam, zwangsläufig härter sein als Gefäße für Flüssigkeiten. Außerdem bestanden früher große, schwere Fleischteller aus sogenanntem „Zinn“ oft aus Zinn und einer Bindemittelmischung, d. h. Zinn mit einer Legierung namens „ Temper “. Die größten Anteile dieser Mischung bestanden hauptsächlich aus Kupfer und Zinn.
Der Glanz und die Brillanz des antiken Zinns lassen sich kaum auf das enthaltene Silber zurückführen, da pro Tonne Blei weniger als 11 Unzen Silber enthalten waren. Silber sorgte für Festigkeit und, wenn silberhaltiges Blei in antikem Zinn verwendet wurde, möglicherweise auch für die Härte des Amalgams. Zinn ist in seiner Weiße Silber sehr ähnlich, ist aber in reinem Zustand zu kristallin, um für die Herstellung von Haushaltsgeschirr völlig zu genügen. Die Blei-Zinn-Legierung war weniger kristallin und kam der Farbe von Silber so nahe wie möglich, war aber vielleicht etwas grauer.
Es gibt kaum Hinweise darauf, dass es in Sheffield vor der Erfindung der gegossenen Keramik Zinnarbeiter gab. 174
URSPRUNG DES ZINNGESCHIRRS
Das Interesse der Sammler an Zinngeschirr hat in den letzten Jahren stark zugenommen, insbesondere seit die Produktion nach der Einführung von Britannia oder White Metal zurückging und dieses fast vollständig verdrängt hat.
Vielleicht entstand die Herstellung von Zinngeschirr aus dem Wunsch, Metallgefäße für den täglichen Gebrauch zu haben, die zwar in der Optik Silber ähnelten, aber wesentlich weniger kosteten.
Die Öffentlichkeit ist oft überrascht, auf antiken Zinnstücken Punzen zu finden, die fast identisch mit denen auf Gegenständen aus massivem Silber sind, und in manchen Fällen hat sie solche Gegenstände im Glauben gekauft, sie seien aus 925/1000 Silber. [Punzen]
Dieses Kopieren zeitgenössischer Punzen durch Zinngießer war Gegenstand eines langjährigen Streits zwischen der Goldsmiths' Guild und der Pewtersmiths' Guild of London, der bis in die Zeit von Königin Elisabeth zurückreicht. Während der Herrschaft von Karl I. ergriff die Goldsmiths' Hall entschlossene Maßnahmen, um dieser Praxis ein Ende zu setzen, jedoch ohne Erfolg. Eine Petition an die Lords of the Council führte dazu, dass die Zinngießer ermahnt und gezwungen wurden, sich an die Vorschriften der Hall zu halten. Obwohl sie scheinbar keine Möglichkeit hatten, ihr Verhalten zu verteidigen, noch irgendeine Entschuldigung für das Kopieren von Silberpunzen vorzubringen, hörten sie nie auf, diese zu reproduzieren. Es ist schwer verständlich, warum Mitglieder der Pewter Guild, die sich der Nachahmung dieser Punzen schuldig machten, nicht exemplarisch bestraft wurden. Gelegentlich wurden Geldstrafen verhängt, aber solche Fälle kamen keineswegs häufig vor. Tatsache ist, dass Zinngießer diese Marken weiterhin prägten und dass die ihnen für ihr Verhalten auferlegten Strafen angesichts der begangenen Verbrechen völlig unangemessen erscheinen.
86 Wie wir später im Buch lesen werden, kann der Begriff „Turreen“ sowohl eine Terrine als auch eine Sauciere bezeichnen ( Anmerkung des Herausgebers ).
87 Kanister waren weiße Metallgefäße, die als Behälter für Tee, Kaffee usw. verwendet wurden ( Anmerkung der Redaktion ).
88 Höchstwahrscheinlich handelte es sich dabei um Verpackungen für Teedosen , also Gefäße, die als Behälter für Tee dienten ( Anmerkung der Redaktion ).
89 Entspricht 1,14 kg. ( Anmerkung der Redaktion ).
90 Die Gadroon ist ein dekoratives Element mit eiförmiger und vorspringender Form, mit Reliefs und Rillen, die sich am Rand wiederholen und fast immer in einer schrägen Linie verlaufen (siehe auch Gadroonierung – Anmerkung des Herausgebers ).
91 Wörtlich „Kerbe und Fassung“ ( Anmerkung des Herausgebers ).
92 Tatsächlich kann der Begriff sowohl einen Flaschenuntersetzer als auch einen Untersetzer bezeichnen“ ( Anmerkung der Redaktion ).
93 Im Englischen „ wine wagons “ ( Ed. ).
94 Entgegen der hier gemachten Angaben unterschieden sich die Weinkarren kaum von den abgebildeten, die sowohl in Silber als auch in versilberter Ausführung zu finden sind und offenbar im späten 18. Jahrhundert hergestellt wurden. Es lässt sich jedoch nicht mit Sicherheit sagen, ob solche Gegenstände in jüngerer Zeit zu Weinkarren zusammengebaut wurden.
95 Die Vielseitigkeit von Sir Thomason zeigt sich in der Liste der von seiner Firma im Jahr 1808 produzierten Artikel. „Die Fabrik von Edward Thomason in der Church Street in Birmingham, wo er und seine Partner alle Arten von Knöpfen, patentierten Kutschenleitern, Gewehrbolzen, patentierten Korkenziehern, patentierten Kaminbürsten, patentierten Rapierstäben, teleskopischen Bratgabeln aus Bronze und anderen Emblemen usw. herstellen; ein Sortiment von stahlplattierten Waren, Schmuck aller Art, vergoldetes Spielzeug und militärische Auszeichnungen, silberne Schnupftabakdosen, Essenzdosen und Medaillen.“
96 „Doppelteller“, „Steakteller“, „Hackfleischteller“ ( Anmerkung der Redaktion ).
97 Tellerwärmer ( Anmerkung der Redaktion ).
98 Weitere Informationen finden Sie im Connoisseur vom April 1904, S. 253, und Mai 1904, S. 54. Dieses Schreibtintenfass soll sich jetzt im Besitz von Dr. C. M. Clarke befinden.
99 Gekauft, als er Prinz von Wales war, von E. & E. Emanuel in The Hard, Portsea.
100 Dutch Gin ( Anmerkung des Herausgebers ).
101 Die beiden Begriffe können beide mit „Krüge“, „Karaffen“, „Krüge“ übersetzt werden ( Anmerkung der Redaktion ).
102 Heißgetränk mit Wasser, Wein und Zucker ( Anmerkung der Redaktion ).
103 Leichter roter Bordeauxwein ( Anmerkung der Redaktion ).
104 Auf Englisch Pepper pots oder Muffineers ( Hrsg. ).
105 Weitere Einzelheiten zu diesem Thema finden Sie auf S. 75.
106 Variante der Sauciere in Bootsform ( Ed. ).
107 Butterbehälter ähnlicher Form ( Anmerkung der Redaktion ).
108 Es gibt noch zahlreiche Hornbecher, hohle Elfenbeinstoßzähne und gespaltene Kokosnüsse mit silbernen oder versilberten Reifen, die als Trinkgefäße dienten. Die meisten dieser zwischen 1770 und 1800 hergestellten Exemplare wurden von Law, Tudor, Fenton & Love hergestellt.
109 Der Autor ist sich bewusst, dass er Herrn Percy W. L. Adams, einem Nachkommen der alten Töpferfamilie Adams, für seine große Unterstützung zu diesem Thema zu großem Dank verpflichtet ist.
110 Eine Abbildung des Teekochers finden Sie auf S. 367.
111 Folgendes ist ein Auszug aus dem Sheffield Register vom 21. Juli 1791: „Spring Gardens, in der Nähe von Sheffield. Mr. Rollinson richtet den Gastwirten und Nachbarn von Sheffield seine respektvollen Grüße aus und möchte diejenigen, die gemäß einer kürzlich erlassenen Verordnung, wonach Bier nur in den gesetzlich gestempelten Winchester Legal Measures verkauft werden darf, ihre zu kleinen silbernen oder plattierten Maße noch nicht gegen solche mit gesetzlicher Größe ausgetauscht haben, darüber informieren, dass er alte silberne oder plattierte Quarts, Halbpints und Pints auf die feinste, vollständigste, schnellste und kostengünstigste Weise repariert und vergrößert. Er fertigt und verkauft auch neue Maße.“
112 Ein Fassungsvermögensmaß für Getreide, das in Großbritannien etwa 36,37 Litern entspricht ( Anmerkung des Herausgebers ).
113 Eine Anzeige in der „ Dublin Gazette “ vom 29. Mai 1711 lautet: „Captain George Roane von der Zinn- und Messingschmiede in der Charles Street war kürzlich in London und brachte ………………. feinstes versilbertes Geschirr mit. Bohee-Teekannen, -Ständer und -Lampen usw. usw., alle genannten Artikel wurden von den fähigsten Künstlern Londons hergestellt.“
114 Hülsenförmige Stützen ( Anmerkung der Redaktion ).
115 Der ananasförmige Knauf soll einst ein Zeichen der Gastfreundschaft gewesen sein.
116 Siehe Abbildung auf S. 160.
117 Die meisten frühen Toastständer und Eierbecher von Sheffield Plate bestehen fast vollständig aus Draht.
118 Diese Tabletts tragen normalerweise die Marke „RC & Co., Patent“.
119 Gerät, das dem Feuer eine größere oder kleinere Menge Luft zuführt, wodurch die Flamme heller oder schwächer wird. ( Anmerkung des Herausgebers ).
120 Es ist allgemein anerkannt, dass die Frauenmaske auf der einen Seite der Vase nicht original ist. Ebenso wird behauptet, dass der Künstler bei der Restaurierung zu Ehren von Sir William den Kopf seiner Frau „Emma Hamilton“ kopierte. Wenn dies zutrifft, wurde die Vase viele Jahre nach ihrer Entdeckung restauriert.
121 Metallplatten aus Zink, Kupfer oder anderen Materialien, die mit fotochemischen Verfahren graviert wurden, zur typografischen Reproduktion von Zeichnungen und Fotografien ( Anmerkung des Herausgebers ).
122 Goldpfund ( Anmerkung des Herausgebers ).
123 Dieses Unternehmen existiert noch immer in London.
124 Auf die Innenseite des Umschlags oder auf das Titelblatt geklebte schriftliche Notiz oder Etikett, auf dem der Name des Besitzers angegeben ist, oft mit Verzierungen und Mottos ( Anmerkung des Herausgebers ).
125 D'olier wird zusammen mit anderen Dubliner Goldschmieden auf S. 153 aufgeführt.
126 Weitere Informationen zum Thema „Recht“ finden Sie auf den Seiten 19 und 34.
127 „ Old Silver Platers and their Marks“ von B. W. Watson. Siehe auch „ Sheffield Assay Office “ von Arnold T. Watson, S. 9–13, zur gesamten Kontroverse.
128 „ Alte Silberplattierer und ihre Marken “, von B. W. Watson.
129 Siehe „ Old Silver Platers and their Marks “, S. 2-3 der Einleitung, Abschnitt 2-3-4.
130 Weitere Informationen zu diesem Unternehmen finden Sie auf S. 37.
131 Weitere Informationen zu diesem Unternehmen finden Sie auf S. 47.
132 Weitere Informationen zu diesem Unternehmen finden Sie auf S. 38.
133 In der späteren Zeit der Schmelzgalvanisierungsindustrie existierte diese Firma um 1823 unter dem Namen William Briggs, dann unter dem Namen Roberts & Slater und heute unter dem oben beschriebenen Namen, hat jedoch nie eine Handelsmarke für galvanisierte Artikel beim Sheffield Assay Office eingetragen.
134 Bei der Änderung von Nummer 16 auf Nummer 51 handelte es sich vermutlich lediglich um eine Neunummerierung der Straße und nicht um einen Umzug der Werkstätten.
135 B. Smith, in der Duke Street, Lincoln's Inn Fields.
136 Rowbotham und William Hancock (beide beim Londoner Assay Office registriert) ließen sich 1773 beim Sheffield Assay Office als Silberschmiede registrieren, John Rowbotham & Co. 1774. Obwohl sie keine Marken für plattierte Waren registrierten, besteht kein Zweifel daran, dass sie Sheffield Plate herstellten. Ihr Name für Silberwaren ist heute weit verbreitet. Wir finden sie auch am 14. Dezember 1768 in der Londoner Goldsmiths' Hall als Silberschmiede registriert.
137 John Green war bis etwa 1792 einer von fünf Partnern der Firma J. Parsons & Co. Weitere Informationen finden Sie auf S. 42.
138 In den späten Sheffielder Verzeichnissen von 1845 und 1849 werden Joseph Rodgers & Sons als „Händler“ unter der Überschrift „Hersteller von silbernem und plattiertem Tafelgeschirr“ aufgeführt, während sie in denselben Verzeichnissen als Hersteller von „silbernen Obst- und Dessertmessern“ aufgeführt sind.
139 Weder Blagden, Hogdson & Co. noch Walker, Knowles & Co. haben diese Marken jemals beim Sheffield Assay Office registriert.
140 Die ersten Partner von Blagden, Hogdson & Co. waren Thomas Blagden, Thomas Hogdson, Samuel Kirkby, Joseph Elliott und John Woollen – vielsagende Namen, wenn wir die oben beschriebenen späteren Zusammenschlüsse in Betracht ziehen.
141 Die Marke von J. Dixon & Sons (eingetragen 1881) sieht ziemlich ähnlich aus.
142 In England und den USA verwendetes Gewichtssystem zum Verkauf von Metallen und Edelsteinen; die Feinunze entspricht etwa 32 g. ( Anmerkung der Redaktion ).
143 Diese Symbole sind sehr häufig auf geschlossenem Besteck zu finden. Die Initialen „PS“ stehen für Plattierten Stahl .
144 Markierungen für plattiertes und silbernes Besteck.
145 Die Verwendung dieser Marken durch das Unternehmen wird lediglich vermutet.
144 Markierungen für plattiertes und silbernes Besteck.
145 Die Verwendung dieser Marken durch das Unternehmen wird lediglich vermutet.
146 Nicht eingetragene Marken.
146 Nicht eingetragene Marken.
147 Green, Roberts, Moseley & Co. Diese Firma begann ab diesem Datum, die zuvor von ihren Vorgängern J. Parsons & Co. geprägte Marke zu verwenden.
148 Diese Marke wurde möglicherweise von M. Boulton & Co. aus Birmingham nach deren Auflösung im Jahr 1848 gekauft.
149 Seit 1863 Roberts & Belk.
150 T. Middleton, Rd. Jewesson, G. Ashford und G. Frost sind beim Sheffield Assay Office als Hersteller von Silberplatten registriert, datiert auf den 2.4.1798.
151 Die Anteile des „Standard“-Silbers in England betragen 925 Teile reines Silber zu 75 Teilen Legierung (pro 1.000).
152 Entsprechend 7,775 g. ( Anmerkung der Redaktion ).
153 Siehe Journal of the Cork Historical and Archaeological Society, Band Xii, zweite Reihe, 1906. „ The Goldsmiths of Cork “ von M. S. D. Westropp.
154 Birks und Rowbotham waren von 1774 bis 1781 Geschäftspartner.
155 Im Register des Prüfamts für dieses Jahr ist diese Marke wahrscheinlich irrtümlich mit 1773 angegeben, da die hier abgebildete Marke von einem Tafelmesser mit Silbergriff stammt, das von Birks hergestellt wurde.
156 Weitere Einzelheiten zum Unternehmen finden Sie auf S. 42.
157 Auf diese Markierung wurde bereits auf S. 440 hingewiesen.
158 Im Sheffield Sketchley Directory von 1774 erscheint „Travis Nathaniel, Taschenmessermacher in Whitecroft, Marke IN BILBO“.
159 Herr B. W. Watson, Direktor des Sheffield Assay Office, ein Nachfahre eines alten Sheffielder Plattenmachers und Silberschmieds, war bei der Zusammenstellung dieses Kapitels eine große Hilfe.
160 Fenton und Creswick waren eine Partnerschaft (weitere Einzelheiten finden Sie auf den Seiten 36–37).
161 Weitere Einzelheiten finden Sie in T. Watsons Buch „ The Sheffield Assay Office“, erschienen 1890.
162 Der Datumsbuchstabe wird für jedes Folgejahr bei der Versammlung der Depotbanken geändert, die jedes Jahr am ersten Montag im Juli stattfindet.
163 Die Deckel silberner Kaffeekannen mit der Londoner Marke aus der Zeit Georgs I., II. und der frühen Zeit Georgs III. werden nicht selten auch ohne Prüfmarke gefunden.
164 In London wurde der Königskopf im Tiefdruck vom 1. Dezember 1784 bis zum 29. Mai 1786 geprägt. In Sheffield wurde der Tiefdruck wahrscheinlich im Juli 1786 ersetzt.
165 Erstes Jahr, in dem die Krone und der Datumsbuchstabe mit einem einzigen Stempel geprägt wurden.
166 In diesem Jahr wurde auf Silber ein Zoll von 6 Pence pro Unze erhoben und ein Intagliokopf geprägt. In den ersten Monaten des Jahres wurden keine Köpfe geprägt.
167 Der geschnitzte Kopf findet sich auch für die ersten 6 Monate dieses Jahres.
168 Im Jahr 1815 wurde die Krone verkehrt herum unter dem Jahresbuchstaben gedruckt und für die nächsten fünf Jahre über dem Buchstaben.
169 Ab dem 15. Juli desselben Jahres wurde der Königskopf aufgrund der Verdoppelung der Zölle in zweifacher Ausführung hergestellt. Die Vervielfältigung dauerte neun Monate.
170 Gestorben am 30.09.1813 im Alter von 83 Jahren und im Sheffield Mercury desselben Jahres als „Vater des Weißmetallhandels “ bezeichnet.
171 Der Autor ist Prof. L. T. O'Shea von der Universität Sheffield für seine umfangreiche Unterstützung bei technischen Fragen im Zusammenhang mit diesem Thema zu Dank verpflichtet.
158 Bd. III, S. 535 (1882).
173 Bisher hat kein vom Autor analysiertes Paar Zinngegenstände verschiedener Hersteller zu den gleichen Ergebnissen geführt.
1 74 Im Buch „Sheffield im 18. Jahrhundert“ des RE Leader wird James Hoole, „Peltryman“, im Jahr 1682 als Eigentümer des George Inn in Sheffield aufgeführt.